You might also like
- Kitchen Aid K45 Service Manual (For Hobart Made Vintage Mixers)Document30 pagesKitchen Aid K45 Service Manual (For Hobart Made Vintage Mixers)thereadingshelf93% (107)
- Revue Technique Hyndai I10Document147 pagesRevue Technique Hyndai I10ossoski100% (5)
- MultiSIM-9 TutorialDocument24 pagesMultiSIM-9 TutorialSri RAM Reloaded100% (12)
- Bosch Guide To Flow WrappingDocument30 pagesBosch Guide To Flow WrappingHanis Ainurokhmi100% (1)
- Witton Kramer CatDocument24 pagesWitton Kramer CatashiyNo ratings yet
- P280 ManualDocument14 pagesP280 ManualzlatkozdihanNo ratings yet
- Catalog: DRN.. Gearmotors (IE3)Document756 pagesCatalog: DRN.. Gearmotors (IE3)Jorge Vieira50% (2)
- XtraVac-Horizontal-Flow Wrapper 450 Type-A Operating InstructionsDocument68 pagesXtraVac-Horizontal-Flow Wrapper 450 Type-A Operating InstructionsEMRE KAAN USTANo ratings yet
- Mattresses Wrapping Machine Me 105: Installation, User and Manteniance ManualDocument40 pagesMattresses Wrapping Machine Me 105: Installation, User and Manteniance ManualEMRE KAAN USTANo ratings yet
- XtraVac-Horizontal-Flow Wrapper 450 Type-A Operating InstructionsDocument68 pagesXtraVac-Horizontal-Flow Wrapper 450 Type-A Operating InstructionsEMRE KAAN USTANo ratings yet
- Manual 140120 Fully Automatic Flow Wrapping MachineDocument33 pagesManual 140120 Fully Automatic Flow Wrapping MachineEMRE KAAN USTA100% (1)
- (Your Business Name Here) - Safe Work Procedure Oxy-Fuel Gas WeldingDocument2 pages(Your Business Name Here) - Safe Work Procedure Oxy-Fuel Gas WeldingSafety DeptNo ratings yet
- BEC-HSE-L2 - Lock Out Tag Out ProceduresDocument12 pagesBEC-HSE-L2 - Lock Out Tag Out ProceduresZakariyaNo ratings yet
- Baghdad Telecom Project Site Installation Standard V2.0 PDFDocument72 pagesBaghdad Telecom Project Site Installation Standard V2.0 PDFAws HameedNo ratings yet
- 2500-600 Down Feed Slitter Rewinder User ManualDocument6 pages2500-600 Down Feed Slitter Rewinder User ManualA.Magied MahmoudNo ratings yet
- Ecofard 700 Aa MB PDFDocument25 pagesEcofard 700 Aa MB PDFMichael George100% (1)
- KSM O N M ManualDocument78 pagesKSM O N M ManualFalak KhanNo ratings yet
- Power Team Hydraulic JackDocument9 pagesPower Team Hydraulic Jackslaeh75No ratings yet
- Skyjack 3219, 3226 & 4632 operating instructionsDocument16 pagesSkyjack 3219, 3226 & 4632 operating instructionsVasske VasovićNo ratings yet
- Pneumatic Scissor Lift ManualDocument14 pagesPneumatic Scissor Lift ManualGptc ChekkanuraniNo ratings yet
- Nitrogen and Accumulator ChargingDocument3 pagesNitrogen and Accumulator ChargingKarthikeyanNo ratings yet
- Oil Injected Electric Skid Tank Mounted Screw CompressorsDocument11 pagesOil Injected Electric Skid Tank Mounted Screw CompressorsNicky BradNo ratings yet
- SOP - U1400 - Road Tanker Pump Filling CO2 TankDocument3 pagesSOP - U1400 - Road Tanker Pump Filling CO2 TankDan nathaniel gonzalesNo ratings yet
- Packaging Wrapping Machine Application NoteDocument16 pagesPackaging Wrapping Machine Application NoteAnuratNo ratings yet
- Stainless Steel Upn Channels SectionsDocument4 pagesStainless Steel Upn Channels SectionsKriengsak RuangdechNo ratings yet
