Professional Documents
Culture Documents
Saudi Aramco Inspection Checklist: Receiving Inspection of Centrifugal Pumps SAIC-G-2002 29-Dec-16 Mech
Uploaded by
Abdul Hafeez SoomroOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Saudi Aramco Inspection Checklist: Receiving Inspection of Centrifugal Pumps SAIC-G-2002 29-Dec-16 Mech
Uploaded by
Abdul Hafeez SoomroCopyright:
Available Formats
SAUDI ARAMCO ID/PID - 29-Dec-2016 - REV. 2016.08.00 (Standards Cutoff - August 31, 2016) Rev. 2016.08.
00 31-Aug-16
SAIC NUMBER DATE APPROVED QR NUMBER
SAUDI ARAMCO INSPECTION CHECKLIST
Receiving Inspection of Centrifugal Pumps SAIC-G-2002 29-Dec-16 MECH-
PROJECT TITLE WBS / BI / JO NUMBER CONTRACTOR / SUBCONTRACTOR
EQUIPMENT ID NUMBER(S) EQUIPMENT DESCRIPTION EQPT CODE SYSTEM ID. PLANT NO.
LAYOUT DRAWING NUMBER REV. NO. PURCHASE ORDER NUMBER EC / PMCC / MCC NO.
SCHEDULED INSPECTION DATE & TIME ACTUAL INSPECTION DATE & TIME QUANTITY INSP. MH's SPENT TRAVEL TIME
SAUDI ARAMCO USE ONLY
SAUDI ARAMCO TIP NUMBER SAUDI ARAMCO ACTIVITY NUMBER WORK PERMIT REQUIRED?
SAUDI ARAMCO INSPECTION LEVEL CONTRACTOR INSPECTION LEVEL
ITEM RE-INSP
ACCEPTANCE CRITERIA REFERENCE PASS FAIL N/A
No. DATE
A. Document Verification
Final Disposition / Release Report (consisting manufacturing /test reports
Schedule "Q",
A1 as specified on each form SA-175) was reviewed / accepted by the
Att. III, Para. 3.22
Contractor, a copy is submitted to Saudi Aramco.
Final Disposition Report includes the following as a minimum:
a. Narrative details of Quality activities performed during
1. manufacturing and fabrication of the equipment or material.
b. Copies of SA approved waivers to SA’s requirements.
Schedule "Q",
A2 c. All SA-175 CONTRACTOR witnessed inspections.
Att. III, Para. 3.24
d. Copies of supplier quality records as specified in SA-175.
e. Copies of all NCR's with final dispositions and resolutions.
f. Outstanding punch list items from pre-shipment inspections.
g. Inspection and shipping release.
SAES-G-005,
A3 Pumps conform to the applicable code/specs
Para. 4.1
Vendor's General Arrangement (G.A.) or outline Drw include all data
required to install the pump on its foundation i.e nozzles, shaft centerline
and baseplate foundation bolt coordinates, it contains coordinates of all SAES-G-005,
A4
connections to be hooked up at site such as auxiliary piping connections, Para. 5.4
main and auxiliary power terminal boxes, etc. Buyer's references & main
rating data of equipment components are shown in G.A.Drawing.
B. Pump Inspection
Pump skid, pump, driver, auxiliary piping and other components are free Schedule "Q",
B1
from any physical damage. Att. IV, Para. 3.3
Loose components and materials that were shipped separately match the
packing lists and have corrosion resistance metal tags, Small or fragile
31-SAMSS-004,
B2 components are removed, tagged, wrapped in waterproof material and
Para. 7.4.8
packed in a box, fastened to the unit skid or baseplate. (API 610 Para
7.4.3.9)
Threaded opening not connected to piping have steel* plugs. 31-SAMSS-004
For pump casings of austenitic stainless steel or higher grade materials, Para 6.5.2.6 (API
B3
the casing drain plugs are of a non-galling and corrosion resistance 610, Par. 7.4.3.6 &
material.Note: Plastic is unacceptable. 5.4.3.7)
Saudi Aramco: Company General Use
Nameplate stampings (in units consistent with the data sheet):
a) purchaser’s item number;
b) vendor’s size and model number;
c) pump serial number;
d) rated flow;
e) rated head;
f) casing hydrostatic test pressure;
g) speed; 31-SAMSS-004
B4 h) manufacturer’s bearing identification numbers (if applicable); Para. 5.13 &
i) maximum allowable working pressure (MAWP); API 610, Par. 5.13.2
j) temperature basis for MAWP
k) liquid pumped
l) Lubricant details
m) Shaft lift (for vertical pumps), Nameplates and rotation arrows (if
attached) are of austenitic stainless steel or of nickel-copper alloy (Monel
or its equivalent). Attachment pins are of the same material. Welding is
not permitted.
Pump serial number is plainly & permanently marked on pump casing. 31-SAMMS-004,
B5
(API 610.Para. 5.13.3) Para 1 (Scope)
Rotation arrows is cast in or attached to each major item of rotating 31-SAMMS-004,
B6
equipment at a readily visible location. (API 610, Par 5.13.4) Para 1 (Scope)
Saudi Aramco: Company General Use
SAUDI ARAMCO ID/PID - 29-Dec-2016 - REV. 2016.08.00 (Standards Cutoff - August 31, 2016) Rev. 2016.08.00 31-Aug-16
SAIC NUMBER DATE APPROVED QR NUMBER
SAUDI ARAMCO INSPECTION CHECKLIST
Receiving Inspection of Centrifugal Pumps SAIC-G-2002 29-Dec-16 MECH-
PROJECT TITLE WBS / BI / JO NUMBER CONTRACTOR / SUBCONTRACTOR
ITEM
ACCEPTANCE CRITERIA REFERENCE PASS FAIL N/A RE-INSP DATE
No.
