You might also like
- Welding Inspector Interview QuestionsDocument5 pagesWelding Inspector Interview QuestionsValli Raju91% (23)
- API 570 Study Guide - FullDocument18 pagesAPI 570 Study Guide - Fullochable100% (1)
- API 510 Open Book Q&ADocument138 pagesAPI 510 Open Book Q&AMohammed Shakil25% (4)
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsFrom Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsRating: 4 out of 5 stars4/5 (1)
- API 570 Flash CardsDocument13 pagesAPI 570 Flash CardsSarathiraja Sekar100% (5)
- API Recert QuestionsDocument8 pagesAPI Recert Questionsrama77No ratings yet
- 510 Practice Exam 5 OB QuestionsDocument0 pages510 Practice Exam 5 OB QuestionsGireesh Hegde100% (1)
- API 570 Open BookDocument9 pagesAPI 570 Open BookMusa ÇelikNo ratings yet
- API-570 SAMPLE Open Book ExamDocument8 pagesAPI-570 SAMPLE Open Book Examaslam.ambNo ratings yet
- 2014 Solution Catalog - American Foundrymen SocietyDocument24 pages2014 Solution Catalog - American Foundrymen Societyoğuz kağanNo ratings yet
- API 510 JuneDocument3 pagesAPI 510 JuneNayeem UllahNo ratings yet
- ASME B31.1 Pipe Code SectionsDocument2 pagesASME B31.1 Pipe Code SectionsDivakar PanigrahiNo ratings yet
- API 510 CB Mockup 3 R0 26112010Document18 pagesAPI 510 CB Mockup 3 R0 26112010essnelsonNo ratings yet
- Exam 510 2020 MarkedDocument5 pagesExam 510 2020 MarkedTotok Tj IndriantoNo ratings yet
- X3Document23 pagesX3MOHAMEDNo ratings yet
- Typical QUESTIONS in May 2015 API 510 Exam (: # HthaDocument5 pagesTypical QUESTIONS in May 2015 API 510 Exam (: # HthaabdoNo ratings yet
- Technical Specifications BAMULDocument133 pagesTechnical Specifications BAMULjaya100% (1)
- Repair Welding of Pressure Vessels With TemperDocument10 pagesRepair Welding of Pressure Vessels With Tempersarath6725No ratings yet
- API-653 Tank Inspection RequirementsDocument12 pagesAPI-653 Tank Inspection RequirementsEngr Shahid AliNo ratings yet
- ASME Temporary Repairs 101410-1Document41 pagesASME Temporary Repairs 101410-1khanz88_rulz1039No ratings yet
- PWPS 013 PRDocument2 pagesPWPS 013 PRRenjith Gopan100% (1)
- ASME B31.3 Body of Knowledge ExamDocument7 pagesASME B31.3 Body of Knowledge Examjacquesmayol100% (2)
- Api 510 NotesDocument26 pagesApi 510 NotesAhmed ShakirNo ratings yet
- API 510 Closed Exam Part IIDocument21 pagesAPI 510 Closed Exam Part IIptssoftNo ratings yet
- Welding and Corrosion Inspection GuideDocument17 pagesWelding and Corrosion Inspection Guideapply19842371100% (1)
- Lesson 19 - API-510 - New2Document56 pagesLesson 19 - API-510 - New2Fahim MarwatNo ratings yet
- API 653 Mach Exam 2022Document9 pagesAPI 653 Mach Exam 2022Amr mohamedNo ratings yet
- 510 Closed Exam B, Rev8Document20 pages510 Closed Exam B, Rev8yrdna nawaiteosNo ratings yet
- Api 510 Questions & Answers (Closed 1)Document12 pagesApi 510 Questions & Answers (Closed 1)Mohammed Shakil100% (3)
- Ref. 20112010 R0 Mockup 3 API 570 - 2.Document16 pagesRef. 20112010 R0 Mockup 3 API 570 - 2.tayyabNo ratings yet
- API 510 Exam May 2016Document5 pagesAPI 510 Exam May 2016abdoNo ratings yet
- 0001 Lesson API-510Document26 pages0001 Lesson API-510erick CfNo ratings yet
