You might also like
- Boiler Tube FailuresDocument42 pagesBoiler Tube Failuresmridul100% (5)
- HMBD 15 MWDocument3 pagesHMBD 15 MWDebkumar958No ratings yet
- Furnace or Fired Heater 3Document13 pagesFurnace or Fired Heater 3Nia Syafiqq100% (1)
- Boiler TuBeDocument26 pagesBoiler TuBemdjanNo ratings yet
- Cause of Damage and Repair of Reformed Gas Firetube Boiler: Zeng Zhong Quan Mark A. HoldermanDocument11 pagesCause of Damage and Repair of Reformed Gas Firetube Boiler: Zeng Zhong Quan Mark A. Holdermanvaratharajan g rNo ratings yet
- Waste Boilers: Problems & SolutionsDocument8 pagesWaste Boilers: Problems & SolutionsHsein WangNo ratings yet
- Vibration-Free Rod-Baffle Design of TubeDocument5 pagesVibration-Free Rod-Baffle Design of Tubehwang2No ratings yet
- Reformer Tube Failure IDocument13 pagesReformer Tube Failure Iabhijitwakodikar100% (2)
- Boiler Constr DetailsDocument21 pagesBoiler Constr DetailsAhemadNo ratings yet
- PHT Unit-5 (THEORY)Document81 pagesPHT Unit-5 (THEORY)521 Balaji ONo ratings yet
- Findings On Shut Down Inspection of An AFBC BoilerDocument30 pagesFindings On Shut Down Inspection of An AFBC Boilerparthi20065768No ratings yet
- Shell & Tube Heat Exchanger - PresentationDocument17 pagesShell & Tube Heat Exchanger - Presentationtantri.hellyantiNo ratings yet
- BoilerDocument48 pagesBoilerSubramanian Ravishankar100% (1)
- DR NTTPSDocument41 pagesDR NTTPSnagasuresh100% (1)
- Condenser Performance Analysis and Its ImprovementDocument23 pagesCondenser Performance Analysis and Its Improvementanup_nair100% (1)
- 500 MW Boiler FeaturesDocument8 pages500 MW Boiler FeaturesKeyur PatelNo ratings yet
- Boiler Tubes Overheating Failures and Actions To Control ThemDocument2 pagesBoiler Tubes Overheating Failures and Actions To Control ThemThanhluan NguyenNo ratings yet
- Fired HeaterDocument11 pagesFired HeaterLakshay SharmaNo ratings yet
- 210 MW Boiler Construction 1Document11 pages210 MW Boiler Construction 1Vipul Dabre100% (2)
- Alstom Process Gas CoolerDocument12 pagesAlstom Process Gas Coolerrajaramc100% (1)
- Makalah Convection Section Cleaning 4Document7 pagesMakalah Convection Section Cleaning 4akjayaNo ratings yet
- Ses-Pgb-Co-Otp-0034 Otp For Hot Reheat Steam System Rev.0Document36 pagesSes-Pgb-Co-Otp-0034 Otp For Hot Reheat Steam System Rev.0zhangNo ratings yet
- Solar Policy State Wise (INDIA)Document17 pagesSolar Policy State Wise (INDIA)Yagyarth SrivastavaNo ratings yet
- Failure of Primary Waste Heat BoilerAiche-12-008Document5 pagesFailure of Primary Waste Heat BoilerAiche-12-008Hsein Wang100% (1)
- Analysis and Optimization of Reheater Tube Failures: J. HenryDocument4 pagesAnalysis and Optimization of Reheater Tube Failures: J. Henryravi singhNo ratings yet
- Strange Operation Experience in Synloop Boiler Ends in Extensive Repair of Ammonia Converter CartridgeDocument14 pagesStrange Operation Experience in Synloop Boiler Ends in Extensive Repair of Ammonia Converter CartridgeGrootNo ratings yet
- Lesson Learnt From Aiche Paper'sDocument49 pagesLesson Learnt From Aiche Paper'sSyed Sheraz Hussain100% (1)
- Heat Recovery Steam Generators (HRSG) and Treatment ChemistriesDocument50 pagesHeat Recovery Steam Generators (HRSG) and Treatment ChemistriesMarioNo ratings yet
- Main Steam Generator Turbine Rotor DamageDocument2 pagesMain Steam Generator Turbine Rotor DamageRani NoumanNo ratings yet
- ME102Document2 pagesME102Vijay AundhakarNo ratings yet
- Economizer Soot FireDocument2 pagesEconomizer Soot Fireadam shaneNo ratings yet
- Exhaust Gas Economizer Soot Fire Accident: ReturnDocument1 pageExhaust Gas Economizer Soot Fire Accident: ReturnKišić SpasojeNo ratings yet
- Event in Ammonia PlantDocument11 pagesEvent in Ammonia PlantSriKakarlapudiNo ratings yet