Pump skid's general arrangement conforms with the Pump P&ID.
P&ID No.
(NOTE: Perform walkthough of the pump and skid assembly using the
B7
Saudi Aramco approved P&ID. This activity may have to be re-scheduled
____________
for pumps & components that were dis-assembled.)
Castings are sound & generally free from porosity, hot tears, shrink
holes, blow holes, cracks, scale, blisters, & similar injurious defects per
visual reqmts of MSS-SP-55, (API 610, Para. 5.12.2). Mould-parting fins &
remains of gates and risers shall be chipped, filed or ground flush. 31-SAMSS-004,
B8 Design
Chaplets in pressure castings shall be held to a minimum & shall be Para. 5.12
clean, corrosion-free with composition compatible with the casting.
Chaplets shall not be used in impeller castings. See Attachment 2 Table
1 & MSS-SP-55 Photos
Material for pump & components conform with metallurgy application
guide in Attachment 1 (SASD AD-036821, Sheet 1 & Sheet 2).
a. Casing (Check also Impeller, Casing Wear Rings)
b. Shaft
SAES-G-005,
B9 c. Bearing brackets Design
Para. 4.7.1
d. Non-wetted bolting materials (Studs & nuts)
e. Drain
f. Vents
g. Mechanical Seal Piping
All pumps, with the exception of double case pumps, have suction flanges 31-SAMMS-004,
B10 Design
designed for the same pressure as discharge flanges. Para. 2.3.2.1
(Exception) For steel casings in raw or seawater water services, the Design
facings of finished flanges are raised face for all flange ratings. For steel
casings in hydrocarbon services, the facings of finished flanges are raised 31-SAMMS-004,
B11
face for flange rating Classes 150, 300 and 600 and ring joint for Classes Para. 5.4.2.3
900 and higher. Flanges are conform to ASME B16.5. Flanges above 24
inch NPS are conform to ASME B16.47. Design
For forged or fabricated casings and nozzle heads, flanges are forged
31-SAMMS-004,
B12 welding neck or forged long welding neck, conforming to ASME B16.5 for
Para. 5.4.2.3
flanges up to 24 inches and ASME B16.47 for flanges above 24 inches.
Gasket contact surface shall not have mechanical or corrosion damage.
31-SAMMS-004,
Evaluate Gasket Sealing Surfaces per ASME B16.5 or B16.47 criteria.
Para. 2.5
B13 See Attachment 3. (API 610, Para. 5.4.2.3)
Nipples are braced by gussets spaced 90 degrees apart & welded to 31-SAMMS-004,
nipple & casing. Nipples shall terminate in a flanged connection. Para. 5.4.3.6
Vent and drain* connections are braced and provided with valves. 31-SAMMS-004,
B14
*These are sloped downward 1:50 (01-SAMSS-017, Par 6.7) Para. 6.5.2
Carbon steel casing drain plugs are provided with 316 SS unless
31-SAMMS-004,
otherwise specified. Note: For austenitic SS casings, non-galling mat'l of
Para. 6.5.2.6
equal or superior corrosion resistance shall be used.)
B15
Pumps on water injection services and having driver power rating of 3730
kW (5,000 HP) or higher, shall be provided with 1 inch borescope 31-SAMMS-004,
inspection port to allow onsite inspection of the first stage impeller Para. 5.4.3.12
suction(s) without dismantling the pump.
Pipe nipples screwed or welded to the casing should not be more than
150 mm (6 in) long & shall be a minimum of Sch 160 seamless for sizes 31-SAMMS-004,
B16
(NPS 1) & smaller & a minimum of Sch 80 for (NPS 1 1/2) Para 1 (Scope)
(API 610, Para. 5.4.3.6)
Saudi Aramco: Company General Use
SAUDI ARAMCO ID/PID - 29-Dec-2016 - REV. 2016.08.00 (Standards Cutoff - August 31, 2016) Rev. 2016.08.00 31-Aug-16
SAIC NUMBER DATE APPROVED QR NUMBER
SAUDI ARAMCO INSPECTION CHECKLIST
Receiving Inspection of Centrifugal Pumps SAIC-G-2002 29-Dec-16 MECH-
PROJECT TITLE WBS / BI / JO NUMBER CONTRACTOR / SUBCONTRACTOR
ITEM
ACCEPTANCE CRITERIA REFERENCE PASS FAIL N/A RE-INSP DATE
No.
Nipples are braced by means of gussets, spaced 90 degrees apart,
welded to nipple and casing. Gusset material is same as the pump casing 31-SAMMS-004,
B17
material. Nipples is terminated in a flanged connection. Integrally geared Para. 5.4.3.6
pumps may have Schedule 80 for all pipe nipple sizes.
Shafting, Couplings, Bearings & Lubrication
Rolling element bearings with non-metallic cages are not permitted. (API 31-SAMMS-004,
C1
610. Para 5.10.1.5) Para 1 (Scope)
31-SAMMS-004,
C2 All pumps shall have steel bearing brackets and housings.
Para. 5.10.2.6
Pumps having internal lube oil system are provided with:
a. Constant level oiler SAES-G-005,
C3
b. Level sight glass Para. 4.6.1
c. A drainable sight glass installed under the bearing housing.
Shaft couplings conform with pump data sheet & drawing provided by the SAES-G-005,
C4
Vendor. (Note: Lubricated couplings are not permitted.) Para. 4.8.1
Main firewater pumps and non-hydrocarbon slurry pumps use SAES-G-005,
C5
packing for shaft seal. Jockey pumps have mechanical seals. Para. 4.5.1.3
Horizontal self priming pump in oily water and sewage services uses the SAES-G-005,
C6
manufacturer standard sealing arrangement. Para. 4.6.2
Mechanical seals for pumps complying with 31-SAMSS-012, with
SAES-G-005,
C7 exception of integrally geared pumps, per 31-SAMSS-012 & Table 1,
Para. 4.5.1.1
Mechanical Seal Selection Guide. Attachment 1.
