You might also like
- Painting Workshop 3 - Piha Beach Seascape - Lesson Notes - Samuel Earp ArtistmrDocument1 pagePainting Workshop 3 - Piha Beach Seascape - Lesson Notes - Samuel Earp ArtistmrMohamed Abou El hassanNo ratings yet
- Molding & CastingDocument8 pagesMolding & CastingxangolekonNo ratings yet
- Practice Worksheet of Chemical BondingDocument2 pagesPractice Worksheet of Chemical Bondingch khakanNo ratings yet
- Inlay and Onlay PorcelaineDocument37 pagesInlay and Onlay PorcelaineGhina YuliaNo ratings yet
- Coating FailureDocument14 pagesCoating FailureNnamdi Celestine NnamdiNo ratings yet
- 01 - Primer, Paint, Varnish, ETCDocument40 pages01 - Primer, Paint, Varnish, ETCCleo Panini100% (1)
- Adhesives: Saifudheen K 2 M B 0 8 A T 0 0 9 8 Sem B ArchDocument11 pagesAdhesives: Saifudheen K 2 M B 0 8 A T 0 0 9 8 Sem B ArchAhmed MilasNo ratings yet
- Try in PDFDocument7 pagesTry in PDFكاظم عبد الحسينNo ratings yet
- Abrasives & Polishing Agents Downloaded)Document32 pagesAbrasives & Polishing Agents Downloaded)Syazana Alyaa100% (1)
- R. N. G. Patel Institute of Technology Isroli-Afwa, Bardoli: Prepared By: DR. J. M. BARADDocument32 pagesR. N. G. Patel Institute of Technology Isroli-Afwa, Bardoli: Prepared By: DR. J. M. BARAD18-546 Prakash Patel100% (1)
- Paint DefectsDocument6 pagesPaint DefectsAnandNo ratings yet
- Adhesive Restorative MaterialsDocument10 pagesAdhesive Restorative MaterialsAnonymous m0vrFqAsNo ratings yet
- Paint Defect TermsDocument7 pagesPaint Defect TermsAnoop_Gupta_5089No ratings yet
- Overcoming Paint Film DefectsDocument7 pagesOvercoming Paint Film DefectsMahmood H NaqviNo ratings yet
- Dental Waxes IOzcan Keyps PDFDocument35 pagesDental Waxes IOzcan Keyps PDFışıl özcan100% (1)
- General Chemistry Lab ManualDocument34 pagesGeneral Chemistry Lab ManualSaravanan Rajendrasozhan100% (3)
- Polishing AgntsDocument57 pagesPolishing AgntsBharanijaNo ratings yet
- Types of StonesDocument8 pagesTypes of StonesAshu JainNo ratings yet
- Provisional Restoration (Temporary Crown) : Requirements Biologic Requirements A. Pulp ProtectionDocument7 pagesProvisional Restoration (Temporary Crown) : Requirements Biologic Requirements A. Pulp Protectionkizha kareemNo ratings yet
- Dental Porcelain: by Dr. Tayseer MohamedDocument63 pagesDental Porcelain: by Dr. Tayseer MohamedAnonymous LRPHmxh02No ratings yet
- Basic Hand Tools: Shielded Metal Arc Welding Grade 9Document22 pagesBasic Hand Tools: Shielded Metal Arc Welding Grade 9Axl Pyro Palisoc67% (3)
- EN 13727-2012 Plus A2-2015Document56 pagesEN 13727-2012 Plus A2-2015Kaustubh Das100% (1)
- 2012 11 Full Paper BROESDER Coatings-And-cathodic-disbondmentDocument7 pages2012 11 Full Paper BROESDER Coatings-And-cathodic-disbondmentkakrasana100% (1)
- Casting DefectsDocument49 pagesCasting Defectsgopi.nryn100% (2)
- Guide To All-Ceramic BondingDocument12 pagesGuide To All-Ceramic BondingBojana Stefanovik100% (1)
- Laundry Detergent Ingredients Info Sheet PDFDocument12 pagesLaundry Detergent Ingredients Info Sheet PDFramu_uppadaNo ratings yet
- Understanding Pre-Painted MetalDocument69 pagesUnderstanding Pre-Painted MetalErick Quan LunaNo ratings yet
- Abrasion & Polishing AgentsDocument25 pagesAbrasion & Polishing Agentspooja nagojiNo ratings yet
- Sika CaseStudy CPD 6thStPkingGarage UsDocument2 pagesSika CaseStudy CPD 6thStPkingGarage UsTom HartnabbNo ratings yet
- Homemade Gesso Recipe: 2 Tablespoons Linseed Oil (Boiled or Raw Is Fine)Document4 pagesHomemade Gesso Recipe: 2 Tablespoons Linseed Oil (Boiled or Raw Is Fine)BettyNo ratings yet
- ASTM F2252 Ink Adhesion Tape TestDocument3 pagesASTM F2252 Ink Adhesion Tape TestJuli100% (1)
- IB Questionbank Chemistry 1Document19 pagesIB Questionbank Chemistry 1zarna nirmal rawalNo ratings yet
- Invatex: AC Cracking AgentDocument4 pagesInvatex: AC Cracking Agentsasko100% (1)
