You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5806)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- BD Solutions PDFDocument31 pagesBD Solutions PDFLoya Yang100% (3)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Wl=Σσ T f p: i. Work load for station 1: load and unloadDocument3 pagesWl=Σσ T f p: i. Work load for station 1: load and unloadtiraNo ratings yet
- Tutorial 4Document4 pagesTutorial 4tiraNo ratings yet
- Faculty of Manufacturing Engineering SEM I 2020/2021 4BMFG-1 Task 1 (Individual) Assignment 2Document5 pagesFaculty of Manufacturing Engineering SEM I 2020/2021 4BMFG-1 Task 1 (Individual) Assignment 2tiraNo ratings yet
- Group Project: Faculty of Manufacturing Engineering Universiti Teknikal Malaysia MelakaDocument1 pageGroup Project: Faculty of Manufacturing Engineering Universiti Teknikal Malaysia MelakatiraNo ratings yet
- Cloud Assignment 2Document4 pagesCloud Assignment 2tiraNo ratings yet
- RM RM RM: 7. Financial Plan 7.1 Financing 7.1.1 Project Implementation Cost ScheduleDocument4 pagesRM RM RM: 7. Financial Plan 7.1 Financing 7.1.1 Project Implementation Cost ScheduletiraNo ratings yet
- CNC AssDocument3 pagesCNC AsstiraNo ratings yet
- Lab Demo RubricDocument1 pageLab Demo RubrictiraNo ratings yet
- Business PlanDocument8 pagesBusiness PlantiraNo ratings yet
- Tutorial 3: Faculty of Manufacturing Engineering Universiti Teknikal Malaysia MelakaDocument1 pageTutorial 3: Faculty of Manufacturing Engineering Universiti Teknikal Malaysia MelakatiraNo ratings yet
- Lab Report - Raman SpectosDocument5 pagesLab Report - Raman SpectostiraNo ratings yet
- Weekly Training Log: (Please Specify Training Information by Descriptive Statement, Tables, Sketches, Figure Etc.)Document3 pagesWeekly Training Log: (Please Specify Training Information by Descriptive Statement, Tables, Sketches, Figure Etc.)tiraNo ratings yet
- General Guidelines and Forward Action For IDP 202 ExecutionDocument3 pagesGeneral Guidelines and Forward Action For IDP 202 ExecutiontiraNo ratings yet
- Weekly Training Log 8Document2 pagesWeekly Training Log 8tiraNo ratings yet
- Weekly Training Log 5Document2 pagesWeekly Training Log 5tiraNo ratings yet
- Weekly Training Log: (Please Specify Training Information by Descriptive Statement, Tables, Sketches, Figure Etc.)Document1 pageWeekly Training Log: (Please Specify Training Information by Descriptive Statement, Tables, Sketches, Figure Etc.)tiraNo ratings yet
- Weekly Training Log: (Please Specify Training Information by Descriptive Statement, Tables, Sketches, Figure Etc.)Document1 pageWeekly Training Log: (Please Specify Training Information by Descriptive Statement, Tables, Sketches, Figure Etc.)tiraNo ratings yet
- Weekly Training Log: (Please Specify Training Information by Descriptive Statement, Tables, Sketches, Figure Etc.)Document2 pagesWeekly Training Log: (Please Specify Training Information by Descriptive Statement, Tables, Sketches, Figure Etc.)tiraNo ratings yet
- Weekly Training Log: (Please Specify Training Information by Descriptive Statement, Tables, Sketches, Figure Etc.)Document1 pageWeekly Training Log: (Please Specify Training Information by Descriptive Statement, Tables, Sketches, Figure Etc.)tiraNo ratings yet
- Weekly Training Log: (Please Specify Training Information by Descriptive Statement, Tables, Sketches, Figure Etc.)Document1 pageWeekly Training Log: (Please Specify Training Information by Descriptive Statement, Tables, Sketches, Figure Etc.)tiraNo ratings yet
- Preview: ProfileDocument12 pagesPreview: ProfileBEN marketingNo ratings yet