- FTTT-510 Closed Prac Exam BDocument23 pagesFTTT-510 Closed Prac Exam BSohail Aziz Ahmad MalikNo ratings yet
- API-570 SAMPLE Closed Book ExamDocument12 pagesAPI-570 SAMPLE Closed Book ExamuttamNo ratings yet
- A1014Document3 pagesA1014malika_00No ratings yet
- CBT Questions: (2) Peel TestDocument18 pagesCBT Questions: (2) Peel TestMOHAMEDNo ratings yet
- Norsok ExtractDocument2 pagesNorsok ExtractElliott RussellNo ratings yet
- Section 1 General Requirements: 1.1 ScopeDocument5 pagesSection 1 General Requirements: 1.1 ScopethanghanvicoNo ratings yet
- All Questions Are Closed BookDocument20 pagesAll Questions Are Closed Booksenioor2004100% (1)
- Mechanical Point WiseDocument67 pagesMechanical Point WiseNaseer Ahmed SokhalNo ratings yet
- IBR 73-80 Steel CastingsDocument5 pagesIBR 73-80 Steel CastingsRajivharolikarNo ratings yet
- Equipment SpecificationDocument8 pagesEquipment SpecificationPraveen ChandrakarNo ratings yet
- Mesc Specification SPE 74/038 Pipe, Seamless With Cra Cladding Astm A 333Document5 pagesMesc Specification SPE 74/038 Pipe, Seamless With Cra Cladding Astm A 333Ashish Kumar SinghNo ratings yet
- 01 ASME Sec VIII Div 1 - GEN PresentationDocument112 pages01 ASME Sec VIII Div 1 - GEN Presentationinatt101No ratings yet
- 510 Final CBDocument14 pages510 Final CBcsrajesh100% (1)
- api 510 اسئلة متنوعة لكل الكورسDocument42 pagesapi 510 اسئلة متنوعة لكل الكورسhussam ghiathNo ratings yet
- API-570 SAMPLE Open Book ExamDocument6 pagesAPI-570 SAMPLE Open Book ExamuttamNo ratings yet
- API 570 Authorized Piping Inspector Preparatory Program Mock Exam QuestionsDocument13 pagesAPI 570 Authorized Piping Inspector Preparatory Program Mock Exam QuestionsShanawas Abdul Razak80% (5)
- API 570 Open Book (26-02-18)Document5 pagesAPI 570 Open Book (26-02-18)Mahmoud Alwasif100% (1)
- API-570 SAMPLE EXAM (Open BOOKDocument8 pagesAPI-570 SAMPLE EXAM (Open BOOKAshish PatelNo ratings yet
- Evaluation of Glass-to-Metal Headers Used in Electron DevicesDocument5 pagesEvaluation of Glass-to-Metal Headers Used in Electron DevicesScott TylerNo ratings yet
- Reapir and Altertaion Section 8Document52 pagesReapir and Altertaion Section 8waqas pirachaNo ratings yet
- API 570 practice test questionsDocument2 pagesAPI 570 practice test questionstipu321100% (3)
- 11Document5 pages11MOHAMEDNo ratings yet
- Dau Cap 1pha 500mm2Document5 pagesDau Cap 1pha 500mm2Minh VienNo ratings yet
- Exam July 2021Document16 pagesExam July 202101280724321 Helmy100% (1)
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesFrom EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesNo ratings yet
- An Introduction to Metallurgical Laboratory Techniques: Pergamon Series of Monographs in Laboratory TechniquesFrom EverandAn Introduction to Metallurgical Laboratory Techniques: Pergamon Series of Monographs in Laboratory TechniquesNo ratings yet
- Welding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985From EverandWelding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985No ratings yet
- Kumar+Kaushal+ +FB+PS3+Forex+Trading+StrategyDocument27 pagesKumar+Kaushal+ +FB+PS3+Forex+Trading+Strategynathaniel ekaiko100% (2)
- Rotating Equipment EngineerDocument1 pageRotating Equipment Engineernathaniel ekaikoNo ratings yet
