You might also like
- API 660 InterpretationsDocument3 pagesAPI 660 InterpretationsMuhammadShabbir0% (1)
- Undercut Anchors in Uncracked Concrete: A For The Range 25° A 90°. Furche Speculates That This Zone of CrushedDocument3 pagesUndercut Anchors in Uncracked Concrete: A For The Range 25° A 90°. Furche Speculates That This Zone of CrushedAnonymous YW5mvpNo ratings yet
- Compile Amendment of IRC 112Document54 pagesCompile Amendment of IRC 112Sulabh GuptaNo ratings yet
- March-2020 CDRDocument4 pagesMarch-2020 CDRShivam SharmaNo ratings yet
- API Standard 660 TI PDFDocument7 pagesAPI Standard 660 TI PDFJoko KumboroNo ratings yet
- Irc 24 2010 1 PDFDocument2 pagesIrc 24 2010 1 PDFJ. Kumar Infraprojects LtdNo ratings yet
- Irc 24 2010 1 PDFDocument2 pagesIrc 24 2010 1 PDFLokeshNo ratings yet
- IRC-024-2010-Standard Specifications and Code of Practice For Road Bridges, Steel Road Bridges (Limit State Method)Document2 pagesIRC-024-2010-Standard Specifications and Code of Practice For Road Bridges, Steel Road Bridges (Limit State Method)Vuyyuru Hari Prasada ReddyNo ratings yet
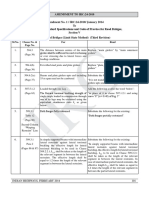
- IRC 24 (SteelRdBrdge) Amendment 01 IRC 24 2010, JAN 2014Document2 pagesIRC 24 (SteelRdBrdge) Amendment 01 IRC 24 2010, JAN 2014msn722005No ratings yet
- Lndian Standard: Penstock and Turbine Inlet Butterfly Valves For Hydropower Stations and SystemsDocument12 pagesLndian Standard: Penstock and Turbine Inlet Butterfly Valves For Hydropower Stations and SystemsGREYHOUND ENGINEERS INDIA INDIA PVT.LTDNo ratings yet
- ANC Comments On Proposed BS 8233Document21 pagesANC Comments On Proposed BS 8233Neeskens D'melloNo ratings yet
- 3.sivananda Flyover PMC WODocument9 pages3.sivananda Flyover PMC WOShaileshRastogiNo ratings yet
- HVAC Duct Shapes Identification and Description of Design ConfigurationDocument19 pagesHVAC Duct Shapes Identification and Description of Design ConfigurationDarwin DarmawanNo ratings yet
- F1005-91 (2013) Standard Practice For HVAC Duct Shapes Identification and Description of Design ConfigurationDocument19 pagesF1005-91 (2013) Standard Practice For HVAC Duct Shapes Identification and Description of Design ConfigurationislamakthamNo ratings yet
- (.K Igi : Dcsign Concepts A T D Detailing SlabsDocument48 pages(.K Igi : Dcsign Concepts A T D Detailing SlabsKosygin LeishangthemNo ratings yet
- Research Article: Impeller Design of A Centrifugal Fan With Blade OptimizationDocument17 pagesResearch Article: Impeller Design of A Centrifugal Fan With Blade OptimizationAldrin CastañetoNo ratings yet
- IS-2911-part-1sec-1-2010-design-and Construction-Of-Pile-Foundation PDFDocument22 pagesIS-2911-part-1sec-1-2010-design-and Construction-Of-Pile-Foundation PDFRajan VANo ratings yet
- Modern Steel Construction's MonthlyDocument2 pagesModern Steel Construction's MonthlyircivilcivilNo ratings yet
- IRC-112-2011 - 2019-10 - Amendment 8Document7 pagesIRC-112-2011 - 2019-10 - Amendment 8AnoopNo ratings yet
- Modern Engineering For Design of Liquid (123-224)Document102 pagesModern Engineering For Design of Liquid (123-224)Misha's Kitchen And OtherNo ratings yet
- One Engineer's Opinion - Bolted SplicesDocument2 pagesOne Engineer's Opinion - Bolted SplicesDoctoreNo ratings yet
- BigBoltArticle BlendulfDocument5 pagesBigBoltArticle BlendulfDominicNo ratings yet
