You might also like
- Mining (Management and Safety) Regulations 1990 PDFDocument125 pagesMining (Management and Safety) Regulations 1990 PDFKudzai Wadotiona81% (21)
- Report EHTC HuntingDocument10 pagesReport EHTC HuntingOTPC POWER100% (1)
- Gas TurbineDocument24 pagesGas TurbineDante BolisayNo ratings yet
- ThermoDocument25 pagesThermoJerryco AlviarNo ratings yet
- Write Up For Boiler Interlock System (TCL) - Rev.1Document26 pagesWrite Up For Boiler Interlock System (TCL) - Rev.1raveekas6148No ratings yet
- Fans in Thermal Power PlantDocument3 pagesFans in Thermal Power Plantkiki270977No ratings yet
- Fans NptiDocument15 pagesFans NptigvprambabuNo ratings yet
- TTD PerformanceDocument5 pagesTTD PerformanceSriraja RajapNo ratings yet
- Maintenance & Troubleshooting Guide For BHELSCAN Flame Scanner SystemDocument8 pagesMaintenance & Troubleshooting Guide For BHELSCAN Flame Scanner SystemSaurabh Singh100% (1)
- WHRB Interlocks: S. No Boiler Equipment Logic For InterlocksDocument2 pagesWHRB Interlocks: S. No Boiler Equipment Logic For InterlocksAmeer MeerNo ratings yet
- Stator Water System Monitoring For Large Turbo-Generator-A User'S PerspectiveDocument12 pagesStator Water System Monitoring For Large Turbo-Generator-A User'S PerspectiveUmesh Hadiya100% (1)
- Interlock, Protection & Permissive of BFPDocument15 pagesInterlock, Protection & Permissive of BFPShweta Srivastava100% (2)
- 330mw DEHDocument22 pages330mw DEHkeerthi dayarathna100% (1)
- What Is The Work of Accumulator in Turbines - QuoraDocument4 pagesWhat Is The Work of Accumulator in Turbines - QuoraEr Suraj KumarNo ratings yet
- Secondary Air Damper ControlDocument6 pagesSecondary Air Damper ControlRajesh Kumar MohantyNo ratings yet
- 135MW CFBC Operation Manual 1 20080306Document148 pages135MW CFBC Operation Manual 1 20080306Sakthi Sekar CbiNo ratings yet
- CRH Drain Pot LevelDocument30 pagesCRH Drain Pot LevelBibhash SinghNo ratings yet
- Available Online Through: Research ArticleDocument10 pagesAvailable Online Through: Research ArticleAurobinda MishraNo ratings yet
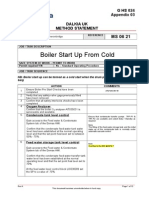
- MS 06 21 - Boiler Startup Frim Cold (Rev A - 03.01.12)Document12 pagesMS 06 21 - Boiler Startup Frim Cold (Rev A - 03.01.12)Prakash WarrierNo ratings yet
- Coal FeedDocument8 pagesCoal FeedaakashtrivediNo ratings yet
- FD FanDocument5 pagesFD FanPrudhvi RajNo ratings yet
- TG Referal DatapediaDocument20 pagesTG Referal Datapediajp mishraNo ratings yet
- Furnace Pressure ControlDocument5 pagesFurnace Pressure ControlAshvani ShuklaNo ratings yet
- Turbine Control and Efficiency ImporovementDocument6 pagesTurbine Control and Efficiency ImporovementUdhayakumar Venkataraman100% (1)
- Fuel Firing - Feeder SystemDocument335 pagesFuel Firing - Feeder Systemsrbehera1987No ratings yet
- Bhel - Proportional Servo Based Ehc Control - Analysys and TroubleshootingDocument6 pagesBhel - Proportional Servo Based Ehc Control - Analysys and Troubleshootingckstarun22No ratings yet
- Dokumen - Tips Coordinated Master Control in Thermal Power PlantDocument40 pagesDokumen - Tips Coordinated Master Control in Thermal Power Plant150819850No ratings yet
- Kwu Steam Turbine GoverningDocument25 pagesKwu Steam Turbine GoverningDevanshu SinghNo ratings yet
- Boiler Drum Level ControlDocument5 pagesBoiler Drum Level ControlAlka KaushikNo ratings yet
- Under Review/ This Is Not Final: Asif Shaikh Manager (Opn) Group-CDocument24 pagesUnder Review/ This Is Not Final: Asif Shaikh Manager (Opn) Group-CSAROJNo ratings yet
- Soot BlowersDocument264 pagesSoot BlowersNitin Sen100% (1)
- Primary Water System AbhiDocument17 pagesPrimary Water System Abhisatyanand lakkojuNo ratings yet
- RGMO SynopsisDocument2 pagesRGMO Synopsismahima sharmaNo ratings yet