- Boiler OverhaulDocument9 pagesBoiler OverhaulHemant PatilNo ratings yet
- Crack of The Main Boiler (P) Superheated Steam Pipe: 1. Device SummaryDocument2 pagesCrack of The Main Boiler (P) Superheated Steam Pipe: 1. Device SummaryRani NoumanNo ratings yet
- BOILER CONSTRUCTION ADocument51 pagesBOILER CONSTRUCTION Ahafiz aimanNo ratings yet
- Application of HEat PipeDocument29 pagesApplication of HEat PipeNikhil ShahNo ratings yet
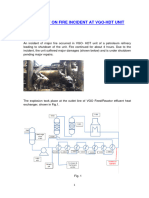
- VGO HDTIncidentDocument8 pagesVGO HDTIncidentBhavesh Dilip ChanchlaniNo ratings yet
- Co HenDocument40 pagesCo HenHiltonNo ratings yet
- Hot Blast CupolaDocument18 pagesHot Blast CupolaAtadiars Rizki PratamaNo ratings yet
- Superheaters: Reason For Superheating SteamDocument7 pagesSuperheaters: Reason For Superheating SteamMeghanath AdkonkarNo ratings yet
- Chemical & Mechanical DesignDocument39 pagesChemical & Mechanical DesignSenah DaunNo ratings yet
- Xviii. Soot Blowers and Furnace Temperature ProbeDocument18 pagesXviii. Soot Blowers and Furnace Temperature Probeupt vadodaraNo ratings yet
- General Information 500MW BoilerDocument4 pagesGeneral Information 500MW BoilerSaurabh BarangeNo ratings yet
- Pag 1 Contract No. 511-4620 Pucala, Peru Description of Plant 1.1. GeneralDocument15 pagesPag 1 Contract No. 511-4620 Pucala, Peru Description of Plant 1.1. GeneralRony Joel Cordova SánchezNo ratings yet
- Steam Explosion in Ammonia PlantDocument10 pagesSteam Explosion in Ammonia PlantZulhafizan ZulkifliNo ratings yet
- Steam Explosion in Ammonia Plant: W.K. (Bill) Taylor, P. EngDocument10 pagesSteam Explosion in Ammonia Plant: W.K. (Bill) Taylor, P. Engvaratharajan g rNo ratings yet
- Adtps ReportDocument35 pagesAdtps ReportMANASNo ratings yet
- Section 1.4 - Processing Control EquipmentDocument35 pagesSection 1.4 - Processing Control EquipmentLakshman Kumar JulapalliNo ratings yet
- Progress of Modern Pyrolysis Furnace TechnologyDocument4 pagesProgress of Modern Pyrolysis Furnace TechnologyDavid Rodrigues100% (1)
- Boiler Tube Failure and ImpactsDocument8 pagesBoiler Tube Failure and ImpactsUdhayakumar VenkataramanNo ratings yet
- 6 BPlantDocument6 pages6 BPlantManikandan SenthilNo ratings yet
- EAF Time SavingDocument4 pagesEAF Time SavingAnukaranNo ratings yet
- Fired Heaters Operation Troubleshooting 1589699753 PDFDocument80 pagesFired Heaters Operation Troubleshooting 1589699753 PDFAliNo ratings yet
- ConstructionDocument38 pagesConstructionChakravarthi NagaNo ratings yet
- New Hot Gas Circuit in "Lepol" Grate Preheater For Cement Rotary KilnsDocument4 pagesNew Hot Gas Circuit in "Lepol" Grate Preheater For Cement Rotary KilnsPaulo VidasNo ratings yet
- Anselmo Report No.8Document6 pagesAnselmo Report No.8Vince PatricioNo ratings yet
- New ReboilerDocument20 pagesNew ReboilerAdeel Ahmed100% (1)
- BoilerturbineoptiDocument7 pagesBoilerturbineoptiHemant PatilNo ratings yet
- Warm Air Heating: International Series of Monographs in Heating, Ventilation and RefrigerationFrom EverandWarm Air Heating: International Series of Monographs in Heating, Ventilation and RefrigerationNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Encl-Regulation On Templates (OJ - L - 202302449)Document31 pagesEncl-Regulation On Templates (OJ - L - 202302449)Rani NoumanNo ratings yet
- Cargo Oil Pump Turbine Condenser Damage: Return To TOCDocument4 pagesCargo Oil Pump Turbine Condenser Damage: Return To TOCRani NoumanNo ratings yet
- ME125 HFO Purifier Upper BearingDocument2 pagesME125 HFO Purifier Upper BearingRani NoumanNo ratings yet
- ME128 Blockage of The Fuel Oil Auto Back Wash StrainerDocument1 pageME128 Blockage of The Fuel Oil Auto Back Wash StrainerRani Nouman0% (1)
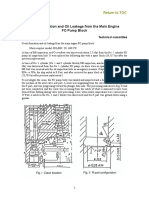