- 68 - Cartalos Et Dupuis (1993)Document11 pages68 - Cartalos Et Dupuis (1993)Hicham HichamNo ratings yet
- Bradshaw - Fernholz - TurbulenceDocument63 pagesBradshaw - Fernholz - TurbulenceAustin FritzkeNo ratings yet
- Extent of Double Continuous Welding For Special Service CraftDocument4 pagesExtent of Double Continuous Welding For Special Service CrafttaddeoNo ratings yet
- Latest Amendments in IRC Codes 2Document24 pagesLatest Amendments in IRC Codes 2Pravin GundeliNo ratings yet
- Effect of The Position of The Boundary Rivets On The Quality of Riveted Single Strap Butt JointsDocument17 pagesEffect of The Position of The Boundary Rivets On The Quality of Riveted Single Strap Butt JointsGergo MarkotanyosNo ratings yet
- DRILCO Handbook 2001Document99 pagesDRILCO Handbook 2001Carlos Perdomo100% (2)
- SPE/IADC 67715 Drilling With Rotary Steerable System Reduces Wellbore TortuosityDocument10 pagesSPE/IADC 67715 Drilling With Rotary Steerable System Reduces Wellbore TortuosityMuhammad AndaruNo ratings yet
- Recent Developments in Rocket Nozzle Configurations: G. V. R. RaoDocument7 pagesRecent Developments in Rocket Nozzle Configurations: G. V. R. RaoRou MàissàNo ratings yet
- Shaw 1970Document6 pagesShaw 1970ahmeterenbacakNo ratings yet
- Wiley Journal (American Water Works Association)Document4 pagesWiley Journal (American Water Works Association)Cassandra NeoNo ratings yet
- Depth I Ys: Will Volve ElowDocument26 pagesDepth I Ys: Will Volve ElowPaulNo ratings yet
- IRC 24-2010 Ammendment & Errata (Feb-14)Document6 pagesIRC 24-2010 Ammendment & Errata (Feb-14)avisek_basuNo ratings yet
- 3 - Aerodynamic Components - 2001 - Compressor PerformanceDocument9 pages3 - Aerodynamic Components - 2001 - Compressor Performancedaniel ortizNo ratings yet
- Code Commentary: R21.5 - Flexural Members of Special Moment Frames 21.5 - Flexural Members of Special Moment FramesDocument1 pageCode Commentary: R21.5 - Flexural Members of Special Moment Frames 21.5 - Flexural Members of Special Moment Framesminhthanha6No ratings yet
- Spe - 74533 NPTDocument7 pagesSpe - 74533 NPTFuad JannatovNo ratings yet
- AD 450 - Resistance of Composite Slabs To Concentrated Loads, October 2020Document1 pageAD 450 - Resistance of Composite Slabs To Concentrated Loads, October 2020symon ellimacNo ratings yet
- Design of Simple WeldDocument1 pageDesign of Simple Weldshantanu chowdhuryNo ratings yet
- Solving The Mysteries of The Fin Pass: ProducingresultsDocument3 pagesSolving The Mysteries of The Fin Pass: ProducingresultswahyoesoemantriNo ratings yet
- Effects of A Parametric Variation of The Rim Seal Geometry On The Interaction Between Hub Leakage and Mainstream Flows in High Pressure TurbinesDocument11 pagesEffects of A Parametric Variation of The Rim Seal Geometry On The Interaction Between Hub Leakage and Mainstream Flows in High Pressure TurbinesIvan MagriniNo ratings yet
- Spe/Iadc: SPE/IADC 21916 Pore Pressure Ahead of The BitDocument10 pagesSpe/Iadc: SPE/IADC 21916 Pore Pressure Ahead of The BitRGunawan4No ratings yet
- Ibc DeflectionDocument3 pagesIbc Deflectiongraziella njeimNo ratings yet
- Floor Vibrations Due To Human TrafficDocument1 pageFloor Vibrations Due To Human TrafficrmalantcNo ratings yet
- Design Appendix For Structural Steel DesignDocument36 pagesDesign Appendix For Structural Steel DesignridzwanNo ratings yet