Shaft centerline supported casings are provided for horizontal pumps
31-SAMSS-004,
C8 handling liquids with temperatures in excess of 120°C (250°F) or below
Para. 5.3.11
0°C (32°F).
Pump shaft located 2.5 m or less above floor or working level are provided SAES-B-053,
C9
with guards that are permanently secured to the pump. Para. 5.5
Shaft guards are non-combustible and are designed in such a way not to SAES-B-053,
C10
create a potential source of ignition. Para. 5.7
Coupling guards have provisions for inspection of flexible elements.
Except of integrally geared, all other pumps in Hy.Carbon service have 31-SAMSS-004,
C11
non-sparking material guards (aluminum or brass). Totally enclosed Para. 6.2.14
coupling guard have drain connection for the guard.
D. Mounting Plate (Base Plate & Sole Plate Reqmts)
A base plate is provided for horizontal pumps (that will be grouted and
SAES-G-005,
D1 permanently installed). An oil field skid is req'd for equipment that may be
Para. 4.10
temporarily used (service or frequently relocated.)
Baseplates is fully covered by a smooth deck plate. All walking surfaces
31-SAMSS-004
D2 are coated with non-slip paint. The grout holes must be accessible for
Para. 6.3.9
grouting with the pump and driver mounted.
For offshore installations, the baseplate and pedestal support assembly 31-SAMSS-004
D3
aree sufficiently rigid to be mounted without grouting. Para. 6.3.13
Baseplate pedestals and mounting pads are provided with horizontal and
31-SAMSS-004
D4 vertical alignment jackscrews on pump or driver whose mass exceeds
Para. 6.3.14
100 kg (220 lbs).
Saudi Aramco: Company General Use
SAUDI ARAMCO ID/PID - 29-Dec-2016 - REV. 2016.08.00 (Standards Cutoff - August 31, 2016) Rev. 2016.08.00 31-Aug-16
SAIC NUMBER DATE APPROVED QR NUMBER
SAUDI ARAMCO INSPECTION CHECKLIST
Receiving Inspection of Centrifugal Pumps SAIC-G-2002 29-Dec-16 MECH-
PROJECT TITLE WBS / BI / JO NUMBER CONTRACTOR / SUBCONTRACTOR
ITEM
ACCEPTANCE CRITERIA REFERENCE PASS FAIL N/A RE-INSP DATE
No.
Sump mounted vertical pumps are provided with a grouted, permanently
installed soleplate or surface plate to which the mounting plate or flange of
the pump will attach AND: A)
Removal of pump for maintenance shall not require
SAES-G-005,
D5 removal of the grouted soleplate or surface plate.
Para. 4.10
B) Studs are installed in soleplate or surface plate to match a pump
mounting plate or flange. Exception: verify When sump pumps are
mounted on a steel sump cover plate, sump cover plates have studs
installed to match pump mounting plate or flange.
Single rim or pan of the base plate is sloped at least 1:120 toward the
31-SAMMS-004,
D6 pump end, where a tapped drain opening at least DN 50 (2 NPS) is
Para 1 (Scope)
located, (API 610 Para. 6.3.1).
Base plate shall extend under the pump & drive train components, (API 31-SAMMS-004,
D7
610 Par. 6.3.2). Note: Req'd unless specified otherwise . Para 1 (Scope)
Mounting pad are provided for the pumps and all drive train components,
31-SAMMS-004,
D8 (API 610 Para. 6.3.3). Note: The pads shall be larger than the foot of the
Para 1 (Scope)
mounting equipment.
All pads for drive train components are fully machined flat and parallel.
31-SAMMS-004,
D9 Corresponding surfaces are in same plane within 150 µm/m (0,002 in/ft) of
Para 1 (Scope)
distance between pads. (API 610 Par 6.3.3).
The underside of fabricated base plates beneath pump and driver
31-SAMMS-004,
D10 supports are welded to reinforcing cross members, & members are
Para 1 (Scope)
shaped to lock positively into the grout. (API 610 Par 6.3.7).
For pumps having a driver rating of 750 kW (1,000 HP) or above, base
31-SAMMS-004,
D11 plates are constructed with full depth cross members under all machinery
Para. 6.3.7
feet.
Base plates is fully covered by a smooth deck plate. All horizontal 31-SAMMS-004,
D12
surfaces are coated with non-slip paint. Para. 6.3.9
Baseplate is provided with lifting lugs for at least a four-point to Lift 31-SAMMS-004,
D13
baseplate,complete with all equipment mounted (API-6.3.18) Para 1 (Scope)
Unless otherwise specified, vendor shall commercially sand-blast, per ISO
8501 Grade Sa2 or SSPC SP 6, all grout contact surfaces of the 31-SAMMS-004,
D14
baseplate, and coat those surfaces with a primer compatible with epoxy Para 1 (Scope)
grout. (API 610 Para. 6.3.17).
E Auxiliary Piping (See 01-SAMSS-017 for all Reqmts)
Material & joining methods (per Service) meet Attachment 2, Appendix 01-SAMMS-017,
E1
A, Table A-1 (Mat'l Selection & Joining Methods) Para. 1.2
The exterior of all carbon steel piping components is supplied with a
01-SAMMS-017,
E2 protective coating. Note: Threads and open ends prepared for field
Section 11
welding shall not be painted
A block valve, 3/4-inch NPS minimum, is installed in each instrument
take-off connection & located close as feasible to line, vessel, or 01-SAMMS-017,
E3
mechanical equipment. Exception:Thermocouples & thermometers are Para. 7.3.6
excluded from 3/4-inch NPS minimum reqmt.