- ME127 Crack Formation and Oil Leakage From The ME FO Pump BlockDocument1 pageME127 Crack Formation and Oil Leakage From The ME FO Pump BlockRani NoumanNo ratings yet
- ME126 Fracture of The ME Tie RodDocument2 pagesME126 Fracture of The ME Tie RodRani NoumanNo ratings yet
- Main Engine Startup Failure: Return To TOCDocument4 pagesMain Engine Startup Failure: Return To TOCRani NoumanNo ratings yet
- Crack in The Main Engine Piston Crown: Return To TOCDocument3 pagesCrack in The Main Engine Piston Crown: Return To TOCRani NoumanNo ratings yet
- Main Engine Governor Operation Failure: Return To TOCDocument2 pagesMain Engine Governor Operation Failure: Return To TOCRani NoumanNo ratings yet
- Generator Engine Suction Valve Rod Severance: Return To TOCDocument3 pagesGenerator Engine Suction Valve Rod Severance: Return To TOCRani NoumanNo ratings yet
- Damage of The Main Engine No. 1 Cylinder Exhaust Valve Driving UnitDocument2 pagesDamage of The Main Engine No. 1 Cylinder Exhaust Valve Driving UnitRani NoumanNo ratings yet
- Main Engine Cross Head Guide Shoe White Metal Peeling: Return To TOCDocument2 pagesMain Engine Cross Head Guide Shoe White Metal Peeling: Return To TOCRani NoumanNo ratings yet
- Damage To Idle Gear of Drive LO Pump For Diesel GeneratorDocument2 pagesDamage To Idle Gear of Drive LO Pump For Diesel GeneratorRani NoumanNo ratings yet
- Auxiliary Air Compressor Damage Incident: Return To TOCDocument2 pagesAuxiliary Air Compressor Damage Incident: Return To TOCRani NoumanNo ratings yet
- Open Failure of ACB of Turbo Generator: Return To TOCDocument2 pagesOpen Failure of ACB of Turbo Generator: Return To TOCRani NoumanNo ratings yet
- Breakage of Generator Connecting Rod: Return To TOCDocument3 pagesBreakage of Generator Connecting Rod: Return To TOCRani NoumanNo ratings yet
- Main Engine Turbocharger Damage: Return To TOCDocument2 pagesMain Engine Turbocharger Damage: Return To TOCRani NoumanNo ratings yet
- Fault of Main Engine Cylinder Oil Lubricator Feeding Amount: Return To TOCDocument2 pagesFault of Main Engine Cylinder Oil Lubricator Feeding Amount: Return To TOCRani NoumanNo ratings yet
- Inappropriate Boiler Water Circulation Ratio of High Pressure Boiler Circulation Water PumpDocument2 pagesInappropriate Boiler Water Circulation Ratio of High Pressure Boiler Circulation Water PumpRani NoumanNo ratings yet
- Main Engine Maneuvering System Trouble: Return To TOCDocument3 pagesMain Engine Maneuvering System Trouble: Return To TOCRani NoumanNo ratings yet
- Fuel Oil Contamination of Boiler: Return To TOCDocument2 pagesFuel Oil Contamination of Boiler: Return To TOCRani NoumanNo ratings yet
- Burnout of ACB of Main Switchboard: Return To TOCDocument2 pagesBurnout of ACB of Main Switchboard: Return To TOCRani Nouman100% (1)
- Boiler Water-Wall Tube Leakage: Return To TOCDocument2 pagesBoiler Water-Wall Tube Leakage: Return To TOCRani NoumanNo ratings yet
- Damage To Diesel Generator Fuel Valve Cooling Pump Drive GearDocument2 pagesDamage To Diesel Generator Fuel Valve Cooling Pump Drive GearRani NoumanNo ratings yet
- Main Engine Speed Setting Inability Due To Damage of The Main Engine GovernorDocument2 pagesMain Engine Speed Setting Inability Due To Damage of The Main Engine GovernorRani NoumanNo ratings yet
- Workshop CRT Inoperative: Return To TOCDocument2 pagesWorkshop CRT Inoperative: Return To TOCRani NoumanNo ratings yet
- Abrasion of The Shaft Supporting The Cam Shaft Drive Chain UnitDocument3 pagesAbrasion of The Shaft Supporting The Cam Shaft Drive Chain UnitRani NoumanNo ratings yet
- Detachment of Lubricator Drive Unit Gear For Main Engine: Return To TOCDocument2 pagesDetachment of Lubricator Drive Unit Gear For Main Engine: Return To TOCRani NoumanNo ratings yet