- Ejectors Give Any Suction PressureDocument7 pagesEjectors Give Any Suction PressureShiva BalanNo ratings yet
- 393 Part CSR-BT e 20180305Document72 pages393 Part CSR-BT e 20180305Atsil DzakwanNo ratings yet
- Optimization of A Subsonic Wind Tunnel Nozzle With Low Contraction Ratio Via Ball-Spine Inverse Design MethodDocument9 pagesOptimization of A Subsonic Wind Tunnel Nozzle With Low Contraction Ratio Via Ball-Spine Inverse Design MethodBành Đức MinhNo ratings yet
- IS 2911 Part 1 Sec2 2010Document26 pagesIS 2911 Part 1 Sec2 2010Maheswara VarmaNo ratings yet
- Hot BoltingDocument4 pagesHot BoltingRyan Duhon100% (1)
- Cavitation in Process ValvesDocument2 pagesCavitation in Process Valvesjoaoaugusto79No ratings yet
- Limit - State - Design - of - Piles, - Pile (MUST BE STUDIED)Document8 pagesLimit - State - Design - of - Piles, - Pile (MUST BE STUDIED)ali tahaNo ratings yet
- AD 266 - Shear Connection in Composite BeamsDocument2 pagesAD 266 - Shear Connection in Composite Beamssymon ellimacNo ratings yet
- Nazar Aldabash R1Document17 pagesNazar Aldabash R1ABDULLAH SHAHRIAR PIYAL CHY 1803034No ratings yet
- PP-1999-06 Opening in Blind FlangeDocument4 pagesPP-1999-06 Opening in Blind FlangesaudimanNo ratings yet
- 1 General 1.1 ScopeDocument13 pages1 General 1.1 ScopeTim TsaoNo ratings yet
- Flow Measurement: By Square-Edged Orifice Plate Using Corner TappingsFrom EverandFlow Measurement: By Square-Edged Orifice Plate Using Corner TappingsRating: 5 out of 5 stars5/5 (1)
- Contact Lens Design Tables: Tables for the Determination of Surface Radii of Curvature of Hard Contact Lenses to Give a Required Axial Edge LiftFrom EverandContact Lens Design Tables: Tables for the Determination of Surface Radii of Curvature of Hard Contact Lenses to Give a Required Axial Edge LiftNo ratings yet
- API 692 Seal Gas Filters & SeparatorsDocument4 pagesAPI 692 Seal Gas Filters & SeparatorsTasawwur Tahir100% (1)
- API682Document16 pagesAPI682peach5No ratings yet
- EagleBurgmann - DMS - TSE - E5 - Brochure Mechnical Seal Technology and Selection - EN - 16.05.2017 PDFDocument58 pagesEagleBurgmann - DMS - TSE - E5 - Brochure Mechnical Seal Technology and Selection - EN - 16.05.2017 PDFImmanuel AutomatonNo ratings yet
- Advancements in Mechanical Sealing - API 682 4Th Edition PDFDocument19 pagesAdvancements in Mechanical Sealing - API 682 4Th Edition PDFReyes SanchezNo ratings yet
- API 682 Seal Selection Process FinalDocument28 pagesAPI 682 Seal Selection Process FinalTasawwur Tahir100% (1)
- EagleBurgmann - AP4-BKTE - E4 - API 682 4th Edition Piping Plans - EN - 30.05.2017Document68 pagesEagleBurgmann - AP4-BKTE - E4 - API 682 4th Edition Piping Plans - EN - 30.05.2017Saqib AminNo ratings yet
- Using Laser Machined SiC Faces To Withstand Electro Kinetic Driven CorrosionDocument19 pagesUsing Laser Machined SiC Faces To Withstand Electro Kinetic Driven CorrosionTasawwur TahirNo ratings yet
- Case Study - Magnetic Drive Pumps For Scrubbing ServiceDocument1 pageCase Study - Magnetic Drive Pumps For Scrubbing ServiceTasawwur TahirNo ratings yet
- May2010 PDFDocument3 pagesMay2010 PDFJULIO CESARNo ratings yet
- Overview of Api 682 and Iso 21049: by Michael B. HuebnerDocument0 pagesOverview of Api 682 and Iso 21049: by Michael B. Huebnerdp75No ratings yet
