You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Aftertreatment Outlet NOx Sensor Internal Water ShieldDocument7 pagesAftertreatment Outlet NOx Sensor Internal Water ShieldSean DuncanNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Examguru Science CBSE Class 10 Term 2 Question BankDocument209 pagesExamguru Science CBSE Class 10 Term 2 Question BankApoorv Garewal100% (1)
- 17-7 PHDocument48 pages17-7 PHsunsirNo ratings yet
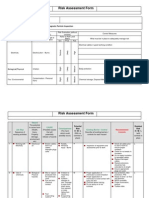
- T-R-A - Mpi, Jsa MpiDocument4 pagesT-R-A - Mpi, Jsa MpiSanjeev Nair80% (5)
- Question and Answer On Electrochemistry PDFDocument2 pagesQuestion and Answer On Electrochemistry PDFzameer juwale86% (29)
- UHPCDocument208 pagesUHPCtimtoihochoi1100% (1)
- Effects of Heat Treatment On Oil Palm Shell Coarse Aggregates For High Strength Lightweight ConcreteDocument6 pagesEffects of Heat Treatment On Oil Palm Shell Coarse Aggregates For High Strength Lightweight Concretetimtoihochoi1No ratings yet
- Characterization and Simulation of Microstructure and Properties of EPS Lightweight ConcreteDocument8 pagesCharacterization and Simulation of Microstructure and Properties of EPS Lightweight Concretetimtoihochoi1No ratings yet
- Characteristics of Lightweight Concrete Containing Mineral AdmixturesDocument5 pagesCharacteristics of Lightweight Concrete Containing Mineral Admixturestimtoihochoi1No ratings yet
- Cork Agglomerates As An Ideal Core Material in Lightweight StructuresDocument8 pagesCork Agglomerates As An Ideal Core Material in Lightweight Structurestimtoihochoi1No ratings yet
- Development and Testing of Polystyrene Mortars Using Waste EPS Solution-Based BindersDocument7 pagesDevelopment and Testing of Polystyrene Mortars Using Waste EPS Solution-Based Binderstimtoihochoi1No ratings yet
- Analytical and Experimental Investigation For Bond Behaviour of Newly Developed Polystyrene Foam Particles' Lightweight ConcreteDocument11 pagesAnalytical and Experimental Investigation For Bond Behaviour of Newly Developed Polystyrene Foam Particles' Lightweight Concretetimtoihochoi1No ratings yet
- Composite and Non-Composite Behaviors of Foam-Insulated Concrete Sandwich PanelsDocument9 pagesComposite and Non-Composite Behaviors of Foam-Insulated Concrete Sandwich Panelstimtoihochoi1No ratings yet
- 10.1186/s40069 018 0255 6Document8 pages10.1186/s40069 018 0255 6jasimabdNo ratings yet
- An Investigation On The Fresh Properties of Self-Compacted Lightweight Concrete Containing Expanded PolystyreneDocument11 pagesAn Investigation On The Fresh Properties of Self-Compacted Lightweight Concrete Containing Expanded Polystyrenetimtoihochoi1No ratings yet
- Air Void Characterisation of Foam ConcreteDocument10 pagesAir Void Characterisation of Foam Concretetimtoihochoi1No ratings yet
- A Novel Material For Lightweight Concrete ProductionDocument7 pagesA Novel Material For Lightweight Concrete ProductionJuan Jose CarvajalNo ratings yet
- Una Clasificacion de Estudio de Concreto Espumado PDFDocument9 pagesUna Clasificacion de Estudio de Concreto Espumado PDFNilson Trochez SanchezNo ratings yet
- AggregateDocument16 pagesAggregateZakir AliNo ratings yet
