You might also like
- Shearing and Slitting Steel Sheet and StreepDocument8 pagesShearing and Slitting Steel Sheet and StreepgrtunaNo ratings yet
- JTJ 041-2000 Technical Specifications For Construction of HiDocument278 pagesJTJ 041-2000 Technical Specifications For Construction of HitesfayeNo ratings yet
- 5 - Bar Bending ScheduleDocument19 pages5 - Bar Bending ScheduleNaveen Ntr100% (4)
- AISC 13th - Table J3.3 Nominal Hole DimensionsDocument1 pageAISC 13th - Table J3.3 Nominal Hole Dimensionsmuath100% (1)
- Astm A335 - 15Document10 pagesAstm A335 - 15Alberto CárdenasNo ratings yet
- AISC 13th - Table J3.3 Nominal Hole Dimensions PDFDocument1 pageAISC 13th - Table J3.3 Nominal Hole Dimensions PDFmuathNo ratings yet
- Select Arc Catalogue Part 1Document10 pagesSelect Arc Catalogue Part 1lionheartedNo ratings yet
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersFrom EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersRating: 3.5 out of 5 stars3.5/5 (2)
- Nozzle Calculation - Primary Reformer Stack-R0Document22 pagesNozzle Calculation - Primary Reformer Stack-R0Aditya Jain100% (1)
- CCTV System Training ManualDocument5 pagesCCTV System Training Manualtesfaye100% (2)
- GB-T 11263-2010Document17 pagesGB-T 11263-2010shankarmech04@gmail.comNo ratings yet
- Itsmanual PDFDocument157 pagesItsmanual PDFtesfayeNo ratings yet
- Light/Extra Light Pipe To Australian Standards: Specification GalvanizingDocument1 pageLight/Extra Light Pipe To Australian Standards: Specification GalvanizingMohamed amine El mtalakNo ratings yet
- Schedule of Weights and DimensionsDocument2 pagesSchedule of Weights and DimensionsLightsNo ratings yet
- Bloque de CalibracionDocument5 pagesBloque de CalibracionRuben Dario Mamani ArellanoNo ratings yet
- S&T - Design 2013 - 2 PDFDocument40 pagesS&T - Design 2013 - 2 PDFSalmanNo ratings yet
- XLPE Insulated Power Cable - Garylion CableDocument60 pagesXLPE Insulated Power Cable - Garylion CableemmanskiNo ratings yet
- XLPE Insulated Power CableDocument60 pagesXLPE Insulated Power CableTDG VNNo ratings yet
- Final Quote For AircelDocument1 pageFinal Quote For AircelNeeraj RanjanNo ratings yet
- Order 4-Model 7Document1 pageOrder 4-Model 7Varunn VelNo ratings yet
- 33kV Cables Current TablesDocument3 pages33kV Cables Current TablesmufaroNo ratings yet
- Tuercas y SegurosDocument15 pagesTuercas y SegurosMonserrat Hernández SánchezNo ratings yet
- JCBDocument2 pagesJCBMichel claytonNo ratings yet
- Standard Tables For Wind Moment ConnectionDocument18 pagesStandard Tables For Wind Moment ConnectionAce LowNo ratings yet
- 08 - Chapter 3 PDFDocument44 pages08 - Chapter 3 PDFMeraj aliNo ratings yet
- Planit - CTL File Code DefinitionsDocument10 pagesPlanit - CTL File Code Definitionsaleksandar.omasystemsNo ratings yet
- Cable Drum Jacks: Industrial SuppliesDocument2 pagesCable Drum Jacks: Industrial SuppliesZzzdddNo ratings yet
- Kalpataru Power Transmission Limited: (Put Data in Colour Cell Only)Document1 pageKalpataru Power Transmission Limited: (Put Data in Colour Cell Only)Manoranjan KumarNo ratings yet
- Type 50-81-89 o Ring ChartDocument1 pageType 50-81-89 o Ring ChartSuresh KumarNo ratings yet
- Butterfly Outdoor FTTH Drop Cable GJYXCH GJXH GJYXFCH LSZH Self SupportingDocument2 pagesButterfly Outdoor FTTH Drop Cable GJYXCH GJXH GJYXFCH LSZH Self SupportingConfecciones y Bordados JoarsNo ratings yet
- Elastomer I C Bearings PDFDocument8 pagesElastomer I C Bearings PDFMiguel Belda DiezNo ratings yet
- Parametros de Desgate de Roda MotrizDocument2 pagesParametros de Desgate de Roda MotrizSoares DamascenoNo ratings yet
- Style 856Document9 pagesStyle 856Ummes AhmedNo ratings yet
- Blow-Off Silencer DN 50Document4 pagesBlow-Off Silencer DN 50Bata ZivanovicNo ratings yet
- Mit2018 Laser Cutting Process X5CrNi1810Document6 pagesMit2018 Laser Cutting Process X5CrNi1810joskov71No ratings yet
- Sheet Metal FormingDocument52 pagesSheet Metal Formingkrunal07786No ratings yet