- Davi-MCA - FOUR ROLLDocument8 pagesDavi-MCA - FOUR ROLLبازرگانی راهیان کار و دانشNo ratings yet
- ControlMaster Select Service ManualDocument46 pagesControlMaster Select Service ManualJoss Maykol Mundaca VasquezNo ratings yet
- LT1424Document20 pagesLT1424octaviocamachoNo ratings yet
- ScrollDocument8 pagesScrolltrung2iNo ratings yet
- Installation and Maintenance Manual for Jyoti Vertical Turbine PumpsDocument55 pagesInstallation and Maintenance Manual for Jyoti Vertical Turbine PumpsGary Estay MonasteriosNo ratings yet
- Enchlor Catalog 2013Document8 pagesEnchlor Catalog 2013Pablo NavasNo ratings yet
- EagleBurgmann DMS TSE E3 Brochure Mechnical Seal Technology and Selection en 22.07.2015Document58 pagesEagleBurgmann DMS TSE E3 Brochure Mechnical Seal Technology and Selection en 22.07.2015sachinumaryeNo ratings yet
- Lifting Column System Takes Ergonomics to New HeightsDocument12 pagesLifting Column System Takes Ergonomics to New HeightsShivam MathurNo ratings yet
- Installing Machine Tools: Here's What To ConsiderDocument1 pageInstalling Machine Tools: Here's What To ConsiderMobile SunNo ratings yet
- KD 12 WW 1Document24 pagesKD 12 WW 1anon_b186No ratings yet
- CNC Notching and Marking Machines: at 820 E CNC - at 820 E HD CNCDocument2 pagesCNC Notching and Marking Machines: at 820 E CNC - at 820 E HD CNCdesetekNo ratings yet
- Contoh User ManualDocument74 pagesContoh User Manualaziz abdulNo ratings yet
- Automated Material Handling in The Steel Processing SectorDocument6 pagesAutomated Material Handling in The Steel Processing SectorMAGSTNo ratings yet
- SOP for Liquid Oxygen Storage & DistributionDocument5 pagesSOP for Liquid Oxygen Storage & DistributionAchintaNo ratings yet
- Band Saw Machine InstructionsDocument10 pagesBand Saw Machine Instructionsvarvaroi100% (1)
- Series 100 Mechanical SwitchesDocument36 pagesSeries 100 Mechanical Switchess_barriosNo ratings yet
- Haier Warranty CardDocument2 pagesHaier Warranty CardMani RichardNo ratings yet
- INNOPACK KISTERS SP B SHRINK PACKER BASIC PACKAGINGDocument2 pagesINNOPACK KISTERS SP B SHRINK PACKER BASIC PACKAGINGDrdbuoiu Poiñhb Monihugy100% (2)
- HandbookDocument3 pagesHandbookIqbal Ahmads0% (2)
- Assembly, Installation and Operating Instructions: DRS 112, 125, 160, 200 Wheel Block SystemDocument52 pagesAssembly, Installation and Operating Instructions: DRS 112, 125, 160, 200 Wheel Block SystemAmazonas ManutençãoNo ratings yet
- 376 IBS V09-120327 Electro-Hydraulic-Thruster DIN15430 enDocument8 pages376 IBS V09-120327 Electro-Hydraulic-Thruster DIN15430 enrajeevkumarrajeevNo ratings yet
- Alignment of CouplingDocument24 pagesAlignment of Couplinger_sanjaypatelNo ratings yet
- Cy 600 800gii PDFDocument92 pagesCy 600 800gii PDFArmando Rivera100% (1)
- Wheel Balancer, Manual Data Input. LED Display UD-120 - LincosDocument2 pagesWheel Balancer, Manual Data Input. LED Display UD-120 - LincosАлександар ТрајчевскиNo ratings yet
- Orbinox VG08 Knife Gate ValveDocument8 pagesOrbinox VG08 Knife Gate ValveYorkistNo ratings yet