- Format of Experience CertificatesDocument2 pagesFormat of Experience CertificatesChandrahas Sahu0% (1)
- Emergency Actions in Case of Station Blackout: A) Generator DC Seal Oil Pump StartedDocument1 pageEmergency Actions in Case of Station Blackout: A) Generator DC Seal Oil Pump Startedashish_ntpcNo ratings yet
- 500mw Checking and Setting of Hydraulic and ElectroDocument15 pages500mw Checking and Setting of Hydraulic and Electrothangarajm1984100% (1)
- 10 - Bus Transfer System Retroffiting - Concept NoteDocument9 pages10 - Bus Transfer System Retroffiting - Concept Notevitthal01No ratings yet
- Stopping of One Pa FanDocument1 pageStopping of One Pa FanShift Incharge BrbclNo ratings yet
- C&I WriteupDocument137 pagesC&I WriteupSayan AichNo ratings yet
- HP Bypass System and Reheater Protection LogicDocument11 pagesHP Bypass System and Reheater Protection LogicPrathamesh Gangal83% (6)
- 02 FSSS Logic SystemDocument51 pages02 FSSS Logic SystemSam100% (3)
- Generator ProtectionDocument24 pagesGenerator ProtectionSantoshkumar Gupta100% (2)
- 85017v1 Manual 505 STDocument176 pages85017v1 Manual 505 STWilliam Will Controle WoodwardNo ratings yet
- Steam Turbine Cycle: Turbine Cycle, Heat Balance Concept, Thermal Efficiency & PG TestDocument10 pagesSteam Turbine Cycle: Turbine Cycle, Heat Balance Concept, Thermal Efficiency & PG TestAakash Ranjan100% (1)
- C&I Part of SCDocument28 pagesC&I Part of SCSam100% (2)
- ResumeDocument7 pagesResumeponthirumaranNo ratings yet
- CEA Plant Performance Report 2011-12Document251 pagesCEA Plant Performance Report 2011-12lovelyshreeNo ratings yet
- 03 ID FD Logic SystemDocument40 pages03 ID FD Logic Systemamulya1981100% (1)
- LR Soot Blow PDFDocument35 pagesLR Soot Blow PDFvtbk100% (1)
- Secondary Air Damper Control in BoilerDocument10 pagesSecondary Air Damper Control in BoilerSourav DasNo ratings yet
- Turbine Protection & InterlockDocument7 pagesTurbine Protection & InterlockSony Rama100% (2)
- Bowl MillDocument10 pagesBowl MillAvtarNo ratings yet
- Soot BlowerDocument6 pagesSoot BlowerSamNo ratings yet
- Air Pre Heater Gyanendra Sharma NPTI DelhiDocument56 pagesAir Pre Heater Gyanendra Sharma NPTI DelhiNPTINo ratings yet
- Differential-Hall-Effect Based Sensors Series A5S Overview: Key FeaturesDocument8 pagesDifferential-Hall-Effect Based Sensors Series A5S Overview: Key FeaturesMA ShajahanNo ratings yet
- Functional Requirements and Concepts of Frequency Converter's Oil Application Control ProgramDocument78 pagesFunctional Requirements and Concepts of Frequency Converter's Oil Application Control ProgramRigoberto José Martínez CedeñoNo ratings yet
- Frequency Control of Grid Small Hydro Power SystemDocument66 pagesFrequency Control of Grid Small Hydro Power SystemTadele AmogneNo ratings yet
- Olga5 Usermanual PDFDocument453 pagesOlga5 Usermanual PDFAnonymous AtAGVssJNo ratings yet
- Controller Design For Controlling Water Level Control MechanismDocument24 pagesController Design For Controlling Water Level Control MechanismKasehun Getinet KitilaNo ratings yet
- 5th Power Pro3Document67 pages5th Power Pro3Fikre AwanoNo ratings yet
- Electrically Powered Hydraulic Steering SystemDocument63 pagesElectrically Powered Hydraulic Steering SystemShashi Chaurasia67% (3)
- Pump Protection - Tech ArticleDocument20 pagesPump Protection - Tech ArticleMuhammad Imran100% (2)
- CCTV FinalDocument28 pagesCCTV FinalDramebaaz SandeepNo ratings yet
- PAS Installation ManualDocument8 pagesPAS Installation ManualDramebaaz SandeepNo ratings yet
- System Advisor Model Report: Financial Model Performance ModelDocument3 pagesSystem Advisor Model Report: Financial Model Performance ModelDramebaaz SandeepNo ratings yet
- 4000A - 2x100x12mm - CU (OPEN D)Document4 pages4000A - 2x100x12mm - CU (OPEN D)Dramebaaz SandeepNo ratings yet