Saudi Aramco: Company General Use
SAUDI ARAMCO ID/PID - 29-Dec-2016 - REV. 2016.08.00 (Standards Cutoff - August 31, 2016) Rev. 2016.08.00 31-Aug-16
SAIC NUMBER DATE APPROVED QR NUMBER
SAUDI ARAMCO INSPECTION CHECKLIST
Receiving Inspection of Centrifugal Pumps SAIC-G-2002 29-Dec-16 MECH-
PROJECT TITLE WBS / BI / JO NUMBER CONTRACTOR / SUBCONTRACTOR
ITEM
ACCEPTANCE CRITERIA REFERENCE PASS FAIL N/A RE-INSP DATE
No.
Connections are provided throughout the piping system to permit
complete removal of the mechanical seal flush piping. In addition, the
following is provided:
a) Valved connections, which can be fitted with pressure gauges, for
venting the seal chambers and seal piping at high points. Needle type
31-SAMMS-004,
E4 block valves are not acceptable;
Para. 7.5.2.1.1
b) Drain and/or vent piping is routed to the edge of baseplate & shall
terminate with flanged connections (without dead legs).
c) When seal leakage detection by means of pressure switches is
specified, the drain/vent piping is provided with a take-off line
from the drain/vent line to the pressure switch.
Vendor's piping terminates with flanged connections having a rating at
31-SAMMS-004,
E5 least equal to the MAWP of the pump casing but not less than ASME
Para. 6.5.1.5
Class 300 at ambient temperature
Casing connections other than suction & discharge nozzles are at least
(NPS 1/2 inch) for pumps with discharge nozzle openings (NPS 2 inch) &
smaller. Connections are at least (NPS 3/4 inch) for pumps with discharge 31-SAMMS-004,
E6
nozzle openings (NPS 3) & larger. Note: Para 1 (Scope)
Connection for seal flush piping & gauges may be (NPS 1/2) regardless of
pump size. (API 610 Para 5.4.1.2)
The minimum size of auxiliary piping and tubing for mechanical equipment
01-SAMSS-017,
E7 are 1/2-inch NPS with the exception of air compressor packages which
Para. 6.2
shall be 3/8-inch NPS.
All piping, tubing and valves are adequately supported and fastened in a
manner which facilitates replacement, and prevents vibration, and 01-SAMSS-017,
E8
damage due to incidental loads which may occur during operation or Para. 6.3
maintenance work.
Piping of 1-½ in NPS or smaller was provided with firm, welded gussets or
braces in two perpendicular planes at connections between machinery or 01-SAMSS-017,
E9
auxiliary equipment & first block (root) valve. See AB-036521 for valve Para. 6.4
bracing. See Attachment 2.
All piping systems are provided with vent valves at high points and drain
valves at low points. Horizontal runs in pressure piping are sloped
01-SAMSS-017,
E10 gradually towards drain points. Minimum slope of drain lines is 1:50.
Para. 6.7
Note: Gusset welding distortion (AB-036521) often results in drainage
piping sloped upwards (unacceptable).
Auxiliary piping are laid out to minimize interference with access to
01-SAMSS-017,
E11 components or appurtenances as required for routine operation and
Para. 6.5
maintenance.
Flanged or union connections (where permitted) are provided close to the
01-SAMSS-017,
E12 equipment and throughout the piping system to permit complete removal
Para. 6.6
of the piping, and removal or assembly of the equipment
Unions are not permitted in pressurized lines carrying flammable or toxic
01-SAMSS-017,
E13 fluids unless they are required for removal or assembly of the equipment
Para. 7.4.1
and cannot otherwise be substituted by flanges.
Unions are not installed in the pipe section between the pipe run and the
root valve. 01-SAMSS-017,
E14
Note: Use of any unions requires approval from the Chairman of Piping Para. 7.4.3
Standards Committee, Consulting Services Department.
01-SAMSS-017,
E15 Bolt holes of flanges are straddle the vertical and horizontal center lines.
Para. 8.1
Saudi Aramco: Company General Use
SAUDI ARAMCO ID/PID - 29-Dec-2016 - REV. 2016.08.00 (Standards Cutoff - August 31, 2016) Rev. 2016.08.00 31-Aug-16
SAIC NUMBER DATE APPROVED QR NUMBER
SAUDI ARAMCO INSPECTION CHECKLIST
Receiving Inspection of Centrifugal Pumps SAIC-G-2002 29-Dec-16 MECH-
PROJECT TITLE WBS / BI / JO NUMBER CONTRACTOR / SUBCONTRACTOR
ITEM
ACCEPTANCE CRITERIA REFERENCE PASS FAIL N/A RE-INSP DATE
No.
Pipe bends have surfaces free of cracks and buckles. Flattening of the
cross section of bends not exceeded 8%of the nominal pipe diameter. 01-SAMSS-017,
E16
Bending procedures and required heat treatment performed in accordance Para. 8.2
with ASME B31.3.
01-SAMSS-017,
E17 Miter fittings such as miter elbows or miter bends are prohibited.
Para. 6.9
01-SAMSS-017,
E18 Flanges mating to cast iron flanges are flat faced.
Para. 7.6.2
01-SAMSS-017,
E19 Threaded connections are conformed to ASME B1.20.1 Pipe Threads
Para. 7.7.3
01-SAMSS-017,
E20 For throttling service, globe or needle valves are used.
Para. 7.3.5
Instrument valves serving such protected areas as panels & gauge boards
01-SAMSS-017,
E21 may be 1/2-inch instrument type valves providing there is a block valve
Para. 7.3.7
upstream of the instrument valve in the sensing line.