- Brake Malfunction of Life Boat Winch: Return To TOCDocument3 pagesBrake Malfunction of Life Boat Winch: Return To TOCRani NoumanNo ratings yet
- Main Cylinder Liner Crack: Return To TOCDocument3 pagesMain Cylinder Liner Crack: Return To TOCRani NoumanNo ratings yet
- Lecture 3Document22 pagesLecture 3Amir SaadNo ratings yet
- KARTE 02.b Prime Mover (Turbine & Engine)Document63 pagesKARTE 02.b Prime Mover (Turbine & Engine)TusenkrishNo ratings yet
- BONO - Wat Tub BoilerDocument6 pagesBONO - Wat Tub Boilerdepinfor lusofabrilNo ratings yet
- Single Axis Tracker Versus Fixed Tilt PV: Experimental and Simulated ResultsDocument5 pagesSingle Axis Tracker Versus Fixed Tilt PV: Experimental and Simulated ResultsMd. Hasibur Rahman RitonNo ratings yet
- Title: Blade Cylinder Model Number: 331 Serial Number: 232511001 & Above, 232611001 & Above, 232711001 & Above, 234811001 & AboveDocument2 pagesTitle: Blade Cylinder Model Number: 331 Serial Number: 232511001 & Above, 232611001 & Above, 232711001 & Above, 234811001 & AboveJuan Esteban TabordaNo ratings yet
- Kajian Teknis Crushing PlantDocument8 pagesKajian Teknis Crushing PlantasepNo ratings yet
- Mechanical Engineering-Steam Boilers, Engines, Nozzles and Turbines Important MCQ PDFDocument28 pagesMechanical Engineering-Steam Boilers, Engines, Nozzles and Turbines Important MCQ PDFRobert Michael CorpusNo ratings yet
- Earthquake, Tsunami and Fukushima Daiichi NPP Accident: - Can Accidents Be Avoided ?Document40 pagesEarthquake, Tsunami and Fukushima Daiichi NPP Accident: - Can Accidents Be Avoided ?EnformableNo ratings yet
- Basic Engineering 2Document5 pagesBasic Engineering 2Marcial Jr. MilitanteNo ratings yet
- 6 Stroke EngineDocument12 pages6 Stroke EngineVanam VenkateshNo ratings yet
- 2 Stroke Cycle EnginesDocument16 pages2 Stroke Cycle EnginesUsman Ali Usman AliNo ratings yet
- Solar Power GenerationDocument35 pagesSolar Power GenerationMyxtèrîoux Punk100% (2)
- Tutorial 2 Brayton CycleDocument2 pagesTutorial 2 Brayton CycleShahran IezzatNo ratings yet
- CEP Amir EditedDocument9 pagesCEP Amir EditedkghkhanNo ratings yet
- A Reviewof Studies On Central Receiver Solar Thermal Power PlantsDocument28 pagesA Reviewof Studies On Central Receiver Solar Thermal Power PlantsValeria Rueda100% (1)
- Trident OP GEN SET Data SheetDocument2 pagesTrident OP GEN SET Data SheetAbdulrahman Al HuribyNo ratings yet
- Shellmax Boiler Design Calculation PDFDocument2 pagesShellmax Boiler Design Calculation PDFApolo Fumbuja0% (1)
- Scope of WorkDocument2 pagesScope of Workmuth sokvisalNo ratings yet
- CW Pump House Log BookDocument10 pagesCW Pump House Log BookmkoelrealNo ratings yet
- Zhang 2020 J. Phys. Conf. Ser. 1449 012001Document6 pagesZhang 2020 J. Phys. Conf. Ser. 1449 012001Quang Nguyễn MinhNo ratings yet
- Steam Water Circulation DesignDocument18 pagesSteam Water Circulation DesignThoni LacknerNo ratings yet
- Flow Diagram Pabrik Asam Sulfat Ii P.T Petrokimia: F-110 Dump HopperDocument1 pageFlow Diagram Pabrik Asam Sulfat Ii P.T Petrokimia: F-110 Dump HopperAnisa SudarmajiNo ratings yet
- Outside Repair at Engine Room - 1Document2 pagesOutside Repair at Engine Room - 1amr yousifNo ratings yet
- Mock Teaching Intro To Solar ElectricityDocument14 pagesMock Teaching Intro To Solar ElectricityAhmad Fateh Mohamad NorNo ratings yet
- ResolutionNo +03, Seriesof2023+HVBsgdDocument15 pagesResolutionNo +03, Seriesof2023+HVBsgdCarolyn VillagraciaNo ratings yet
- Habib Ur RehmanDocument3 pagesHabib Ur RehmanHabib ur RehmanNo ratings yet
- Life Cycle Assessment of Different Solar Photovoltaic Technologies in MalaysiaDocument9 pagesLife Cycle Assessment of Different Solar Photovoltaic Technologies in MalaysiaDilah 710No ratings yet