- Case Study - Sealless Pumps in Sable Project Offshore of Nova ScotiaDocument1 pageCase Study - Sealless Pumps in Sable Project Offshore of Nova ScotiaTasawwur TahirNo ratings yet
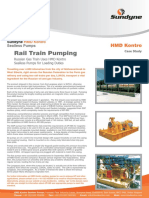
- Case Study - MagDrive Pump in Rail Train PumpingDocument1 pageCase Study - MagDrive Pump in Rail Train PumpingTasawwur TahirNo ratings yet
- Selecting Mechanical SealsDocument12 pagesSelecting Mechanical SealsTasawwur TahirNo ratings yet
- Case Study - Sealless Pumps For Schwarz PharmaDocument1 pageCase Study - Sealless Pumps For Schwarz PharmaTasawwur TahirNo ratings yet
- Case Study - Petronas Single Mechanical Seal Pump UpgradeDocument2 pagesCase Study - Petronas Single Mechanical Seal Pump UpgradeTasawwur TahirNo ratings yet
- Case Study - Magnetic Drive Pumps For Scrubbing ServiceDocument1 pageCase Study - Magnetic Drive Pumps For Scrubbing ServiceTasawwur TahirNo ratings yet
- US Oil Case Study - Internal Vapour MonitoringDocument2 pagesUS Oil Case Study - Internal Vapour MonitoringTasawwur TahirNo ratings yet
- Case Study - Sealless Pumps For Schwarz PharmaDocument1 pageCase Study - Sealless Pumps For Schwarz PharmaTasawwur TahirNo ratings yet
- Case Study - Huntsman Use HMD Kontro Sealless PumpsDocument1 pageCase Study - Huntsman Use HMD Kontro Sealless PumpsTasawwur TahirNo ratings yet
- Case Study - Petronas Single Mechanical Seal Pump UpgradeDocument2 pagesCase Study - Petronas Single Mechanical Seal Pump UpgradeTasawwur TahirNo ratings yet
- Sealless Pumps - Fit For Purpose Fluid HandlingDocument2 pagesSealless Pumps - Fit For Purpose Fluid HandlingTasawwur TahirNo ratings yet
- Case Study - Sealless Pumps in Sable Project Offshore of Nova ScotiaDocument1 pageCase Study - Sealless Pumps in Sable Project Offshore of Nova ScotiaTasawwur TahirNo ratings yet
- Case Study - Sealless Pumps For Schwarz PharmaDocument1 pageCase Study - Sealless Pumps For Schwarz PharmaTasawwur TahirNo ratings yet
- Case Study - MagDrive Pump in Rail Train PumpingDocument1 pageCase Study - MagDrive Pump in Rail Train PumpingTasawwur TahirNo ratings yet
- Case Study - Huntsman Use HMD Kontro Sealless PumpsDocument1 pageCase Study - Huntsman Use HMD Kontro Sealless PumpsTasawwur TahirNo ratings yet
- Case Study - Petronas Single Mechanical Seal Pump UpgradeDocument2 pagesCase Study - Petronas Single Mechanical Seal Pump UpgradeTasawwur TahirNo ratings yet
- Case Study - Sealless Pumps in Sable Project Offshore of Nova ScotiaDocument1 pageCase Study - Sealless Pumps in Sable Project Offshore of Nova ScotiaTasawwur TahirNo ratings yet
- Case Study - MagDrive Pump in Rail Train PumpingDocument1 pageCase Study - MagDrive Pump in Rail Train PumpingTasawwur TahirNo ratings yet
- Case Study - Magnetic Drive Pumps For Scrubbing ServiceDocument1 pageCase Study - Magnetic Drive Pumps For Scrubbing ServiceTasawwur TahirNo ratings yet
- Case Study - Huntsman Use HMD Kontro Sealless PumpsDocument1 pageCase Study - Huntsman Use HMD Kontro Sealless PumpsTasawwur TahirNo ratings yet
- CHAPTER 2 - ALGEBRA (Latest)Document41 pagesCHAPTER 2 - ALGEBRA (Latest)FirdausNo ratings yet
- The Aerodynamics of ParachutesDocument78 pagesThe Aerodynamics of Parachutesstevehuppert50% (2)
- The Extension Delivery SystemDocument10 pagesThe Extension Delivery SystemApril Jay Abacial IINo ratings yet
