0% found this document useful (0 votes)
78 views66 pagesMetal Forming: Drawing Processes Explained
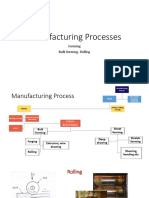
This document provides an overview of metalworking processes focusing on drawing. It defines drawing as a metalworking process that uses tensile forces to stretch metal into a desired shape and thickness. Drawing is classified into wire/bar/tube drawing and sheet metal drawing. Key aspects of drawing covered include equipment, the drawing process, wire drawing applications and comparisons to extrusion, wire drawing dies and their effect, and lubrication methods.
Uploaded by
zhwan Anwar nooriCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF, TXT or read online on Scribd
0% found this document useful (0 votes)
78 views66 pagesMetal Forming: Drawing Processes Explained
This document provides an overview of metalworking processes focusing on drawing. It defines drawing as a metalworking process that uses tensile forces to stretch metal into a desired shape and thickness. Drawing is classified into wire/bar/tube drawing and sheet metal drawing. Key aspects of drawing covered include equipment, the drawing process, wire drawing applications and comparisons to extrusion, wire drawing dies and their effect, and lubrication methods.
Uploaded by
zhwan Anwar nooriCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF, TXT or read online on Scribd