You might also like
- Unit 3-1Document153 pagesUnit 3-1Muket AgmasNo ratings yet
- Chap 3MHDocument43 pagesChap 3MHAnonymous HzaFK17Kb100% (1)
- Hid - Chapter 2Document59 pagesHid - Chapter 2samuel mechNo ratings yet
- Hoisting EquipmentDocument56 pagesHoisting EquipmentbroNo ratings yet
- Chap 3Document56 pagesChap 3Nebiyou KorraNo ratings yet
- CH 2Document76 pagesCH 2Firhiwot ZerihunNo ratings yet
- Drill 101Document19 pagesDrill 101Akashdeep HazarikaNo ratings yet
- Materials Handling Equipment Flexible Hoisting AppliancesDocument36 pagesMaterials Handling Equipment Flexible Hoisting AppliancesabubekerNo ratings yet
- Conveyor DesignDocument73 pagesConveyor DesignAl Hisadin95% (22)
- DPT1-01-Rig Sizing and Selection (New)Document65 pagesDPT1-01-Rig Sizing and Selection (New)Brahim LetaiefNo ratings yet
- 2.1. Theory of Hoisting Equipment Classification Is Based On Various Characteristics Such As Movement and PurposeDocument54 pages2.1. Theory of Hoisting Equipment Classification Is Based On Various Characteristics Such As Movement and Purposeahmed jemalNo ratings yet
- Chapter 7Document44 pagesChapter 7Nebiyou KorraNo ratings yet
- Part 4 Hoisting SystemDocument35 pagesPart 4 Hoisting SystemJood SultanNo ratings yet
- Chapter 3 1 ConveyorsDocument49 pagesChapter 3 1 ConveyorsMatthew MhlongoNo ratings yet
- Design of Hoisting Mechanism For Crane R1Document45 pagesDesign of Hoisting Mechanism For Crane R1Bhalchandra Desai100% (2)
- For Stringing TrainingDocument84 pagesFor Stringing Trainingcoolbugger97% (68)
- WIRE-ROPES: SEO-Optimized Title for Wire-Rope DocumentDocument14 pagesWIRE-ROPES: SEO-Optimized Title for Wire-Rope DocumentHeetNo ratings yet
- Lecture 4 - Mine Transportation PDFDocument48 pagesLecture 4 - Mine Transportation PDFMuhammad Ramzan100% (2)
- Introduction To Coiled Tubing Equipment and ApplicationDocument43 pagesIntroduction To Coiled Tubing Equipment and ApplicationAhmed ElkashifNo ratings yet
- Mine Power PDFDocument10 pagesMine Power PDFzahidNo ratings yet
- 5.31 Rig Sizing & SelectionDocument65 pages5.31 Rig Sizing & SelectionSamuel OkezieNo ratings yet
- ShaftsDocument33 pagesShafts20BME011 HARSHIT GUPTANo ratings yet
- Pile Hammer PDFDocument2 pagesPile Hammer PDFMohd Azual JaafarNo ratings yet
- Pile Hammer Weight PDFDocument2 pagesPile Hammer Weight PDFMohd Azual JaafarNo ratings yet
- Intenship Report Sumit Nagar PDFDocument14 pagesIntenship Report Sumit Nagar PDFSumit NagarNo ratings yet
- Applications of Belt Drive and Selection MethodDocument10 pagesApplications of Belt Drive and Selection MethodRushikesh KhadilkarNo ratings yet
- Chain Drive PDFDocument28 pagesChain Drive PDFAnikesh ManeNo ratings yet
- Chapter 2 Hoisting EquipmentDocument52 pagesChapter 2 Hoisting EquipmentGeleta BekeleNo ratings yet
- Essential rigging procedures and safety guideDocument30 pagesEssential rigging procedures and safety guideFarhanNo ratings yet
- Belt PDFDocument58 pagesBelt PDFsharifahNo ratings yet
- Lecture2 Hoisting SystemDocument26 pagesLecture2 Hoisting SystemART BAJALAN100% (3)
- EOT CraneDocument36 pagesEOT CraneKUNAL SHUKLANo ratings yet
- PET 314 SlidesDocument126 pagesPET 314 SlidesBryan Israel100% (2)
- CAPT CouplingsDocument33 pagesCAPT Couplingshermes alberto consuegra gonzalezNo ratings yet
- Rigging Safety Essentials (OSHA 1926.251Document67 pagesRigging Safety Essentials (OSHA 1926.251John Vem Bansag100% (2)
- Session 9 - HoistingDocument92 pagesSession 9 - HoistingGonzalo GarciaNo ratings yet
