You might also like
- Betriebs-Anleitung: Option For The ControlDocument40 pagesBetriebs-Anleitung: Option For The ControlAmir Hodzic100% (1)
- Betriebs-Anleitung: Design and FunctionsDocument18 pagesBetriebs-Anleitung: Design and FunctionsAmir Hodzic100% (1)
- MEASUREMENT DATA REGISTRATIONDocument2 pagesMEASUREMENT DATA REGISTRATIONAmir Hodzic100% (1)
- LH1402 - 10013 MBLDocument48 pagesLH1402 - 10013 MBLSzaby Kalman100% (2)
- Betriebs-Anleitung: Option For The ControlDocument54 pagesBetriebs-Anleitung: Option For The ControlAmir Hodzic100% (1)
- Betriebs-Anleitung: Option For The MachineDocument13 pagesBetriebs-Anleitung: Option For The MachineAmir HodzicNo ratings yet
- Betriebs-Anleitung: Programming HintsDocument44 pagesBetriebs-Anleitung: Programming HintsAmir Hodzic100% (1)
- LL1302 - 10332-Functiile MasiniDocument16 pagesLL1302 - 10332-Functiile MasiniSzaby Kalman100% (1)
- ITNC 530 HSCI Service Manual - 02 - 2012 - enDocument654 pagesITNC 530 HSCI Service Manual - 02 - 2012 - enWaldemarNo ratings yet
- Ransport and Installation Instructions CTX 510 EcoDocument32 pagesRansport and Installation Instructions CTX 510 EcoMiliano FilhoNo ratings yet
- Heidenhain Ik 121v ManualDocument116 pagesHeidenhain Ik 121v ManualmasinemaNo ratings yet
- YCM500AW Operatin Manual - InglésDocument107 pagesYCM500AW Operatin Manual - InglésConociendoANuestraGenteNo ratings yet
- TM Functional Safety 04 2012 en PDFDocument275 pagesTM Functional Safety 04 2012 en PDFWaldemarNo ratings yet
- Siemense SM 06 04 23 76Document17 pagesSiemense SM 06 04 23 76skidamdnevnoNo ratings yet
- Manual FanucDocument6 pagesManual FanucWermeson SousaNo ratings yet
- M&H Probing ManualDocument52 pagesM&H Probing ManualWietse van der Steen100% (1)
- LL1302 40011-ProgramareDocument60 pagesLL1302 40011-ProgramareSzaby Kalman100% (1)
- Leadwell NV-Serie 2015 PDFDocument8 pagesLeadwell NV-Serie 2015 PDFLevi BriceñoNo ratings yet
- Easy Probing Renishaw PDFDocument29 pagesEasy Probing Renishaw PDFJesus MedinaNo ratings yet
- BA 296-36 CA, 2, en - GBDocument1,534 pagesBA 296-36 CA, 2, en - GBOiciruam Coatl ZiurNo ratings yet
- KellenbergerDocument44 pagesKellenbergerAminNo ratings yet
- V-20i Machine Instruction ManualDocument70 pagesV-20i Machine Instruction ManualsunhuynhNo ratings yet
- Kia SKT210SYDocument94 pagesKia SKT210SYrastaeggNo ratings yet
- Betriebs-Anleitung: Option For The MachineDocument60 pagesBetriebs-Anleitung: Option For The MachineSzaby Kalman100% (2)
- Parameters 16i MADocument363 pagesParameters 16i MAGerardo AlcarazNo ratings yet
- Installation Manual for Extraction and Filter SystemsDocument42 pagesInstallation Manual for Extraction and Filter SystemsHannoun PartsNo ratings yet
- Emco Winnc Heidenhain TNC 426 Conversational The Emco Winnc Heidenhain TNC 426Document282 pagesEmco Winnc Heidenhain TNC 426 Conversational The Emco Winnc Heidenhain TNC 426AyoubNo ratings yet
- capto主轴标准Document87 pagescapto主轴标准中国心No ratings yet
