You might also like
- Virgin Binder Determination For High RAP Content Mixture DesignDocument7 pagesVirgin Binder Determination For High RAP Content Mixture DesignkomalNo ratings yet
- Influence of RAP Sources and Proportions On Fracture and Low Temperature Cracking Performance of Polymer Modified BinderDocument9 pagesInfluence of RAP Sources and Proportions On Fracture and Low Temperature Cracking Performance of Polymer Modified BinderUma ShankarNo ratings yet
- 1 - 6 - Foto Probeta - 1-S2.0-S0950061816303695-MainDocument9 pages1 - 6 - Foto Probeta - 1-S2.0-S0950061816303695-MainJohanna Sofia Maldonado VillamizarNo ratings yet
- Asphalt RRLDocument11 pagesAsphalt RRLPau De LeonNo ratings yet
- Research ArticleDocument7 pagesResearch ArticlerajatchawdaNo ratings yet
- Comparative Study of Asphalt Mix Containing Reclaimed Asphalt Concrete Rejuvenated With Waste Engine Oil and Waste Cooking OilDocument11 pagesComparative Study of Asphalt Mix Containing Reclaimed Asphalt Concrete Rejuvenated With Waste Engine Oil and Waste Cooking OilMohammad DalhatNo ratings yet
- A Study To Determine The Degree of Partial Blending of Reclaimed AsphaltDocument6 pagesA Study To Determine The Degree of Partial Blending of Reclaimed Asphaltsghrkorkzan43No ratings yet
- Asphalt - Hot RecyclingDocument49 pagesAsphalt - Hot RecyclingplavingalneemaNo ratings yet
- Journal 5 BitumenDocument10 pagesJournal 5 BitumenadeseyeboyNo ratings yet
- Project Review1Document5 pagesProject Review1Charan CherryNo ratings yet
- The Effect of Mix Design Method on Performance of Asphalt Mixtures Containing Reclaimed Asphalt Pavement and Recycling Agents- Superpave Versus Balanced Mix DesignDocument14 pagesThe Effect of Mix Design Method on Performance of Asphalt Mixtures Containing Reclaimed Asphalt Pavement and Recycling Agents- Superpave Versus Balanced Mix Designحسين الشهريNo ratings yet
- Effect of Reclaimed Asphalt Pavement On The ProperDocument11 pagesEffect of Reclaimed Asphalt Pavement On The ProperJalal HabibNo ratings yet
- Micro-Surfacing Mixtures With Reclaimed Asphalt PavementDocument11 pagesMicro-Surfacing Mixtures With Reclaimed Asphalt PavementEva SmithNo ratings yet
- Use of Reclaimed Asphalt Pavement in Bituminous Road: February 2018Document8 pagesUse of Reclaimed Asphalt Pavement in Bituminous Road: February 2018komalNo ratings yet
- G0709084055Document16 pagesG0709084055phanendra kumarNo ratings yet
- Effect of Chemical Warm Mix Additive OnDocument21 pagesEffect of Chemical Warm Mix Additive OnMILON KUMAR HORENo ratings yet
- Evaluating Recycled Asphalt Pavement Mixtures With Mechanistic-Empirical Pavement Design Guide Level 3 AnalysisDocument11 pagesEvaluating Recycled Asphalt Pavement Mixtures With Mechanistic-Empirical Pavement Design Guide Level 3 AnalysisEvert Mosqueira NdgNo ratings yet
- 6.61-Arimilli Et Al. (2015) - EATB-RAP-Chracterization-TG 2 PDFDocument10 pages6.61-Arimilli Et Al. (2015) - EATB-RAP-Chracterization-TG 2 PDFVishnu RNo ratings yet
- Esearch Esults Igest: National Cooperative Highway Research ProgramDocument17 pagesEsearch Esults Igest: National Cooperative Highway Research ProgramMoslem AghapourNo ratings yet
- Benjamin F. Bowers, Jason Moore, Baoshan Huang, Xiang ShuDocument6 pagesBenjamin F. Bowers, Jason Moore, Baoshan Huang, Xiang ShuMonu GhadwalNo ratings yet