- (Raissa P. Douglas) Properties of Self-Consolidati PDFDocument84 pages(Raissa P. Douglas) Properties of Self-Consolidati PDFMohamedRaahimNo ratings yet
- (Raissa P. Douglas) Properties of Self-Consolidati PDFDocument84 pages(Raissa P. Douglas) Properties of Self-Consolidati PDFMohamedRaahimNo ratings yet
- Presentation - 1-Biocides at A GlanceDocument16 pagesPresentation - 1-Biocides at A GlancetaofikNo ratings yet
- Geology of North Machakos - Thika AreaDocument48 pagesGeology of North Machakos - Thika AreaBernard Kipng'enoNo ratings yet
- Practical 03 06 J.A.N.Gimhani BST17025Document14 pagesPractical 03 06 J.A.N.Gimhani BST17025Dulanjali PereraNo ratings yet
- Race-18 - Concentration TermsDocument2 pagesRace-18 - Concentration TermsItish maanNo ratings yet
- Biology Laboratory Report - Plasma MembraneDocument15 pagesBiology Laboratory Report - Plasma MembraneNor HusnaNo ratings yet
- Safety Data Sheet: Pool Magic Rapid FlocDocument6 pagesSafety Data Sheet: Pool Magic Rapid FlocWidy macNo ratings yet
- Activated Carbon Filters Seitz AKS BRO enDocument12 pagesActivated Carbon Filters Seitz AKS BRO enVarNo ratings yet
- Dsmts-0074.6 Cocrniwc AlloyDocument6 pagesDsmts-0074.6 Cocrniwc Alloybalajirg15No ratings yet
- PowerpointDocument20 pagesPowerpointJoel MathewNo ratings yet
- Module 1 Conmatls Chapter 2Document8 pagesModule 1 Conmatls Chapter 2CARL JAMESNo ratings yet
- FINISHESDocument80 pagesFINISHESJazella RasonabeNo ratings yet
- Material Safety Data Sheet: PavementDocument3 pagesMaterial Safety Data Sheet: PavementAnonymous Wj1DqbENo ratings yet
- MX Org Input List 9.3.20Document240 pagesMX Org Input List 9.3.20Efren HuertaNo ratings yet
- Haloalkane & Haloarene SolutionsDocument30 pagesHaloalkane & Haloarene SolutionsSayak BhattacharyaNo ratings yet
- Chem PP1 MSDocument9 pagesChem PP1 MSianmutwiriNo ratings yet
- Gen - Bio 1 Final ExaminationDocument3 pagesGen - Bio 1 Final ExaminationGrace LimatoNo ratings yet
- Preliminary Reviewer: Analytical ChemistryDocument5 pagesPreliminary Reviewer: Analytical ChemistrySynne FournierNo ratings yet
- Experiment-10 Fire Extinguishers: S&HM Lab ManualDocument7 pagesExperiment-10 Fire Extinguishers: S&HM Lab ManualYash RanaNo ratings yet
- Hsslive XII PTM Kaithang ChemistryDocument35 pagesHsslive XII PTM Kaithang ChemistryMelwin JosephNo ratings yet
- Fluid Catalytic Cracking - WikipediaDocument53 pagesFluid Catalytic Cracking - WikipediaManojkumarNo ratings yet
- Renewable and Sustainable Energy Reviews: Satish Kumar, Jae Hyun Cho, Jaedeuk Park, Il MoonDocument27 pagesRenewable and Sustainable Energy Reviews: Satish Kumar, Jae Hyun Cho, Jaedeuk Park, Il Moondevendra singhNo ratings yet
- Plano Bomba Wilden partesPX15 RuberDocument3 pagesPlano Bomba Wilden partesPX15 RuberCarlaNo ratings yet
- AU Instructions For Use Creatine Kinase (CK NAC)Document8 pagesAU Instructions For Use Creatine Kinase (CK NAC)Anas TjNo ratings yet
- CementDocument17 pagesCementIndigo CupcakeNo ratings yet
- Features and Operation of Hollow Cathode Lamps and Deuterium LampsDocument6 pagesFeatures and Operation of Hollow Cathode Lamps and Deuterium Lamps26desemberNo ratings yet