- Finishing & Polishing Materials: by Asma Altaf Lecturer Dental Technology KMUDocument24 pagesFinishing & Polishing Materials: by Asma Altaf Lecturer Dental Technology KMURJ Noor JanNo ratings yet
- CPCCPD3031A Implement Safe Lead Paint and Asbestos Work Practices LR NewDocument115 pagesCPCCPD3031A Implement Safe Lead Paint and Asbestos Work Practices LR NewFfdsfdsNo ratings yet
- ImportedfromGoogleNotebook MaterialScienceDocument97 pagesImportedfromGoogleNotebook MaterialScienceHarish PothepalliNo ratings yet
- Abrasives PresentationDocument13 pagesAbrasives PresentationClemence NyamuyarukaNo ratings yet
- 5 Adhesion PDFDocument48 pages5 Adhesion PDFtalal_11No ratings yet
- Lecture 18 & 19 - Abrasives and Temporary Crowns Material (Slides)Document57 pagesLecture 18 & 19 - Abrasives and Temporary Crowns Material (Slides)JustDen09No ratings yet
- Green Processes Manufacturer of Paints and CoatingsDocument5 pagesGreen Processes Manufacturer of Paints and CoatingsRai JeanNo ratings yet
- Abrasives PDFDocument61 pagesAbrasives PDFSimoun FeirNo ratings yet
- Casting ProceduresDocument91 pagesCasting ProceduresAziz Ahmed100% (1)
- Types of PaintsDocument2 pagesTypes of PaintsmariyaNo ratings yet
- Stainless Steel CrownsDocument19 pagesStainless Steel Crownsதிருவேங்கடம் கோபாலன்No ratings yet
- Excellent ImpressionDocument60 pagesExcellent Impressionkkorina5No ratings yet
- CeramicsDocument49 pagesCeramicsArun KumarNo ratings yet
- Marbling Marbling Marbling Marbling Marblingmagic: Cooperative Extension ServiceDocument4 pagesMarbling Marbling Marbling Marbling Marblingmagic: Cooperative Extension ServiceIulian IonitaNo ratings yet
- Centrifuge Casting PDFDocument7 pagesCentrifuge Casting PDFMohammed FaheemNo ratings yet
- Stain Removal - From Discovery EducationDocument6 pagesStain Removal - From Discovery EducationstanhopekrisNo ratings yet
- Denture ProcessingDocument35 pagesDenture Processingasheque rahmanNo ratings yet
- O (Oh, F)Document8 pagesO (Oh, F)ZrusNo ratings yet
- Mse ReviewerDocument33 pagesMse ReviewerLEMUEL ADANo ratings yet
- Hygrothermal PublishedDocument10 pagesHygrothermal PublishedSENTHILNo ratings yet
- Covalent Bonding ReportDocument7 pagesCovalent Bonding ReportGun TnNo ratings yet
- c3 Structure and BondingDocument2 pagesc3 Structure and BondingNavdha SachdevaNo ratings yet
- SCINOTESDocument2 pagesSCINOTESMark Beduya CuffeeNo ratings yet
- Chemical Bonding Type 1Document28 pagesChemical Bonding Type 1Anonymous x87CLgueBNo ratings yet
- Chemical BondingDocument28 pagesChemical Bondingrohan raj100% (2)
- Chapter 5Document3 pagesChapter 5s1062579No ratings yet
- Fuel Cells: by Vijay RamaniDocument4 pagesFuel Cells: by Vijay RamaniSasmita NayakNo ratings yet
- Atomic Structure: Implication of Wave Particle DualityDocument4 pagesAtomic Structure: Implication of Wave Particle Dualityguiller139No ratings yet
- Bonds ActivityDocument6 pagesBonds ActivityAna MtzNo ratings yet
- Properties and Applications Related To Surfactants: September 2019Document22 pagesProperties and Applications Related To Surfactants: September 2019Duc Anh NguyenNo ratings yet
- Summary of The ChaptersDocument9 pagesSummary of The Chapterslinis molanoNo ratings yet
- Learning-Plan-G9Q2-U1 - DONEDocument4 pagesLearning-Plan-G9Q2-U1 - DONEErika Mae ArnadoNo ratings yet
- The Science and Engineering of Materials, 4 Ed: Chapter 22 - Corrosion and WearDocument56 pagesThe Science and Engineering of Materials, 4 Ed: Chapter 22 - Corrosion and WearSanidhyaKumarNo ratings yet
- CP-2019-02 (Restoration Electric Motor)Document2 pagesCP-2019-02 (Restoration Electric Motor)Alejandro Pedraza SuarezNo ratings yet
- ARCProcedure Guide MetalsDocument11 pagesARCProcedure Guide MetalsAlejandro Pedraza SuarezNo ratings yet
- White Paper Improved Methodology To Evaluate Abrasion Resistant CoatingsDocument26 pagesWhite Paper Improved Methodology To Evaluate Abrasion Resistant CoatingsAlejandro Pedraza SuarezNo ratings yet