- PAEA - SummaryDocument7 pagesPAEA - Summarynathaniel ekaikoNo ratings yet
- Book 2Document202 pagesBook 2nathaniel ekaikoNo ratings yet
- Closed Book Questions For Api 575 QB Answers: Q No. ANS REFDocument28 pagesClosed Book Questions For Api 575 QB Answers: Q No. ANS REFnathaniel ekaikoNo ratings yet
- Lesson 14 WelderQuals - New2Document80 pagesLesson 14 WelderQuals - New2Mohd Syafiq100% (1)
- Api 510 - Book 5Document50 pagesApi 510 - Book 5nathaniel ekaikoNo ratings yet
- AAPI 510 Serious Examination Questions (80 QB)Document16 pagesAAPI 510 Serious Examination Questions (80 QB)nathaniel ekaikoNo ratings yet
- Lesson 04 StaticHead - New2Document36 pagesLesson 04 StaticHead - New2AyyappanNo ratings yet
- API 510 - Book 6Document119 pagesAPI 510 - Book 6nathaniel ekaikoNo ratings yet
- Lesson 14 WelderQuals - New2Document80 pagesLesson 14 WelderQuals - New2Mohd Syafiq100% (1)
- API Courses4Document27 pagesAPI Courses4moonstar_dmeNo ratings yet
- Lesson 03 UG98 - New2 MAWPDocument6 pagesLesson 03 UG98 - New2 MAWPVinoth Kumar SubramaniNo ratings yet
- Book 4Document67 pagesBook 4nathaniel ekaikoNo ratings yet
- Book 4Document67 pagesBook 4nathaniel ekaikoNo ratings yet
- Lesson 04 StaticHead - New2Document36 pagesLesson 04 StaticHead - New2AyyappanNo ratings yet
- Lesson 04 StaticHead - New2Document36 pagesLesson 04 StaticHead - New2AyyappanNo ratings yet
- API CoursesDocument30 pagesAPI CoursesOmar AlkubaiciNo ratings yet
- Lesson 11 Corrosion CalculationsDocument33 pagesLesson 11 Corrosion Calculationsعزت عبد المنعمNo ratings yet
- Lesson 09 UW16 UG37 New2Document38 pagesLesson 09 UW16 UG37 New2Kandregula Mohan BabuNo ratings yet
- Lesson 10 UG77 UG120 New2Document16 pagesLesson 10 UG77 UG120 New2AyyappanNo ratings yet
- Lesson 03 UG98 - New2 MAWPDocument6 pagesLesson 03 UG98 - New2 MAWPVinoth Kumar SubramaniNo ratings yet
- Lesson 10 UG77 UG120 New2Document16 pagesLesson 10 UG77 UG120 New2AyyappanNo ratings yet
- Lesson 03 UG98 - New2 MAWPDocument6 pagesLesson 03 UG98 - New2 MAWPVinoth Kumar SubramaniNo ratings yet
- Wps Andasl JF A LF Ja Lkfjalfjafjafjasf Askdjfgh Jfha Hla KjfalfkjahlsDocument96 pagesWps Andasl JF A LF Ja Lkfjalfjafjafjasf Askdjfgh Jfha Hla Kjfalfkjahlsabidaliabid1No ratings yet
- API Courses4Document27 pagesAPI Courses4moonstar_dmeNo ratings yet
- Lesson 03 UG98 - New2 MAWPDocument6 pagesLesson 03 UG98 - New2 MAWPVinoth Kumar SubramaniNo ratings yet
- 2018 Product Order Form PDFDocument1 page2018 Product Order Form PDFnathaniel ekaikoNo ratings yet
- Lesson 11 Corrosion CalculationsDocument33 pagesLesson 11 Corrosion Calculationsعزت عبد المنعمNo ratings yet
- Waterjet Machining Seminar PresentationDocument26 pagesWaterjet Machining Seminar PresentationMohammed Bin JafarullahNo ratings yet
- How To Make Electrum Magicum For A Magic MirrorDocument5 pagesHow To Make Electrum Magicum For A Magic Mirrorqbl777No ratings yet
- SectVI Specification V4of4Document157 pagesSectVI Specification V4of4kongkixNo ratings yet
- Pull HandleDocument6 pagesPull Handlegr8swapNo ratings yet
- Catalogue Indium CorporationDocument5 pagesCatalogue Indium CorporationPhilippe GuillemetNo ratings yet