- Type 8din o Ring ChartDocument1 pageType 8din o Ring ChartSuresh KumarNo ratings yet
- BMP - (Class 24 - Class-26) - Metal FormingDocument22 pagesBMP - (Class 24 - Class-26) - Metal FormingAsesh PramanikNo ratings yet
- Acrylic StandardsDocument1 pageAcrylic StandardsEtamus 1006No ratings yet
- 12 09 StirrupDocument2 pages12 09 StirrupKonstantinos KavafisNo ratings yet
- Inner RingsDocument17 pagesInner RingsCAT CYLINDERNo ratings yet
- Module-1 - Week 3 PrelimDocument4 pagesModule-1 - Week 3 PrelimLumine HotaruNo ratings yet
- SW 2 KV VFD Cable Formal Data SheetDocument2 pagesSW 2 KV VFD Cable Formal Data Sheetjuan pablo castro gallegoNo ratings yet
- Tension and Compression Members PDFDocument41 pagesTension and Compression Members PDFDennis RangwetsiNo ratings yet
- BOM-2P - 1MW SandonaciDocument3 pagesBOM-2P - 1MW Sandonacidomenico.viapianaNo ratings yet
- Memo 502 BSF Main DimensionsDocument10 pagesMemo 502 BSF Main DimensionsPrzemysław WoźniczakNo ratings yet
- Construction Sunday 10 2016Document6 pagesConstruction Sunday 10 2016temu ShashNo ratings yet
- Wood Working VisesDocument20 pagesWood Working Viseschand7777777No ratings yet
- RCC94 Two-Way Slabs (Tables)Document5 pagesRCC94 Two-Way Slabs (Tables)Anonymous ELujOV3No ratings yet
- 0007335-Course - Segmented and Perforated Shear WallsDocument15 pages0007335-Course - Segmented and Perforated Shear Wallsmeda012No ratings yet
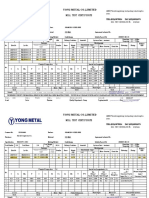
- Mill Test Certificate: Yong Metal Co.,LimitedDocument2 pagesMill Test Certificate: Yong Metal Co.,LimitedMisael100% (2)
- SPEC83013 600 Volt UndergroundDocument3 pagesSPEC83013 600 Volt Undergroundakib javedNo ratings yet
- Sunlord: Wire Wound SMD Power Inductors - SWPA SeriesDocument20 pagesSunlord: Wire Wound SMD Power Inductors - SWPA SeriesGiancarloRichardRivadeneyraMirandaNo ratings yet
- Rolled Steel Equal AnglesDocument2 pagesRolled Steel Equal AnglesdramiltNo ratings yet
- Design Crane Drum DgcraneDocument15 pagesDesign Crane Drum DgcraneJcruzadoNo ratings yet
- Strength Calculation and Dimensioning of Joints: Prepared By: Samson Yohannes Assistant ProfessorDocument45 pagesStrength Calculation and Dimensioning of Joints: Prepared By: Samson Yohannes Assistant ProfessorBK MKNo ratings yet
- Table J3.3 - Nomial Hole DimensionsDocument1 pageTable J3.3 - Nomial Hole DimensionsUpadrasta HarishNo ratings yet
- Aluminum Sheet Aircraft SpruceDocument1 pageAluminum Sheet Aircraft SprucewilliaqNo ratings yet
- Report For On The Jop Training (OJT) SUMMER 2020Document38 pagesReport For On The Jop Training (OJT) SUMMER 2020Shadi OshiNo ratings yet
- E 307-15Document2 pagesE 307-15Ahmed Abdel NabiNo ratings yet
- Design of SlabDocument12 pagesDesign of Slabphewphewphew200No ratings yet
- Diametro de BarenosDocument4 pagesDiametro de BarenosJose Luis VazquezNo ratings yet
- RAJESHDocument14 pagesRAJESHYedluri RajeshNo ratings yet
- Semi-Electric CBD20J-B Part and Service ManualDocument19 pagesSemi-Electric CBD20J-B Part and Service ManualcontactNo ratings yet
- Joints DN350 2400 PN16Document2 pagesJoints DN350 2400 PN16Rangga NoparaNo ratings yet
- Data Sheet Southwire 3c#500kcmilDocument2 pagesData Sheet Southwire 3c#500kcmilNestor-leoNo ratings yet
- 3 Ton Steel Roller Compact SpecDocument5 pages3 Ton Steel Roller Compact SpectesfayeNo ratings yet
- JTG E42-2005 Test Methods of Aggregate For Highway EngineeriDocument102 pagesJTG E42-2005 Test Methods of Aggregate For Highway Engineeritesfaye0% (1)
- GB 5768-1999 Road Traffic Signs and MarkingsDocument237 pagesGB 5768-1999 Road Traffic Signs and Markingstesfaye100% (1)
- Workshop Final Latest 1Document31 pagesWorkshop Final Latest 1tesfayeNo ratings yet
- Technical Index Index Parameter: 1. Technical Specification For 6 Up To 20 Kva UpsDocument19 pagesTechnical Index Index Parameter: 1. Technical Specification For 6 Up To 20 Kva Upstesfaye100% (1)