- Optimal Proportioning For Hot Recycled Mix Design Under Superpave Mix Design ConsiderationDocument8 pagesOptimal Proportioning For Hot Recycled Mix Design Under Superpave Mix Design ConsiderationSamwel TarimoNo ratings yet
- RAP and RASDocument29 pagesRAP and RASSoebowo AdjinegoroNo ratings yet
- BitumineDocument20 pagesBitumineSaly SerhalNo ratings yet
- Construction and Building Materials: Muhammad ArshadDocument11 pagesConstruction and Building Materials: Muhammad ArshadArshadNo ratings yet
- Performance Evaluation of Rejuvenated Recycled Asphalt Blends at High and Intermediate Pavement TemperaturesDocument14 pagesPerformance Evaluation of Rejuvenated Recycled Asphalt Blends at High and Intermediate Pavement TemperaturesMohd TahirAnsariNo ratings yet
- Optimization of Recycling Agent Dosage in Hot Mix Recycled AsphaltDocument37 pagesOptimization of Recycling Agent Dosage in Hot Mix Recycled AsphaltSAlil GuPtaNo ratings yet
- Crack resistance of asphalt mixtures with RAP and glass fiberDocument10 pagesCrack resistance of asphalt mixtures with RAP and glass fiberNataly Davila ChamayaNo ratings yet
- Estudo Laboratorial de Misturas Asfálticas Recicladas à Quente Com Difrentes Teores de Asfalto FresadoDocument15 pagesEstudo Laboratorial de Misturas Asfálticas Recicladas à Quente Com Difrentes Teores de Asfalto FresadoDouglas SondaNo ratings yet
- Crude Palm OilDocument15 pagesCrude Palm OilDoris AsmaniNo ratings yet
- 1 PBDocument11 pages1 PBRetno Dwi RachmaningrumNo ratings yet
- 1 s2.0 S0950061818322475 MainDocument8 pages1 s2.0 S0950061818322475 MainOLIVIER JuniorNo ratings yet
- Utilization of Higher Percentages of RAP For Improved Mixture Performance by Adopting The Process of FractionationDocument18 pagesUtilization of Higher Percentages of RAP For Improved Mixture Performance by Adopting The Process of Fractionationvishnu RNo ratings yet
- 1 7 Investigation of Fatigue Performance of Asphalt Mixtur 2022 Construction andDocument10 pages1 7 Investigation of Fatigue Performance of Asphalt Mixtur 2022 Construction andJohanna Sofia Maldonado VillamizarNo ratings yet
- Impact of Rap and Rejuvenator On Marshall: Properties of Hma MixesDocument30 pagesImpact of Rap and Rejuvenator On Marshall: Properties of Hma MixesTejeshwini SNo ratings yet
- Recycling: Performance Assessment of Reclaimed Asphalt Pavement (RAP) in Road Surface MixturesDocument17 pagesRecycling: Performance Assessment of Reclaimed Asphalt Pavement (RAP) in Road Surface MixturesCristián JiménezNo ratings yet
- AldotDocument9 pagesAldotvinay rodeNo ratings yet
- Laboratory Characterization of RAP as a Pavement Base LayerDocument10 pagesLaboratory Characterization of RAP as a Pavement Base LayerkomalNo ratings yet
- TRR PaperDocument13 pagesTRR PaperAyyanna HabalNo ratings yet
- Recycled Asphalt Technology: Erbil Construction LABDocument60 pagesRecycled Asphalt Technology: Erbil Construction LABbestoon RamadhanNo ratings yet
- D Angelo Dongre 2009 Practical Use of Multiple Stress Creep and Recovery Test Characterization of Styrene ButadieneDocument10 pagesD Angelo Dongre 2009 Practical Use of Multiple Stress Creep and Recovery Test Characterization of Styrene Butadienebn23cem3r15No ratings yet