- Addressing Diversity Through The Years Special and Inclusive EducationDocument6 pagesAddressing Diversity Through The Years Special and Inclusive EducationJiezel SurinNo ratings yet
- ISO 20000-1 Gap Analysis QuestionaireDocument15 pagesISO 20000-1 Gap Analysis QuestionaireUsman Hamid67% (6)
- NIELIT Recruitment For Scientist and Technical Assistants 2017 Official NotificationDocument6 pagesNIELIT Recruitment For Scientist and Technical Assistants 2017 Official NotificationKshitija100% (1)
- Propositional LogicDocument41 pagesPropositional LogicMuneeb Javaid100% (1)
- Capital Budgeting and Capital Budgeting and Risk Analysis Risk AnalysisDocument16 pagesCapital Budgeting and Capital Budgeting and Risk Analysis Risk AnalysisHaris FendiarNo ratings yet
- Sheet Metal Cutting Using Geneva MechanismDocument27 pagesSheet Metal Cutting Using Geneva MechanismsingamNo ratings yet
- Makaut Grade Card Collection Notice 2018-19Document1 pageMakaut Grade Card Collection Notice 2018-19Sourav PandaNo ratings yet
- Chapter 6 SBLDocument4 pagesChapter 6 SBLbrave manNo ratings yet
- Researchpaper Should Removable Media Be Encrypted - PDF - ReportDocument15 pagesResearchpaper Should Removable Media Be Encrypted - PDF - ReportSakshi Dhananjay KambleNo ratings yet
- Making Women's Medicine Masculine: OxpordDocument17 pagesMaking Women's Medicine Masculine: OxpordAdolfo Baqueiro100% (1)
- 1:100 Scale: SPACE-X "Crew Dragon 2" Demo Mission-1 CapsuleDocument9 pages1:100 Scale: SPACE-X "Crew Dragon 2" Demo Mission-1 CapsuleBearium YTNo ratings yet
- Rexroth Hd2 ControlairDocument15 pagesRexroth Hd2 ControlairRafaelNo ratings yet
- 6000 Most Common Korean Words - For All TOPIK Levels PDFDocument232 pages6000 Most Common Korean Words - For All TOPIK Levels PDFZac67% (3)
- Rivers and Their Origin (Top MCQ)Document24 pagesRivers and Their Origin (Top MCQ)Anil Yadav100% (1)
- Cambridge International AS & A Level: Biology 9700/21Document18 pagesCambridge International AS & A Level: Biology 9700/21Lavanya EaswarNo ratings yet
- 01.introduction To Earth ScienceDocument29 pages01.introduction To Earth ScienceIshan Chua100% (1)
- MLAB 3 - BoilerDocument3 pagesMLAB 3 - BoilerReden LopezNo ratings yet
- Ut 621024Document14 pagesUt 621024DarleiDuarteNo ratings yet
- Alderamin On The Sky - Volume 7Document311 pagesAlderamin On The Sky - Volume 7Pedro SilvaNo ratings yet
- Cocoon 8002 PDFDocument24 pagesCocoon 8002 PDFaxisNo ratings yet
- NEC G266 Quick Reference GuideDocument3 pagesNEC G266 Quick Reference GuideIonut Gabriel DascaluNo ratings yet
- Ground Architecture (Mourad Medhat)Document146 pagesGround Architecture (Mourad Medhat)Aída SousaNo ratings yet
- Kick-Ass Customer Service-Part 1Document3 pagesKick-Ass Customer Service-Part 1Mahfuzul Haque SujanNo ratings yet
- P&G Interview QuestionsDocument2 pagesP&G Interview Questionssupu100% (3)
- Can Snails Become Habituated To A StimulusDocument2 pagesCan Snails Become Habituated To A StimulusSachitra Wijethunga100% (1)
- Chapter 15 - Leukocyte Migration and Inflammation - The IS Relies Upon The Continual Circulation of Leukocytes Through The BodyDocument12 pagesChapter 15 - Leukocyte Migration and Inflammation - The IS Relies Upon The Continual Circulation of Leukocytes Through The BodyEmad ManniNo ratings yet
- Ground Vehicle Operations ICAODocument31 pagesGround Vehicle Operations ICAOMohran HakimNo ratings yet