- ABB XLPE Cable Systems Users Guide Rev 3Document28 pagesABB XLPE Cable Systems Users Guide Rev 3vijaypshindeNo ratings yet
- PCM600 2.8 ReadMeDocument3 pagesPCM600 2.8 ReadMeDramebaaz SandeepNo ratings yet
- PCM600 28 Ig 756450 EnpDocument2 pagesPCM600 28 Ig 756450 EnpDramebaaz SandeepNo ratings yet
- Po Masstech PDFDocument4 pagesPo Masstech PDFDramebaaz SandeepNo ratings yet
- REQUEST QUOTE Current Transformer QuoteDocument3 pagesREQUEST QUOTE Current Transformer QuoteDramebaaz SandeepNo ratings yet
- C&R Panel (Without Automation) - Nov, 2016Document73 pagesC&R Panel (Without Automation) - Nov, 2016Dramebaaz SandeepNo ratings yet
- Guarantee Technical ParametersDocument3 pagesGuarantee Technical ParametersDramebaaz SandeepNo ratings yet
- 22c Um001 - en P PDFDocument218 pages22c Um001 - en P PDFDramebaaz SandeepNo ratings yet
- Boiler SafetyDocument24 pagesBoiler SafetynagarajsumaNo ratings yet
- Centum VPDocument101 pagesCentum VPNuman100% (4)
- Boiler Cable Tray RoutingDocument43 pagesBoiler Cable Tray RoutingJitendra DubeyNo ratings yet
- Lab Dline en Autoclave Tuttnauer 16 11 15 - 2Document16 pagesLab Dline en Autoclave Tuttnauer 16 11 15 - 2abid fahruddinNo ratings yet
- Boiler Heating SurfaceDocument4 pagesBoiler Heating SurfaceMikko OmanaNo ratings yet
- 使用说明书Document23 pages使用说明书huutinhNo ratings yet
- Thermal Design of Heat ExchangersDocument24 pagesThermal Design of Heat ExchangersWira NugrohoNo ratings yet
- Especificacion Caldera 700 BHP E-704Document2 pagesEspecificacion Caldera 700 BHP E-704AlejandroMuñozNo ratings yet
- Desuperheater Temperature Control System Using Distributed Control SystemDocument5 pagesDesuperheater Temperature Control System Using Distributed Control SystemEditor IJRITCCNo ratings yet
- HP & LP Bypass System - Steam Turbine Power PlantDocument4 pagesHP & LP Bypass System - Steam Turbine Power Plantamer_arauf100% (14)
- NTPC 2012-13 KT MeetDocument26 pagesNTPC 2012-13 KT MeetSouvik DuttaNo ratings yet
- Jericho Hyansalem Wicaksono - 5019201004Document3 pagesJericho Hyansalem Wicaksono - 5019201004Lucas JerichoNo ratings yet
- Mix Edit KoreksiDocument377 pagesMix Edit KoreksiAdila TyassiraNo ratings yet
- Ptiv Report 7TH SemDocument34 pagesPtiv Report 7TH SemDivyansh ChaturvediNo ratings yet
- 2296-30 e 09092022Document51 pages2296-30 e 09092022poornima100% (2)
- Satchwell Product Catalog PDFDocument36 pagesSatchwell Product Catalog PDFimagex5No ratings yet
- Sustainability in Energy and Buildings Results ofDocument320 pagesSustainability in Energy and Buildings Results ofchandasumaNo ratings yet
- Boiler Operator Safety TrainingDocument2 pagesBoiler Operator Safety TrainingTrainer 01No ratings yet
- En ConDocument313 pagesEn ConItilekha DashNo ratings yet
- 8 Steps - Control of Heating SystemsDocument192 pages8 Steps - Control of Heating SystemsIvanNo ratings yet
- Internship Report PonlaitDocument42 pagesInternship Report PonlaitDjeoshva Belies DNo ratings yet
- Gujarat Technological University: Project Report ON Scope of Utility Reduction in Chemical IndustryDocument24 pagesGujarat Technological University: Project Report ON Scope of Utility Reduction in Chemical IndustryPradeep SutharNo ratings yet
- Thapar Institute of Engg. & Tech., Patiala: Roll NumberDocument1 pageThapar Institute of Engg. & Tech., Patiala: Roll NumberGaurangiNo ratings yet
- Pumps in Steam Power Plants: Life Inducing DevicesDocument51 pagesPumps in Steam Power Plants: Life Inducing DevicesAshwinKumar Goswami100% (1)
- Boiler Commissioning PresentationDocument80 pagesBoiler Commissioning PresentationSam80% (5)
- Mep QB Jan 2010 Apr 2016Document37 pagesMep QB Jan 2010 Apr 2016Harish KumarNo ratings yet
- Boiler Purge & Burner Management SystemDocument7 pagesBoiler Purge & Burner Management SystemS V NAGESHNo ratings yet