- Mechanistic and Microstructural Characteristics of Roller Compacted Geopolymer Concrete Using Reclaimed Asphalt PavementDocument20 pagesMechanistic and Microstructural Characteristics of Roller Compacted Geopolymer Concrete Using Reclaimed Asphalt PavementAbinash Chandra PalNo ratings yet
- Effect of softer binder on repeated RAP performanceDocument9 pagesEffect of softer binder on repeated RAP performancemehratshNo ratings yet
- The Effects of Using Reclaimed Asphalt Pavements (RAP) On The Long-Term Performance of Asphalt Concrete OverlaysDocument14 pagesThe Effects of Using Reclaimed Asphalt Pavements (RAP) On The Long-Term Performance of Asphalt Concrete Overlays18104900No ratings yet
- AASHTO M 323-13 Superpave Volumetric Mix DesignDocument13 pagesAASHTO M 323-13 Superpave Volumetric Mix DesignMir Shahnewaz ArefinNo ratings yet
- Efek Penggunakan RejevunatorDocument31 pagesEfek Penggunakan RejevunatorBara GailNo ratings yet
- Applsci 11 05226 v2Document16 pagesApplsci 11 05226 v2villaganasjayveeNo ratings yet
- Performance Characteristics of High Reclaimed Asphalt Pavement Containing Bio-ModifierDocument16 pagesPerformance Characteristics of High Reclaimed Asphalt Pavement Containing Bio-Modifier18104900No ratings yet
- Mechanical Performance Evaluation of Crumb Rubber Enriched RejuvenatorDocument11 pagesMechanical Performance Evaluation of Crumb Rubber Enriched RejuvenatorvillaganasjayveeNo ratings yet
- Use of Pavement Wastes (Reclaimed Asphalt Pavement) in Base and Sub-Base Layers of Road ConstructionDocument11 pagesUse of Pavement Wastes (Reclaimed Asphalt Pavement) in Base and Sub-Base Layers of Road ConstructionSamdhani StrikesNo ratings yet
- 1 s2.0 S2214509522003461 MainDocument11 pages1 s2.0 S2214509522003461 MainahmadNo ratings yet
- Dalhat, Al-Abdul Wahhab, Al-Adham - 2019 - Recycled Plastic Waste Asphalt Concrete Via Mineral Aggregate Substitution and Binder ModificDocument10 pagesDalhat, Al-Abdul Wahhab, Al-Adham - 2019 - Recycled Plastic Waste Asphalt Concrete Via Mineral Aggregate Substitution and Binder Modificaakash singhNo ratings yet
- RAP in Mix Desgin Process (MS2)Document21 pagesRAP in Mix Desgin Process (MS2)komalNo ratings yet
- Construction and Building Materials: Hassan Ziari, Ali Moniri, Parastoo Bahri, Yasha SaghafiDocument10 pagesConstruction and Building Materials: Hassan Ziari, Ali Moniri, Parastoo Bahri, Yasha SaghafiSinaNo ratings yet
- Evaluating The Effects of Sugarcane-Bagasse Ash and Rice-Husk Ash On The Mechanical and Durability Properties of MortarDocument14 pagesEvaluating The Effects of Sugarcane-Bagasse Ash and Rice-Husk Ash On The Mechanical and Durability Properties of MortarHidayat UllahNo ratings yet
- Construction and Building Materials: Nariman Barazi Jomoor, Mansour Fakhri, Mahmoud Reza KeymaneshDocument11 pagesConstruction and Building Materials: Nariman Barazi Jomoor, Mansour Fakhri, Mahmoud Reza KeymaneshZeyad F SaadNo ratings yet
- Effects of Mineral Fillers on Properties of Stone Matrix Asphalt MixturesDocument9 pagesEffects of Mineral Fillers on Properties of Stone Matrix Asphalt MixturesIlyas H. AliNo ratings yet
- Durability Prediction of NR/BR and NR/SBR Blends Using Tear Fatigue AnalyzerDocument3 pagesDurability Prediction of NR/BR and NR/SBR Blends Using Tear Fatigue AnalyzerDildeep PallipadNo ratings yet