- Impromptu Quote PromptsDocument2 pagesImpromptu Quote PromptsWei Ning100% (1)
- AAMS2203 Make Good AssignmentDocument2 pagesAAMS2203 Make Good AssignmentDekwei YongNo ratings yet
- Legislation Register - ExampleDocument10 pagesLegislation Register - ExampleKingsley AhanonuNo ratings yet
- TB ch2Document58 pagesTB ch2Wasiu BabsNo ratings yet
- Eed210 Long-Term Lesson Planning - Wild CatsDocument6 pagesEed210 Long-Term Lesson Planning - Wild Catsapi-281285714No ratings yet
- Motion Assertion ReasoningDocument12 pagesMotion Assertion Reasoningnaman mahawer100% (2)
- CHCL 102-PM-LP-Unit 2-Topic 1Document15 pagesCHCL 102-PM-LP-Unit 2-Topic 1Mary Rose NaboaNo ratings yet
- Conclusion HDFCDocument2 pagesConclusion HDFCSudeep MallNo ratings yet
- Signal Estimation & Detection TheoryDocument6 pagesSignal Estimation & Detection TheoryMANISH TIWARINo ratings yet
- Processes of Ideal GasesDocument20 pagesProcesses of Ideal Gasesemmarie llantinoNo ratings yet
- T-Test For Correlated Samples: Sherry V. Mecida, LPT, MATCCDocument6 pagesT-Test For Correlated Samples: Sherry V. Mecida, LPT, MATCCReno PhillipNo ratings yet
- Role of Road Transport To Sustainability and Economic DevelopmentDocument9 pagesRole of Road Transport To Sustainability and Economic DevelopmentTuấn ĐinhNo ratings yet
- Application of Quality by Design Principles To The Drug Product Technology Transfer ProcessDocument35 pagesApplication of Quality by Design Principles To The Drug Product Technology Transfer Processv9991 v9991No ratings yet
- U9C Mounting InstructionsDocument152 pagesU9C Mounting InstructionsGMAR ComercializadoraNo ratings yet
- BSE-ODISHA Result of HSC EXAMINATION SA-I RESULT 2022-2023 - Board of Secondary Education, OdishaDocument2 pagesBSE-ODISHA Result of HSC EXAMINATION SA-I RESULT 2022-2023 - Board of Secondary Education, OdishaPrasanta KaruaNo ratings yet
- Biovia Materials Studio Dmol: DatasheetDocument3 pagesBiovia Materials Studio Dmol: DatasheettonymailinatorNo ratings yet
- Office Performance Commitment and Review (Opcr) : Use 5 Decimals (If Any) - Do Not Round OffDocument13 pagesOffice Performance Commitment and Review (Opcr) : Use 5 Decimals (If Any) - Do Not Round OffDann MarrNo ratings yet
- Biofilter Design PDFDocument119 pagesBiofilter Design PDFSumoharjo La MpagaNo ratings yet
- This Is The New TitleDocument7 pagesThis Is The New TitleMUSÑGI MICAELA LEIGH SUZONNo ratings yet
- Functions of Parts of An Animal CellDocument2 pagesFunctions of Parts of An Animal CellashuraqueenNo ratings yet
- Iso 3745 2012 en PDFDocument11 pagesIso 3745 2012 en PDFMARIO ALBERTO MANILLA CORDOBANo ratings yet
- Ni Teststand: Getting Started With TeststandDocument89 pagesNi Teststand: Getting Started With TeststandAnwarNo ratings yet
- Department of Education: Weather InstrumentsDocument4 pagesDepartment of Education: Weather InstrumentsNiño Lorenz NoNo ratings yet
- Re91485 2016-10 PDFDocument108 pagesRe91485 2016-10 PDFNicolas AguilarNo ratings yet
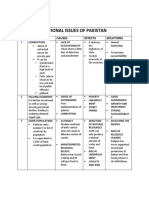
- National and International IssuesDocument5 pagesNational and International IssuesHaroon Karim BalochNo ratings yet
- Unit 1 Measurement and Vectors PDFDocument27 pagesUnit 1 Measurement and Vectors PDFSharneet ChettyNo ratings yet
- Modeling in Gnu Mathprog Language - A Short Introduction: Paweł Zieli NskiDocument38 pagesModeling in Gnu Mathprog Language - A Short Introduction: Paweł Zieli NskiSeptimus PierreNo ratings yet
- Volumen 4Document7 pagesVolumen 4Willians MariscalNo ratings yet