- SWF e SeriesDocument75 pagesSWF e SeriesSebastian ŻukowskiNo ratings yet
- AutoCAD 2007 Keyboard ShortcutsDocument9 pagesAutoCAD 2007 Keyboard ShortcutsXak MonihacNo ratings yet
- Wilden T15 Metal Diaphragm Pump EnglishDocument27 pagesWilden T15 Metal Diaphragm Pump EnglishArdi 4791No ratings yet
- Single Point Loading Working Model Specifications and Parts OverviewDocument4 pagesSingle Point Loading Working Model Specifications and Parts OverviewAnonymous CYdagI100% (1)
- 31 SeriesDocument4 pages31 SeriesJESUSCALVILLONo ratings yet
- Crane Operator Hoist 2 PK Crane Operator Hoist 2 PK: Sydney Hoist Rentals Pty LTDDocument2 pagesCrane Operator Hoist 2 PK Crane Operator Hoist 2 PK: Sydney Hoist Rentals Pty LTDBoruida MachineryNo ratings yet
- Sigma Mixer Catalog NewDocument4 pagesSigma Mixer Catalog NewHitesh B GandhiNo ratings yet
- CC112 Complete ManualDocument19 pagesCC112 Complete ManualKarolMichaelSaavedraContrerasNo ratings yet
- Mechanical Vacuum Lifter - Manual - 11 May 2015Document72 pagesMechanical Vacuum Lifter - Manual - 11 May 2015quyenhuynhhaNo ratings yet
- Flexible Insulation for Piping and EquipmentDocument6 pagesFlexible Insulation for Piping and EquipmentjhoNo ratings yet
- Hydraulic Bending PlateDocument10 pagesHydraulic Bending PlateDimas SamidNo ratings yet
- ALPHA700 ManualDocument50 pagesALPHA700 ManualAlexialee83No ratings yet
- TF-6225 Motion Control User Manual PDFDocument108 pagesTF-6225 Motion Control User Manual PDFMaurizioNo ratings yet
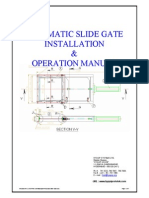
- Pneumatic Slide GateDocument7 pagesPneumatic Slide Gateemad sabriNo ratings yet
- Facial Tissue Folder User ManualDocument55 pagesFacial Tissue Folder User ManualMURALITHHARANNo ratings yet
- Newrun7 Instruction Manual (English) 180319Document165 pagesNewrun7 Instruction Manual (English) 180319karen guerrero AguilarNo ratings yet
- Hy-Ba: User ManualDocument33 pagesHy-Ba: User ManualJeyson Castillo MenaNo ratings yet
- Proflo Lubricator Monitor Sets Alarm for No FlowDocument10 pagesProflo Lubricator Monitor Sets Alarm for No FlowJeff LNo ratings yet
- Barry: Barrier Gate AutomationDocument15 pagesBarry: Barrier Gate AutomationKallo MirceaNo ratings yet
- 3x Anglais Ecran-4Document4 pages3x Anglais Ecran-4EMRE KAAN USTANo ratings yet
- SBM 1250 Double Twist Bunching LineDocument12 pagesSBM 1250 Double Twist Bunching LineEMRE KAAN USTANo ratings yet
- FSW10 Semi-Automatic Pallet Wrapping Machine Operation ManualDocument15 pagesFSW10 Semi-Automatic Pallet Wrapping Machine Operation ManualEMRE KAAN USTANo ratings yet
- Edda 1500 Kanepe PaketlemeDocument25 pagesEdda 1500 Kanepe PaketlemeEMRE KAAN USTA100% (1)
- Pack 201 Horizontal Flow Wrapper: Application InformationDocument2 pagesPack 201 Horizontal Flow Wrapper: Application InformationEMRE KAAN USTANo ratings yet
- FSW10 Semi-Automatic Pallet Wrapping Machine Operation ManualDocument15 pagesFSW10 Semi-Automatic Pallet Wrapping Machine Operation ManualEMRE KAAN USTANo ratings yet
- Filler User Manual PDFDocument425 pagesFiller User Manual PDFFernando Ferreira100% (1)