- ARCproceduralguideconcrete PDFDocument14 pagesARCproceduralguideconcrete PDFAlejandro Pedraza SuarezNo ratings yet
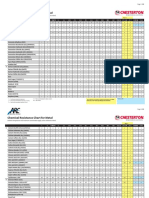
- Chemical Resistance Chart For MetalDocument8 pagesChemical Resistance Chart For MetalAlejandro Pedraza SuarezNo ratings yet
- Chemical Resistance Chart For Concrete: Page 1 of 6Document6 pagesChemical Resistance Chart For Concrete: Page 1 of 6Alejandro Pedraza SuarezNo ratings yet
- Protective Coating - Mining - CS - eBook-FINAL PDFDocument17 pagesProtective Coating - Mining - CS - eBook-FINAL PDFAlejandro Pedraza SuarezNo ratings yet
- Heterogeneous Catalysis: Rica Rose L. SantosDocument10 pagesHeterogeneous Catalysis: Rica Rose L. SantosBenedick Jayson Marti100% (1)
- GB 7101-2015 National Food Safety Standard BeveragesDocument5 pagesGB 7101-2015 National Food Safety Standard Beverageslinh huynhNo ratings yet
- Environmental Issues - FinalDocument95 pagesEnvironmental Issues - FinalshruthikkaNo ratings yet
- Activity Sheet in Science (Specialized Subject-Stem) Grade Level Quarter / Domain Week & Day NO. LC CodeDocument6 pagesActivity Sheet in Science (Specialized Subject-Stem) Grade Level Quarter / Domain Week & Day NO. LC Codemwah mwahNo ratings yet
- Appendix 3300Document85 pagesAppendix 3300parsmessengerNo ratings yet
- Aqueous Extraction of Polyphenols and Antiradicals From Wood - 2014 - Comptes Re - DoneDocument8 pagesAqueous Extraction of Polyphenols and Antiradicals From Wood - 2014 - Comptes Re - DoneremyNo ratings yet
- PHA5439 Syllabus 2022Document11 pagesPHA5439 Syllabus 2022Logical VBA23No ratings yet
- Experiment 3 Anion Analysis by Ion ChromatographyDocument6 pagesExperiment 3 Anion Analysis by Ion ChromatographyYuying FengNo ratings yet
- High Hydrostatic Pressure (HHP) - 2023Document14 pagesHigh Hydrostatic Pressure (HHP) - 2023Paulette Alejandra Silvera MendozaNo ratings yet
- Safety Data Sheet Electroplating CompoundDocument6 pagesSafety Data Sheet Electroplating CompoundjakinNo ratings yet
- Compact Steam Trap AssemblyDocument8 pagesCompact Steam Trap Assemblyrasik.kiraneNo ratings yet
- Chemistry Reviewer AnswerDocument7 pagesChemistry Reviewer AnswerLeticia CarandangNo ratings yet
- 2020 DPRI Updated As of 03 05Document46 pages2020 DPRI Updated As of 03 05JorymagatNo ratings yet
- Formulation, Development and Optimization of Propranolol FDDS Sustained Release As An Anti-HypertensiveDocument9 pagesFormulation, Development and Optimization of Propranolol FDDS Sustained Release As An Anti-HypertensiveZainab JavedNo ratings yet
- Evolution Complete ChapterDocument40 pagesEvolution Complete ChapterJairam ChoudharyNo ratings yet
- Daimler Trucks North America: REV Rlse No BY Revision Date AppdDocument63 pagesDaimler Trucks North America: REV Rlse No BY Revision Date AppdJames WoolleyNo ratings yet
- SSPC Tu 9Document18 pagesSSPC Tu 9anoopkumarNo ratings yet
- CADMIUM 23 3869 enDocument4 pagesCADMIUM 23 3869 enThejaswiniNo ratings yet
- Penguard Express ZP: Technical Data Sheet Application GuideDocument8 pagesPenguard Express ZP: Technical Data Sheet Application GuideAzar SKNo ratings yet
- Impact of Waste ManagementDocument4 pagesImpact of Waste ManagementIndah NovitaNo ratings yet
- Justeq 07Document34 pagesJusteq 07justeqNo ratings yet
- Def Stan 03-32 Part 5 Paint-Systems For NonFerrous Metals Excluding AluminiumDocument10 pagesDef Stan 03-32 Part 5 Paint-Systems For NonFerrous Metals Excluding AluminiumDeepto BanerjeeNo ratings yet
- Technical Information: Kiwotex TDK 85 LDocument2 pagesTechnical Information: Kiwotex TDK 85 Lfathi mustafaNo ratings yet
- Antimicrobial Activity of Disinfectants and Comparative Study With PhenolDocument8 pagesAntimicrobial Activity of Disinfectants and Comparative Study With PhenolAlyza Rose CadalzoNo ratings yet