For flammable or hazardous liquids, auxiliary connections to the pressure
casing, except seal gland, is socket-welded, butt-welded or integrally 31-SAMMS-004,
E22
flanged. Purchaser interface connections terminates in a flange. (API 610 Para 1 (Scope)
Para. 5.4.3.4).
Connections welded to casings meet or exceed mat'l reqmts for casings,
including impact values, rather than connected piping reqmts. All 31-SAMMS-004,
E23
connection welding is completed before casings are hydrostatically tested Para 1 (Scope)
(API 610 Para. 5.4.3.5).
REMARKS:
REFERENCE DOCUMENTS:
1. SAES-G-005 -- Centrifugal Pumps, (28 July 2009)
2. SAES-B-053 -- Machine Safety Guarding, Elevators, Escalators, and Conveyors, (7 October 2012)
3. 31-SAMSS-004 -- Centrifugal Pumps, (19 August 2014)
4. 01-SAMSS-017 -- Auxiliary Piping For Mechanical Equipment, (13 October 2010)
5. Schedule "Q" -- Project Quality Requirements (Latest Edition)
6. API 610 -- Centrifugal Pumps for Petroleum, Heavy Duty Chemicals, and Gas Industry Services, (September 2010, 11th Edition)
ATTACHMENTS:
ATTACHMENT 1 - SAES-G-005 PUMP REQUIREMENTS (Mechanical Seals Selection TABLES)
ATTACHMENT 2 - MISCELLANEOUS REQMTS (API 610 ANNEX E, INSPECTOR'S CHECKLIST, SASDs, AUXILLIARY PIPING, etc)
ATTACHMENT 3 - DAMAGE ASSESSMENT FOR FLANGE FACINGS (CRITERIA & TECHNIQUE)
Contractor / Third-Party Saudi Aramco
Construction Representative* PMT Representative
Work is Complete and Ready for Inspection: T&I Witnessed QC Record Reviewed Work Verified
Name, Initials and Date: Name, Initials and Date:
QC Inspector PID Representative
Performed Inspection Work / Rework May Proceed T&I Witnessed QC Record Reviewed Work Verified
Name, Initials and Date: Name, Initials and Date:
QC Supervisor Proponent and Others
Quality Record Approved: T&I Witnessed QC Record Reviewed Work Verified
Name, Organization,
Name, Sign and Date:
Initials and Date:
Saudi Aramco: Company General Use
SAUDI ARAMCO ID/PID - 29-Dec-2016 - REV. 2016.08.00 (Standards Cutoff - August 31, 2016) Rev. 2016.08.00 31-Aug-16
SAIC NUMBER DATE APPROVED QR NUMBER
SAUDI ARAMCO INSPECTION CHECKLIST
Receiving Inspection of Centrifugal Pumps SAIC-G-2002 29-Dec-16 MECH-
PROJECT TITLE WBS / BI / JO NUMBER CONTRACTOR / SUBCONTRACTOR
ITEM
ACCEPTANCE CRITERIA REFERENCE PASS FAIL N/A RE-INSP DATE
No.
*Person Responsible for Completion of Quality Work / Test Y = YES N = NO F = FAILED
Saudi Aramco: Company General Use
SAUDI ARAMCO ID/PID - 29-Dec-2016 - REV. 2016.08.00 (Standards Cutoff - August 31, 2016) Rev. 2016.08.00 31-Aug-16
SAIC NUMBER DATE APPROVED QR NUMBER
SAUDI ARAMCO INSPECTION CHECKLIST
Receiving Inspection of Centrifugal Pumps SAIC-G-2002 29-Dec-16 MECH-
ATTACHMENT 1 - SAES-G-005 PUMP REQUIREMENTS (CODE, SPECS, MATERIAL TABLES)
Saudi Aramco: Company General Use
Saudi Aramco: Company General Use
Saudi Aramco: Company General Use
Saudi Aramco: Company General Use
Saudi Aramco: Company General Use
Saudi Aramco: Company General Use
Saudi Aramco: Company General Use
Saudi Aramco: Company General Use
Saudi Aramco: Company General Use
Saudi Aramco: Company General Use
Appendix B – Typical Drawing of Bleed Bushing Design
Attachment to SAES-G-005, 21 July 2009
Saudi Aramco: Company General Use
Saudi Aramco: Company General Use
SAUDI ARAMCO ID/PID - 29-Dec-2016 - REV. 2016.08.00 (Standards Cutoff - August 31, 2016) Rev. 2016.08.00 31-Aug-16
SAIC NUMBER DATE APPROVED QR NUMBER
SAUDI ARAMCO INSPECTION CHECKLIST
Receiving Inspection of Centrifugal Pumps SAIC-G-2002 29-Dec-16 MECH-
ATTACHMENT 2 - MISC. REQMTS (API 610 ANNEX E, SASDs, AUXILLIARY PIPING, etc)
Saudi Aramco: Company General Use
Saudi Aramco: Company General Use
Saudi Aramco: Company General Use
Saudi Aramco: Company General Use
Saudi Aramco: Company General Use
Saudi Aramco: Company General Use
Saudi Aramco: Company General Use
Saudi Aramco: Company General Use
Saudi Aramco: Company General Use
SAUDI ARAMCO ID/PID - 29-Dec-2016 - REV. 2016.08.00 (Standards Cutoff - August 31, 2016) Rev. 2016.08.00 31-Aug-16
SAIC NUMBER DATE APPROVED QR NUMBER
SAUDI ARAMCO INSPECTION CHECKLIST
Receiving Inspection of Centrifugal Pumps SAIC-G-2002 29-Dec-16 MECH-
ATTACHMENT 3 - DAMAGE ASSESSMENT FOR FLANGE FACINGS (CRITERIA & TECHNIQUE)
ASME B16.5 (Table 3) & B16.47 (Table 16) for Raised Face (RF) FLANGES
TABLE 16 APPLIES TO ASME B16.47 (SA allows
limited use of ASME B16.47 Flgs, or Class 75)
USE METRIC CONVERSION BELOW
Metric Conversions: .06 = 1.5mm, .12 = 3mm, .18 = 4.5mm, .25 = 6mm, .28 = 7mm, .31 = 8mm, .38 = 10mm,
.50 = 12mm, .56 = 14mm, .62 = 16mm
ASME B16.5 & B16.47 (RFWN FLANGES): Flange Facing Finish Imperfections (5-STEP Evaluation Criteria).