- Mechanics of Machines Belt Drive SystemDocument58 pagesMechanics of Machines Belt Drive SystemWilson Lim100% (1)
- ConveyorsDocument48 pagesConveyorsAd Man GeTigNo ratings yet
- Bearing SelectionDocument22 pagesBearing SelectionAbhishek ShindeNo ratings yet
- Railway Engineering 3Document31 pagesRailway Engineering 3Sheikh UbaidNo ratings yet
- 5 Rolling ProcessDocument48 pages5 Rolling ProcessPratik GhoshNo ratings yet
- Well Engineering, Rig EquipmentDocument38 pagesWell Engineering, Rig EquipmentJishnu Sudhir100% (1)
- DPT1 - 01 - Rig Sizing and SelectionDocument65 pagesDPT1 - 01 - Rig Sizing and SelectionBrahim Letaief100% (5)
- Chain Drives New2Document49 pagesChain Drives New2Adam Zulkiflee100% (1)
- Chain Bristol UniversityDocument22 pagesChain Bristol UniversityasrmltNo ratings yet
- Kathmandu University School of Engineering Department of Mechanical EngineeringDocument27 pagesKathmandu University School of Engineering Department of Mechanical EngineeringBikram GCNo ratings yet
- BELT CONVEYOR DESIGNDocument31 pagesBELT CONVEYOR DESIGNmollmul2829No ratings yet
- Design of Helical SpringsDocument60 pagesDesign of Helical SpringsKelvin Kindice MapurisaNo ratings yet
- 10 Coiled Tubing InterventionJMPRedactedDocument156 pages10 Coiled Tubing InterventionJMPRedactedOuld CheikhNo ratings yet
- A Notes On Coupling: Basic Function of CouplingDocument12 pagesA Notes On Coupling: Basic Function of Couplingnavin srivastavaNo ratings yet
- Chain Conveyors and Bucket Elevators: An OverviewDocument37 pagesChain Conveyors and Bucket Elevators: An OverviewNebiyou KorraNo ratings yet
- Bearings Types, Design and SelectionDocument40 pagesBearings Types, Design and SelectionHariom KumarNo ratings yet
- Roving FrameDocument99 pagesRoving Frameirfanfakhar2No ratings yet
- IPE 309 Lecture 7 and 8Document40 pagesIPE 309 Lecture 7 and 8Mamunur Rashid MashukNo ratings yet
- COMEUP AC Winch Mini CatalogDocument8 pagesCOMEUP AC Winch Mini CatalogMcmaster HadyaiNo ratings yet
- Chains, Ropes and their Drivers SelectionDocument26 pagesChains, Ropes and their Drivers Selectionmollmul2829100% (1)
- FlywheelDocument24 pagesFlywheelDivye SethiNo ratings yet
- Everything You Need to Know About ShaftsDocument23 pagesEverything You Need to Know About ShaftsRinardi SoetjiptoNo ratings yet
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- Turning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.From EverandTurning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.No ratings yet
- AssignmentDocument2 pagesAssignmentHoheyat BerhanuNo ratings yet
- An Introduction To Material Handling Equipment SelectionDocument39 pagesAn Introduction To Material Handling Equipment Selectioncancer24No ratings yet
- CH 1Document69 pagesCH 1Hoheyat BerhanuNo ratings yet
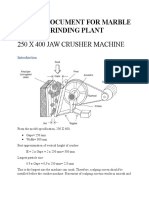
- Design Document For Marble Grinding Plant: 250 X 400 Jaw Crusher MachineDocument3 pagesDesign Document For Marble Grinding Plant: 250 X 400 Jaw Crusher MachineHoheyat BerhanuNo ratings yet
- Potential of Coffee Parchment For Its Utilization As Biomass Fuel in Cement IndustryDocument28 pagesPotential of Coffee Parchment For Its Utilization As Biomass Fuel in Cement IndustryHoheyat BerhanuNo ratings yet
- Biomass Energy For Cement Production Opportunities Barriers PDFDocument77 pagesBiomass Energy For Cement Production Opportunities Barriers PDFHoheyat BerhanuNo ratings yet
- Cylindrical Cam Design PDFDocument81 pagesCylindrical Cam Design PDFMustafa ŞENNo ratings yet