- Orbital Wrapping Machine Atis 90: Automatic Machine For Horizontal Packaging With StretchfilmDocument5 pagesOrbital Wrapping Machine Atis 90: Automatic Machine For Horizontal Packaging With StretchfilmEMRE KAAN USTANo ratings yet
- Stretch Hooder MH3: Web-Site: - E-Mail: - ItalyDocument10 pagesStretch Hooder MH3: Web-Site: - E-Mail: - ItalyEMRE KAAN USTANo ratings yet
- Pack 201 Horizontal Flow Wrapper: Application InformationDocument2 pagesPack 201 Horizontal Flow Wrapper: Application InformationEMRE KAAN USTANo ratings yet
- IBM Deskstar 120GXPDocument2 pagesIBM Deskstar 120GXPscribdschoolNo ratings yet
- MPMC IV UnitDocument33 pagesMPMC IV UnitVenkatasamy EEENo ratings yet
- MANUAL Mainboard ms7101cDocument70 pagesMANUAL Mainboard ms7101cespinal28No ratings yet
- 1.4 Stoddard CycleDocument6 pages1.4 Stoddard Cyclegangathiran20No ratings yet
- Experiment 3 Resistors in Series: Lab ObjectivesDocument5 pagesExperiment 3 Resistors in Series: Lab ObjectivesMohsen SaidiNo ratings yet
- CN 3058 eDocument11 pagesCN 3058 ewww.erwer9No ratings yet
- PLC Arduino Ethernet 58 I/Os Analog/Digital PlusDocument54 pagesPLC Arduino Ethernet 58 I/Os Analog/Digital PluscutoNo ratings yet
- Yole RF Filters Pass Antenna Switches ReportDocument16 pagesYole RF Filters Pass Antenna Switches Reportvikas251632No ratings yet
- Silicon PNP Power Transistors: Savantic Semiconductor Product SpecificationDocument3 pagesSilicon PNP Power Transistors: Savantic Semiconductor Product SpecificationVitorio LogoNo ratings yet
- General Catalogue Waterfall Pumps Manufacturing 2020 EditionDocument16 pagesGeneral Catalogue Waterfall Pumps Manufacturing 2020 EditionAlienated Gatan100% (1)
- MB Manual G1.sniper-B7 eDocument40 pagesMB Manual G1.sniper-B7 eRibanna PascuNo ratings yet
- Aci - 03 - 04 - 05 - Pre Install Part List QC - TF200 - 180Document10 pagesAci - 03 - 04 - 05 - Pre Install Part List QC - TF200 - 180aliakbar.23694No ratings yet
- ISO 15614-1 0 Bilfinger Salamis 19.11.2018. ISO 15614-1 N/A BIS-DK Form Number: BIS-DK-F 108Document1 pageISO 15614-1 0 Bilfinger Salamis 19.11.2018. ISO 15614-1 N/A BIS-DK Form Number: BIS-DK-F 108TomasPavlovicNo ratings yet
- RunnTech RT02 Series Robust Industrial JoystickDocument10 pagesRunnTech RT02 Series Robust Industrial JoystickRunnTechNo ratings yet
- AlarmsDocument2 pagesAlarms4by7pqrn6gNo ratings yet
- CR14300-20300-20310 - StereoDocument1 pageCR14300-20300-20310 - Stereoapi-3697672No ratings yet
- Hydro Project 22401Document14 pagesHydro Project 22401UttareshwarNo ratings yet
- Negative sequence overcurrent relay protectionDocument12 pagesNegative sequence overcurrent relay protectionSelvaraj VaithilingamNo ratings yet
- SSDAC - MaintainenceDocument16 pagesSSDAC - MaintainenceVikas Srivastav100% (3)
- Certificate of Transport OthersDocument10 pagesCertificate of Transport OthersJohn ButacNo ratings yet
- Gulf Atf LVDocument3 pagesGulf Atf LVagnovNo ratings yet
- Utomatic Night LampDocument27 pagesUtomatic Night LampVasu ThakurNo ratings yet
- NV 175Document2 pagesNV 175Amir ZozoNo ratings yet
- Varistores CNRXXXXXDocument15 pagesVaristores CNRXXXXXnestor1209No ratings yet