1. Imperfections* in the flange facing finish shall not exceed the dimensions shown in Table 3 (B16.5) & Table 16 (B16.47).
2. Adjacent imperfections are separated by a distance of at least four times maximum radial projection*.
3. *A radial projection shall be measured by the difference between an outer radius & an inner radius encompassing the
imperfection where the radii are struck from the centerline of the bore.
4. Imperfections less than half the depth* of the serrations shall not be considered cause for rejection. Note: Serration Depth
varies from 125-250 microns (.003-.006 inches). This is easily measured with a sharp point pit gauge or Press-O-Film Tape (if disputed).
5. Protrusions above the serrations are not permitted. (Repair or replacement is required) ... Regardless of Location!
* Scratches, nicks, gouges, burrs, cuts, & other mechanical damage to serration finish in gasket sealing areas are carefully evaluated to all
criteria listed above. Also, use the 4-step Inspection Technique listed below shall be used to identify the "Sealing area".
ASME B16.5 & B16.47 (RFWN FLG): Determine Location of Sealing Area (4-Step Technique).
NOTE: Imperfections exceeding tables above may be rejected regardless of location (SA Inspector judgement call)
NOTE: Inspectors can accept certain types of damage "IF" located outside of sealing area & protrusion = zero.
1. Center the gasket on the flange & match the gasket inside & outside diameters onto the flange sealing surface.
2. Compensate for Gasket movement within bolt holes (.125" or 3.2 mm). See illustration. Sealing areas can vary 3.2 mm.
EVALUATION: Any Protrusions (whether inside the sealing area or not) are unacceptable. Other damages (listed above)
that exceed the Table 3 Criteria are relevant & rejectable if the damage falls within "SEALING AREA + 3.2 mm".
4. Report flange damage to SA (NCR is not required for isolated damage. Issue NCR for damages due to gross mishandling
TYPICAL SPIRAL WOUND GASKET & RF FLANGE (TOP VIEW OR CROSS SECTION) ... NOTE THAT SEALING CAN VARY BY 3.2mm
1. Find gasket inside diameter.
2. Find gasket outside diameter.
Note that "gaskets" can shift/move
up to 3.2 mm (flange bolt/bolthole
tolerances). Gasket centering ring
OD also has a tolerance. These
tolerances allow installation.
MAKE THE RIGHT CALL!
Saudi Aramco: Company General Use
FIELD REPAIRS ARE PROHIBITED. ONLY APPROVED COMPANIES/MACHINISTS REPAIR FLANGE FACINGS
ATTACHMENT 2 - DAMAGE ASSESSMENT FOR FLANGE FACINGS (CRITERIA & TECHNIQUE)
ASME B16.5 & B16.47 TABLES DO NOT APPLY FOR RING JOINT (RJ) FLANGES.
Note 1: The Illustration below is an Octagonal Ring Groove. Six sides "seal" &
two sides are exposed. Note 2: The two exposed sides (octagonal ring gasket)
may be color coded, but not the 6 sealing sides.
FIELD REPAIRS ARE PROHIBITED. ONLY APPROVED COMPANIES & MACHINISTS REPAIR RJ GROOVES.
ASSESS ASME B16.5 RING JOINT (RJ) FLANGE SEALING SURFACE DAMAGE
ASME B16.5 & B16.47 Ring Joint Groove Imperfections (Evaluation & Acceptance Criteria)
1. Side wall surface finish of ring joint gasket groove shall not exceed 63 microns (essentially machined smooth, .06 mm).
Note: This can be quickly & easily determined with Press-O-Film tape (used in Coating) if disputed. Almost always, excess coating or rust
due to inadequate cleaning (not using power brushing tools) or mechanical damage is cause of rejection.
2. Mechanical damage & groove surface deformation/protrusion is not permitted. (Remachine repair or replace flg)
Note: Scratches, nicks, gouges, burrs, cuts, & other mechanical damage to ring joint groove finish are evaluated per Criteria # 1.
Note: Most commonly, damage occurs to the exposed corner & facing (located as defined by the "F" dimension above).
Note: API Flanges specify a 45 degree "1.5 mm break" on the corners ... ASME B16.5 & B16.47 do not specify such a "break"
3. Lubricant is kept from sealing surfaces and properly limited to application on bolting.
4. Soft Iron octagonal ring gaskets installed shall have color coding paint applied to two outside visible sides only.
5. Rust is not allowed on assembled flanged surfaces. Corrosive pitting is rejected before installation. See 02-SAMSS-011 reqmts.
02-SAMSS-011 (Section 10) Flange Corrosion Protection Requirements (Flange Serviceability Issues)
1. Finish-machined and tested flanges shall be coated overall with a protective finish that does not hide markings.
2. Coatings shall be capable of protecting against corrosion in a marine environment for 12 months.
3. An additional separate strippable coating may be applied over the welding ends and sealing surfaces. The strippable coating need not be
weldable but shall be capable of easy removal without special tools or solvents, and shall not leave residue that will interfere with welding
or gasket seating. Examples: filled highbuild vinyl or urethane or PVC. DEMONSTRATE an effective Pre-Cleaning (Stripping) Method.