- Reviews in History - AI Narratives A History of Imaginative Thinking About Intelligent Machines - 2020-12-11Document4 pagesReviews in History - AI Narratives A History of Imaginative Thinking About Intelligent Machines - 2020-12-11ZNo ratings yet
- WEMPEC 30th BKLTDocument42 pagesWEMPEC 30th BKLTzapzahtNo ratings yet
- Design and Controlling of Retrofitted 4 Axes Milling Machine For Industrial ApplicationsDocument6 pagesDesign and Controlling of Retrofitted 4 Axes Milling Machine For Industrial ApplicationsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- TM242TRE.00-ENG - Sequential Functions Chart (SFC) - V3090 PDFDocument34 pagesTM242TRE.00-ENG - Sequential Functions Chart (SFC) - V3090 PDFKaueKoschitzRoratto100% (1)
- Theory of MachinesDocument83 pagesTheory of MachinesVijay AnandNo ratings yet
- Gamma TecDocument4 pagesGamma TecmtonellyNo ratings yet
- Smcs Codes: Adds / Changes / DeletesDocument103 pagesSmcs Codes: Adds / Changes / DeletesvpurillaNo ratings yet
- Maintenance DCM SLITTING MACHINEDocument4 pagesMaintenance DCM SLITTING MACHINEDeniMestiWidianto100% (1)
- Manuel de Landa - War in The Age of Intelligent MachinesDocument234 pagesManuel de Landa - War in The Age of Intelligent MachinesFil Nabro100% (3)
- Guidance On Safety Requirements For Hot Forging: April 2018Document25 pagesGuidance On Safety Requirements For Hot Forging: April 2018HarryNo ratings yet
- Brochure Dyneo® Motors & DrivesDocument60 pagesBrochure Dyneo® Motors & DrivesGio HBNo ratings yet
- Irb 6700 PDFDocument170 pagesIrb 6700 PDFArvydas GaurilkaNo ratings yet
- Wagon Repair ShopDocument21 pagesWagon Repair ShopAnand Shekhar100% (1)
- TOX FinePress 45 201201 enDocument16 pagesTOX FinePress 45 201201 enSirbu SorinNo ratings yet
- APC 200 - CalibrationDocument9 pagesAPC 200 - CalibrationDarwin Yarleque FloresNo ratings yet
- Machine Maintenance Manual 250R1 350R2 350R4Document3 pagesMachine Maintenance Manual 250R1 350R2 350R4Francisco Aldaz Garcia50% (2)
- FESTO MPS500 Manual Vision A004Document53 pagesFESTO MPS500 Manual Vision A004Oscar X. CámaraNo ratings yet
- Sheet Metal Working Center: General CatalogueDocument15 pagesSheet Metal Working Center: General CatalogueVasudev BhanajiNo ratings yet
- Sankyo Cams Atc, Apc, B Axis, C Axis C - Sandex - EngDocument8 pagesSankyo Cams Atc, Apc, B Axis, C Axis C - Sandex - EngCRISENTENANo ratings yet
- Handling An Maintenance of Construction Machineries, Equipments and InstrumentsDocument13 pagesHandling An Maintenance of Construction Machineries, Equipments and InstrumentsVelmurugan BalasubramanianNo ratings yet
- Pet Engineering College Department of Mechanical EngineeringDocument3 pagesPet Engineering College Department of Mechanical EngineeringAHAMED SULBIHAR MNo ratings yet
- HEWITT, Dual 2e13 FeederDocument64 pagesHEWITT, Dual 2e13 FeederCarlos anderson Sossa ChaverraNo ratings yet
- Emtp RVDocument57 pagesEmtp RVSameer1137No ratings yet
- Mechatronics: Pushparaj Mani PathakDocument36 pagesMechatronics: Pushparaj Mani Pathakalagar krishna kumarNo ratings yet
- PC 150 PDFDocument266 pagesPC 150 PDFjohnNo ratings yet
- E 10 127 1 10 15Document8 pagesE 10 127 1 10 15n_lohrmannNo ratings yet
- Sensonics - Intelligent Machinery ProtectionDocument5 pagesSensonics - Intelligent Machinery ProtectionMuhammad Rizki SetiawanNo ratings yet
- RINGFEDER Locking-Assemblies Catalogue enDocument78 pagesRINGFEDER Locking-Assemblies Catalogue enDani GhNo ratings yet
- Cocoa Pod Splitter: Assessment of Prototype and Commercial EquipmentDocument27 pagesCocoa Pod Splitter: Assessment of Prototype and Commercial EquipmentHồ Ánh QuyênNo ratings yet