- Evaluating Mechanical Properties of Bituminous Mixtures using the Superpave Gyratory CompactorDocument10 pagesEvaluating Mechanical Properties of Bituminous Mixtures using the Superpave Gyratory CompactorNikita BhagatNo ratings yet
- Study of Sustainable High Performance Bituminous MixturesDocument9 pagesStudy of Sustainable High Performance Bituminous Mixturessomesh2727No ratings yet
- Parafilm Specific GravityDocument3 pagesParafilm Specific GravityFiras BarrajNo ratings yet
- NCHRP ProjectsDocument9 pagesNCHRP ProjectsFiras BarrajNo ratings yet
- Traffic, (Millions of Esals) 10 To 30 10 To 30 10 To 30 10 To 30 10 To 30Document3 pagesTraffic, (Millions of Esals) 10 To 30 10 To 30 10 To 30 10 To 30 10 To 30Firas BarrajNo ratings yet
- Ia AbDocument5 pagesIa AbFiras BarrajNo ratings yet
- Parafilm Specific GravityDocument3 pagesParafilm Specific GravityFiras BarrajNo ratings yet
- Khatib Gradation Mod+ BatchingDocument38 pagesKhatib Gradation Mod+ BatchingFiras BarrajNo ratings yet
- Review On The VMA Requirement in The SuperpaveDocument3 pagesReview On The VMA Requirement in The SuperpaveFiras BarrajNo ratings yet
- Highway Lab/ Asphalt Section: Asphalt Sample Preparation Data SheetDocument8 pagesHighway Lab/ Asphalt Section: Asphalt Sample Preparation Data SheetFiras BarrajNo ratings yet
- D1188 Temp Correction & CalculationsDocument3 pagesD1188 Temp Correction & CalculationsFiras BarrajNo ratings yet
- Highway Lab/ Asphalt SectionDocument2 pagesHighway Lab/ Asphalt SectionFiras BarrajNo ratings yet
- Sample Lab Temperature DataDocument7 pagesSample Lab Temperature DataFiras BarrajNo ratings yet
- Ia AbDocument5 pagesIa AbFiras BarrajNo ratings yet
- Your Paper's Title Starts Here: Please Center Use Times New Roman 16.5Document3 pagesYour Paper's Title Starts Here: Please Center Use Times New Roman 16.5Firas BarrajNo ratings yet
- GSF & GSC To DODocument8 pagesGSF & GSC To DOFiras BarrajNo ratings yet
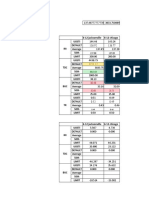
- Control 15% RAP 25% RAP OC 4.3 4.6 4.62 Total 107.5 115 115.5 RAP 0 14.97 24.94 Virgin 107.5 100.03 90.56 Saving of Binder 0 7.47 16.94Document3 pagesControl 15% RAP 25% RAP OC 4.3 4.6 4.62 Total 107.5 115 115.5 RAP 0 14.97 24.94 Virgin 107.5 100.03 90.56 Saving of Binder 0 7.47 16.94Firas BarrajNo ratings yet
- Temperature 'C Viscosity (Pa.s) Viscosity (Pa.s) Viscosity (Pa.s) 2Document42 pagesTemperature 'C Viscosity (Pa.s) Viscosity (Pa.s) Viscosity (Pa.s) 2Firas BarrajNo ratings yet
- ESWL FlexibleDocument25 pagesESWL FlexibleFiras BarrajNo ratings yet
- FootDocument1 pageFootFiras BarrajNo ratings yet
- Flexible ESALDocument3 pagesFlexible ESALFiras BarrajNo ratings yet
- Flexible ESALDocument3 pagesFlexible ESALFiras BarrajNo ratings yet
- NCHRP ProjectsDocument9 pagesNCHRP ProjectsFiras BarrajNo ratings yet
- Stresses and Strains in PavementsDocument86 pagesStresses and Strains in PavementsFiras BarrajNo ratings yet
- Flexible ESALDocument3 pagesFlexible ESALFiras BarrajNo ratings yet
- Slide ShareDocument1 pageSlide ShareFiras BarrajNo ratings yet
- F OldDocument21 pagesF OldFiras BarrajNo ratings yet
- IRI, Cracking, and Rut Reliability Data for Multiple Pavement CasesDocument7 pagesIRI, Cracking, and Rut Reliability Data for Multiple Pavement CasesFiras BarrajNo ratings yet