4. The Manufacturer may apply tape to the welding ends and sealing surfaces then seal the tape with a protective coating. Tape shall be
easily removed and leave no residue that interferes with gasket seating. Verify tape is removed and no residue build-ups remain.
Saudi Aramco: Company General Use
5. All flanges shall be protected from mechanical damage. Sealing faces shall be protected with suitable wood or plastic or metal covers.
Flanges shall be packaged in steel-banded wooden crates or secured to skids. Verify damages against reqmts (NCR, root cause).
Gasket acceptance criteria is per ASME B16.20 – Available on SA Checklist
Saudi Aramco: Company General Use
You might also like
- Foam InductorDocument6 pagesFoam InductorDipanjan Chakrabarti100% (1)
- SC Screw Conveyor Torque PDFDocument3 pagesSC Screw Conveyor Torque PDFQuality Tech AccessoriesNo ratings yet
- Safety Alert Space HeatersDocument2 pagesSafety Alert Space HeatersRamadan KareemNo ratings yet
- ISO Tanks Offering Indial ShippingDocument26 pagesISO Tanks Offering Indial ShippingTalha SaitNo ratings yet
- Frontier School Division Job Safety Analysis for Milling Machine OperationsDocument5 pagesFrontier School Division Job Safety Analysis for Milling Machine OperationsAshok SureshNo ratings yet
- Shackles - CrosbyDocument9 pagesShackles - CrosbyjsprtanNo ratings yet
- RA For Assessment For Lifting OperationsDocument19 pagesRA For Assessment For Lifting OperationsMohamedSaidNo ratings yet
- Hempaflor Decorate 600Document2 pagesHempaflor Decorate 600Riian Apriansyah100% (1)
- Handling Tools PartsDocument87 pagesHandling Tools PartsMikeNo ratings yet
- Devlon V- API Physical Properties and Test DataDocument1 pageDevlon V- API Physical Properties and Test DataCarlosIkedaNo ratings yet
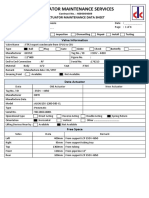
- Actuator Maintenance ServicesDocument7 pagesActuator Maintenance ServicesKevin MuhalingNo ratings yet
- Chain Block & Puller Inspection ChecklistDocument1 pageChain Block & Puller Inspection Checklistibrahim100% (1)
- Test Plan WorkshopDocument24 pagesTest Plan WorkshopĐại NamNo ratings yet
- MS For DIVERTER DAMPER INSTALLATIONDocument12 pagesMS For DIVERTER DAMPER INSTALLATIONJuantoro Puspo WiryolukitoNo ratings yet
- Equipment Register - Pat Testing Original CertificateDocument3 pagesEquipment Register - Pat Testing Original CertificateSayed AbbasNo ratings yet
- G-2130 / S-2130 Bolt Type Anchor ShacklesDocument1 pageG-2130 / S-2130 Bolt Type Anchor Shacklesramy abazaNo ratings yet
- Wca-27 - Heien Larssen - Fire Alarm and Extinguisher SystemDocument97 pagesWca-27 - Heien Larssen - Fire Alarm and Extinguisher SystemANo ratings yet
- Mobile Crane Set Up Ckeck List: PROJECT TITLE: OG119-Design & Construction of KIZAD Gas Network DateDocument3 pagesMobile Crane Set Up Ckeck List: PROJECT TITLE: OG119-Design & Construction of KIZAD Gas Network DateImran KhanNo ratings yet
- D&WO Lifting Equipment MatrixDocument2 pagesD&WO Lifting Equipment MatrixMohammed Nabil AVNo ratings yet
- D27/D36 Marine Diesel Engines Technical SpecificationsDocument4 pagesD27/D36 Marine Diesel Engines Technical SpecificationsMermaid TanajibNo ratings yet
- Seal & Seat Matrix-Floating-LatestDocument5 pagesSeal & Seat Matrix-Floating-LatestdennykvgNo ratings yet
- Is 11006 2011 PDFDocument16 pagesIs 11006 2011 PDFAnantha NarayananNo ratings yet
- Project: Engineering, Procurement & Construction For Upgrade Uthmaniyah-Abqaiq Pipelines Systems Bi# 10-01196 CONTRACT# 6600049184Document14 pagesProject: Engineering, Procurement & Construction For Upgrade Uthmaniyah-Abqaiq Pipelines Systems Bi# 10-01196 CONTRACT# 6600049184Mohamed Wasim ShaikhNo ratings yet
- 300 Copy Gas Cutting Daily Check ListDocument3 pages300 Copy Gas Cutting Daily Check ListDeepu ChandranNo ratings yet
- DEN-CON TOOL ELEVATOR MAINTENANCE INSPECTION DATADocument2 pagesDEN-CON TOOL ELEVATOR MAINTENANCE INSPECTION DATAHector BarriosNo ratings yet
- Chapter 5 - Conclusion & RecommendationDocument4 pagesChapter 5 - Conclusion & RecommendationMohamad Shukri0% (1)
- Risk Assessment Worksheet: Page 1 of 2 P3-S01-F3Document2 pagesRisk Assessment Worksheet: Page 1 of 2 P3-S01-F3dede fitrianoNo ratings yet
- Butterfly ValveDocument4 pagesButterfly ValveghjtyuNo ratings yet
- Standard Operating Procedure For HSDDocument3 pagesStandard Operating Procedure For HSDisjglfdskNo ratings yet
- DBBVDocument29 pagesDBBVsanchay2503No ratings yet