- Project 2003 TextbookDocument231 pagesProject 2003 TextbooktesfayeNo ratings yet
- Contracting For Water Point Construction: Provisional and Final Acceptance FormsDocument47 pagesContracting For Water Point Construction: Provisional and Final Acceptance FormstesfayeNo ratings yet
- Gen-Set Maint SchedulDocument6 pagesGen-Set Maint SchedultesfayeNo ratings yet
- Federal Democratic Republic of Ethiopian: Over Time Work Request &authorization SheetDocument2 pagesFederal Democratic Republic of Ethiopian: Over Time Work Request &authorization SheettesfayeNo ratings yet
- Work Performed by Equatorial Business Group (Ebg)Document4 pagesWork Performed by Equatorial Business Group (Ebg)tesfayeNo ratings yet
- Recommended Stock List Genset C66D5 66kvaDocument3 pagesRecommended Stock List Genset C66D5 66kvatesfayeNo ratings yet
- Isopropyl Alcohol (Ipa) Safety DatasheetDocument4 pagesIsopropyl Alcohol (Ipa) Safety Datasheetaqmar aqeemNo ratings yet
- SC7620 Mini Sputter Coater Operating Manual: For Technical and Applications Advice Plus Our On-Line Shop For Spares andDocument33 pagesSC7620 Mini Sputter Coater Operating Manual: For Technical and Applications Advice Plus Our On-Line Shop For Spares andatul nalavadeNo ratings yet
- Civil Engineering: Sr. No. Core Areas PercentageDocument9 pagesCivil Engineering: Sr. No. Core Areas PercentageIzo SeremNo ratings yet
- EkshaDocument16 pagesEkshaSumitKumarNo ratings yet
- Chapter 2 MahoganyDocument2 pagesChapter 2 MahoganyRichelle DandoNo ratings yet
- Starpcs Smp-877: Polycarbosilane PrecursorDocument1 pageStarpcs Smp-877: Polycarbosilane PrecursorVipinVijayNo ratings yet
- Liquid Ferric Sulfate Product Data Sheet: DescriptionDocument1 pageLiquid Ferric Sulfate Product Data Sheet: DescriptionAnastasijaNo ratings yet
- Avanse MV100 BrochureDocument8 pagesAvanse MV100 BrochureAPEX SONNo ratings yet
- First Row Transition MetalsDocument12 pagesFirst Row Transition MetalsChantal HamiltonNo ratings yet
- Civ E398 Mid 2 Fall 14Document10 pagesCiv E398 Mid 2 Fall 14Rajat GuptaNo ratings yet
- Surface Water DrainageDocument5 pagesSurface Water DrainagecakijieyNo ratings yet
- List Mechanical Procedure Qualification Test (API 1104) 2018 (CEPU)Document5 pagesList Mechanical Procedure Qualification Test (API 1104) 2018 (CEPU)Muhammad Iqbal SpNo ratings yet
- Input: Total Cost Total CostDocument8 pagesInput: Total Cost Total CostClarisse Angela PostreNo ratings yet
- Chem Exp. 6 Chemical EquilibriumDocument15 pagesChem Exp. 6 Chemical EquilibriumRachel MaguireNo ratings yet
- Two Proposal To Calculate Bagasse Boiler EfficiencyDocument10 pagesTwo Proposal To Calculate Bagasse Boiler EfficiencyMario Melo100% (1)
- Thermal Conductivity by Heat-Flow Measuring PlateDocument3 pagesThermal Conductivity by Heat-Flow Measuring PlatedarshanNo ratings yet
- BOQ - Secondary ContainmentDocument3 pagesBOQ - Secondary Containmentrehan7777No ratings yet
- List of Village Industries Schemes Under Purview of KVICDocument4 pagesList of Village Industries Schemes Under Purview of KVICPoornima Subramanian50% (2)
- Gas Laws Homework IIDocument4 pagesGas Laws Homework IIchpwalker100% (2)
- 510 (K) Guideline For Bone AnchorsDocument19 pages510 (K) Guideline For Bone AnchorsKarishmaNo ratings yet
- Ionic vs. Covalent Bonding Lab InvestigationDocument3 pagesIonic vs. Covalent Bonding Lab InvestigationLeslieNo ratings yet
- Ficha Tecnica Acido SorbicoDocument1 pageFicha Tecnica Acido SorbicoCarlos SiuNo ratings yet
- Solar PST Ficha - 200v-250v - ENDocument2 pagesSolar PST Ficha - 200v-250v - ENmihaiNo ratings yet
- LPP BiomoleculesDocument6 pagesLPP BiomoleculesAashiNo ratings yet
- Valve Diluvio 68-De-Rc-MrDocument6 pagesValve Diluvio 68-De-Rc-Mrjunioralamo17No ratings yet
- Asbestos AwarenessDocument57 pagesAsbestos AwarenessEric JamesNo ratings yet
- Besser Materials Innovations SST TalkDocument22 pagesBesser Materials Innovations SST Talkgvm0072002No ratings yet