- IRI Fat InfoDocument1 pageIRI Fat InfoFiras BarrajNo ratings yet
- Final Excel ModifiedDocument11 pagesFinal Excel ModifiedFiras BarrajNo ratings yet
- F OldDocument21 pagesF OldFiras BarrajNo ratings yet
- Sample Questions - Chapter 13Document4 pagesSample Questions - Chapter 13Uday Prakash SahuNo ratings yet
- Asme Section II A-2 Sa-660Document6 pagesAsme Section II A-2 Sa-660Anonymous GhPzn1xNo ratings yet
- Seperation TechniqueDocument6 pagesSeperation TechniquelindaoeghagharaNo ratings yet
- 1539960407PathwaysDrainTreatment SellSheetDocument2 pages1539960407PathwaysDrainTreatment SellSheetCarlosNo ratings yet
- Failure Analysis of Conveyor Pulley ShaftDocument12 pagesFailure Analysis of Conveyor Pulley ShafttuanNo ratings yet
- FM 204Document2 pagesFM 204Muzaffar AlamNo ratings yet
- Construction Chemicals: Total Solution ofDocument4 pagesConstruction Chemicals: Total Solution ofdwijNo ratings yet
- Chemistry: Higher Tier Paper 1Document28 pagesChemistry: Higher Tier Paper 1karuneshnNo ratings yet
- Pharmacodymics and Toxicodynamics 21 - 09 - 15Document60 pagesPharmacodymics and Toxicodynamics 21 - 09 - 15AubreyNo ratings yet
- Calflo Heat Transfer FluidDocument4 pagesCalflo Heat Transfer FluidderekfisherNo ratings yet
- Blue TernateDocument21 pagesBlue TernateNelson Salacup RpaNo ratings yet
- LAB513Document16 pagesLAB513Marcus LeeNo ratings yet
- Materials 10 00342Document20 pagesMaterials 10 00342Wahid KarolNo ratings yet
- Vacuum Technology Book II Part 1 PDFDocument88 pagesVacuum Technology Book II Part 1 PDFMuhammad Maratab Ali ZiaiNo ratings yet
- NSS Chemistry Part 2 Microscopic World I - LQ - PDFDocument22 pagesNSS Chemistry Part 2 Microscopic World I - LQ - PDFSiu Hon ChengNo ratings yet
- Determining Hardenability of Steel: Standard Test Methods ForDocument26 pagesDetermining Hardenability of Steel: Standard Test Methods ForJuan Diego Palacio VelasquezNo ratings yet
- The Water Purification Process 2Document4 pagesThe Water Purification Process 2Yue YingNo ratings yet
- BiocideDocument6 pagesBiocideAnik AlamNo ratings yet
- Trial Kedah 2014 SPM Kimia K1 K2 K3 Dan Skema (SCAN)Document78 pagesTrial Kedah 2014 SPM Kimia K1 K2 K3 Dan Skema (SCAN)Cikgu Faizal67% (3)
- Iso 10933 1997Document30 pagesIso 10933 1997gykataiNo ratings yet
- CH 28 Lecture Notes PhysicsDocument21 pagesCH 28 Lecture Notes Physicsmgoogol0No ratings yet
- Bencidamina y 5 ImpurezasDocument6 pagesBencidamina y 5 ImpurezasSaned H. GonzalezNo ratings yet
- Safety Data Sheet: Section 1. IdentificationDocument11 pagesSafety Data Sheet: Section 1. IdentificationSanthosh GowthamNo ratings yet
- Me Me CL BR CH-CH CH Oh: O PCLDocument3 pagesMe Me CL BR CH-CH CH Oh: O PCLAkhil JamwalNo ratings yet
- What Do Chemical Engineers Do?: Chemical Engineer in The Water IndustryDocument9 pagesWhat Do Chemical Engineers Do?: Chemical Engineer in The Water IndustrymoccappucinoNo ratings yet
- Basic Response Procedures To FiresDocument19 pagesBasic Response Procedures To FiresKresta Concepcion RN LptNo ratings yet
- 6242 01 Rms 20060616Document10 pages6242 01 Rms 20060616UncleBulgariaNo ratings yet
- Talent Chemistry Co., Ltd. technical documentDocument3 pagesTalent Chemistry Co., Ltd. technical documentLuke Shika Chou0% (1)