- CNPC/BGP 8611 HSE Audit Checklists TitleDocument67 pagesCNPC/BGP 8611 HSE Audit Checklists TitleDale Wearpack100% (1)
- FR 002 Pressure Testing Inspection ChecklistDocument6 pagesFR 002 Pressure Testing Inspection Checklistum er100% (1)
- CHECKLIST FOR LIFTING PLANDocument1 pageCHECKLIST FOR LIFTING PLANAndrianoNo ratings yet
- Bourdon Tube Pressure GaugeDocument3 pagesBourdon Tube Pressure GaugeRajanikantJadhavNo ratings yet
- Vaultex CatelogDocument218 pagesVaultex Catelogprabu prasad0% (1)
- Lower the Mast SOPDocument2 pagesLower the Mast SOPakv9005No ratings yet
- Double U BOP: TC1001 © 2002 Cooper Cameron, Cameron DivisionDocument4 pagesDouble U BOP: TC1001 © 2002 Cooper Cameron, Cameron DivisiontamoorwazireNo ratings yet
- Steelstrong: Always Strong in Valve WorldDocument32 pagesSteelstrong: Always Strong in Valve WorldBharat Bhushan SharmaNo ratings yet
- KSB Etanorm LDocument40 pagesKSB Etanorm LhaseitoNo ratings yet
- Inspection: AIR Winch Ingersoll RandDocument19 pagesInspection: AIR Winch Ingersoll RandAbdou BoucheritNo ratings yet
- ABS Fire and Safety Features For MODU - Part5Document40 pagesABS Fire and Safety Features For MODU - Part5Eyoma Etim100% (1)
- API RP 8B Hoisting EquipmentDocument8 pagesAPI RP 8B Hoisting EquipmentANSARAKUNo ratings yet
- PH C L C 4 - RIG MATRIX TRAININGDocument2 pagesPH C L C 4 - RIG MATRIX TRAININGThem Bui XuanNo ratings yet
- Conveyor Acceptance Test Data SheetDocument3 pagesConveyor Acceptance Test Data SheetArdian20No ratings yet
- Valvulas de SeguridadDocument4 pagesValvulas de Seguridadleonardo_cortes_90No ratings yet
- Tecnoplast SRL - Product ListDocument44 pagesTecnoplast SRL - Product Listbarino1966No ratings yet
- Shenkai BOP PARTS MANUAL PDFDocument4 pagesShenkai BOP PARTS MANUAL PDFOrlando PWRNo ratings yet
- Coiled Tubing UnitDocument2 pagesCoiled Tubing UnitHao XuNo ratings yet
- EN 15151-1 enDocument1 pageEN 15151-1 enMulyana Ibex100% (1)
- Saudi Aramco Test Report: Pressure Test Report (Valve Inspection & Field Testing) 29-Jun-17Document8 pagesSaudi Aramco Test Report: Pressure Test Report (Valve Inspection & Field Testing) 29-Jun-17ziaNo ratings yet
- Geronimo Emergency Escape Line ManualDocument25 pagesGeronimo Emergency Escape Line Manualraulmh20110% (1)
- B+V Manual - CLS 100-150 - 621100-Y-BC-D Rev 005Document30 pagesB+V Manual - CLS 100-150 - 621100-Y-BC-D Rev 005Leonardo Rachen RodriguezNo ratings yet
- Why Is "Cold Cutting" Superior To Plasma Cutting?Document9 pagesWhy Is "Cold Cutting" Superior To Plasma Cutting?ahmedNo ratings yet
- H2S Safety Handbook SummaryDocument7 pagesH2S Safety Handbook Summarydurga273No ratings yet
- JSA Clean Up TankDocument1 pageJSA Clean Up TankMaudiAyundaAyundaNo ratings yet
- Saic G 2002Document32 pagesSaic G 2002jerinNo ratings yet
- Saudi Aramco Inspection Checklist: Receiving Inspection of Positive Displacement Pumps SAIC-G-2009 29-Dec-16 MechDocument18 pagesSaudi Aramco Inspection Checklist: Receiving Inspection of Positive Displacement Pumps SAIC-G-2009 29-Dec-16 MechAbdul HafeezNo ratings yet
- Saudi Aramco Inspection Checklist: Receiving Inspection of Positive Displacement Pumps SAIC-G-2009 30-Apr-17 MechDocument18 pagesSaudi Aramco Inspection Checklist: Receiving Inspection of Positive Displacement Pumps SAIC-G-2009 30-Apr-17 Mechkarthi51289No ratings yet
- Saudi Aramco Inspection Checklist: Receiving Inspection of Relief Valves SAIC-J-2006 24-Jul-18 MechDocument5 pagesSaudi Aramco Inspection Checklist: Receiving Inspection of Relief Valves SAIC-J-2006 24-Jul-18 Mechnisha_khanNo ratings yet
- Saic L 2008 PDFDocument4 pagesSaic L 2008 PDFHesham HelalNo ratings yet
- Saudi Aramco Inspection ChecklistDocument5 pagesSaudi Aramco Inspection ChecklistAbdul Hafeez SoomroNo ratings yet
- Saudi Aramco Inspection Checklist: Handling, Storage & Preserv. Insp of Centrifugal Pumps SAIC-G-2003 29-Dec-16 MechDocument19 pagesSaudi Aramco Inspection Checklist: Handling, Storage & Preserv. Insp of Centrifugal Pumps SAIC-G-2003 29-Dec-16 MechAbdul Hafeez SoomroNo ratings yet
- Saudi Aramco Inspection ChecklistDocument1 pageSaudi Aramco Inspection ChecklistAbdul Hafeez SoomroNo ratings yet
- Saudi Aramco Inspection ChecklistDocument1 pageSaudi Aramco Inspection ChecklistAbdul Hafeez SoomroNo ratings yet
- Saudi Aramco Inspection ChecklistDocument1 pageSaudi Aramco Inspection ChecklistAbdul Hafeez SoomroNo ratings yet