- (17LF0097) Boq, List Equipment Required and ChecklistDocument13 pages(17LF0097) Boq, List Equipment Required and ChecklistYusef DaluyonNo ratings yet
- UL Listing July 2011Document2 pagesUL Listing July 2011Imran Mughle AzamNo ratings yet
- HVAC Flow Schematic DiagramDocument6 pagesHVAC Flow Schematic DiagramAdrian IrawanNo ratings yet
- Design Principles of Totally Prefabricated Counterfort Retaining Wall System Compared With Existing Cast-In-Place Concrete StructuresDocument18 pagesDesign Principles of Totally Prefabricated Counterfort Retaining Wall System Compared With Existing Cast-In-Place Concrete StructuresHtin LynnNo ratings yet
- COTM 206: Concrete MaterialsDocument103 pagesCOTM 206: Concrete Materialsbolinag100% (7)
- Ok 68.55Document1 pageOk 68.55Sadashiva sahooNo ratings yet
- Work Procedure 1 1Document7 pagesWork Procedure 1 1Chrispin BarnigoNo ratings yet
- هموركات One Way SlabsDocument7 pagesهموركات One Way Slabsجاسم البصراويNo ratings yet
- Sae Astm Aisi ChartDocument1 pageSae Astm Aisi ChartOmar Jesus CocaNo ratings yet
- Cast-iron welding guide covers standardsDocument10 pagesCast-iron welding guide covers standardsclnNo ratings yet
- Cutter Wheel Chart 12 14Document4 pagesCutter Wheel Chart 12 14Pablo CoroNo ratings yet
- SpecsDocument16 pagesSpecsLea Ann BellenNo ratings yet
- Phosphorus Segregation in CR - Mo - V Cast Steel After Regenerative Heat TreatmentDocument6 pagesPhosphorus Segregation in CR - Mo - V Cast Steel After Regenerative Heat Treatmentsanketpavi21No ratings yet
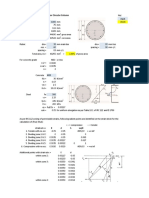
- Design PM Interaction Curve For Circular ColumnDocument3 pagesDesign PM Interaction Curve For Circular ColumnPoshan DhunganaNo ratings yet
- A1085 HSS: A Dynamic New Specification for Cold-Formed Steel DesignDocument5 pagesA1085 HSS: A Dynamic New Specification for Cold-Formed Steel DesignBJNo ratings yet
- Kingston Model 115: Kingston Safety & Relief ValvesDocument2 pagesKingston Model 115: Kingston Safety & Relief ValvesAntonio SerranoNo ratings yet
- CPLAST 114 Technical Data SheetDocument2 pagesCPLAST 114 Technical Data Sheetraviteja036No ratings yet
- AR Shear Connector Benefits Composite Steel ConstructionDocument16 pagesAR Shear Connector Benefits Composite Steel ConstructiondedeNo ratings yet
- Republic of the Philippines Monthly Payment CertificateDocument7 pagesRepublic of the Philippines Monthly Payment CertificateHonesto LorenaNo ratings yet
- Bray-B-1008 ProdProfile 06 07 2016Document13 pagesBray-B-1008 ProdProfile 06 07 2016Osvaldo Junges BomfimNo ratings yet
- C2 X4 NMRB 5Document251 pagesC2 X4 NMRB 5worldchemical574191% (11)
- 09 MaschinenfabrikReinhausen on-LoadTap-ChangerDocument16 pages09 MaschinenfabrikReinhausen on-LoadTap-ChangerRahul SharmaNo ratings yet
- Tafila Technical University Course Syllabus for Manufacturing Processes (1) / Metal CuttingDocument4 pagesTafila Technical University Course Syllabus for Manufacturing Processes (1) / Metal CuttingG. Dancer GhNo ratings yet
- American Standard Price Catalogue 2022 - Top Bathroom Products Under 40Document76 pagesAmerican Standard Price Catalogue 2022 - Top Bathroom Products Under 40priya mahthaNo ratings yet