- Parameter Manual Part 1Document474 pagesParameter Manual Part 1giuseppe abatiNo ratings yet
- 802Dsl AlarmesDocument438 pages802Dsl AlarmesWagner Rodolfo da SilvaNo ratings yet
- Fan Uc CNC Dual Check 01Document124 pagesFan Uc CNC Dual Check 01yogiboobooNo ratings yet
- Siemens Operator ManuelDocument64 pagesSiemens Operator ManuelFikret SönmezNo ratings yet
- Gls 150 SeriesDocument20 pagesGls 150 SeriesHâlid ŞenNo ratings yet
- FZ08 Fanuc Bed12 20Wz BA10 2000 ENDocument40 pagesFZ08 Fanuc Bed12 20Wz BA10 2000 ENCristian Gasca PatiñoNo ratings yet
- PLC Editor Manual enDocument43 pagesPLC Editor Manual enT FunnyNo ratings yet
- iTNC 530 Versatile Contouring ControlDocument60 pagesiTNC 530 Versatile Contouring ControlelumbNo ratings yet
- Manual de Instalacao Comando New990tdcaDocument100 pagesManual de Instalacao Comando New990tdcaAstrumosNo ratings yet
- TM Functional Safety 07 2011 enDocument229 pagesTM Functional Safety 07 2011 enWaldemarNo ratings yet
- HEIDENHAIN Absolute Encoder CNC ApplicationsDocument4 pagesHEIDENHAIN Absolute Encoder CNC ApplicationsocchityaNo ratings yet
- 21 Series Mill Controller Operation Manual: Date: 2013/11/08Document138 pages21 Series Mill Controller Operation Manual: Date: 2013/11/08Saif Uddin Ahmed100% (1)
- EP3 Use ManualDocument321 pagesEP3 Use Manualalejandro becerraNo ratings yet
- CNC Centurion 7 Programming Manual 179Document441 pagesCNC Centurion 7 Programming Manual 179Алексей ДоронинNo ratings yet
- VMC Maintenance Manual (Alarm) : (Mynx 6500/)Document156 pagesVMC Maintenance Manual (Alarm) : (Mynx 6500/)Sagar HankareNo ratings yet
- MVP 8040 Operators Manual Mveqth00 (Awea)Document224 pagesMVP 8040 Operators Manual Mveqth00 (Awea)Anonymous regHjENo ratings yet
- Cnctrain Fanuc0M: CNC Simulation Systems 1995 2010Document51 pagesCnctrain Fanuc0M: CNC Simulation Systems 1995 2010Siti Idah TawhidNo ratings yet
- Siemense CNC 48SP2Document19 pagesSiemense CNC 48SP2Xaoc KabataNo ratings yet
- Operator'S Manual: HFA-250/250W/400/400WDocument174 pagesOperator'S Manual: HFA-250/250W/400/400WcoronaqcNo ratings yet
- Средства разработки макросовDocument42 pagesСредства разработки макросовAndrey VilchikNo ratings yet
- Gsk980tdb User Manual 20090901Document453 pagesGsk980tdb User Manual 20090901Sandrita Marisol Chasiluisa100% (2)
- Issues with ROBOCUT α-CiB Series Software UpdatesDocument2 pagesIssues with ROBOCUT α-CiB Series Software Updatesnhatnguyen101No ratings yet
- CNC MitshibushiDocument394 pagesCNC MitshibushiMathi AlaganNo ratings yet
- 1084-Apelio 5610 Parts List Rev (2) - 2Document662 pages1084-Apelio 5610 Parts List Rev (2) - 2李明泰No ratings yet
- DMU 70 Mechanik iTNC530Document74 pagesDMU 70 Mechanik iTNC530tolik19731No ratings yet
- MTB Tech BlogDocument41 pagesMTB Tech Blog이종훈No ratings yet
- User Manual v530 Bhe en v530 - 00fDocument128 pagesUser Manual v530 Bhe en v530 - 00fIonut-Daniel GeoNo ratings yet
- Operating Manual: LKHSP Self-Priming Centrifugal PumpDocument15 pagesOperating Manual: LKHSP Self-Priming Centrifugal Pumppablo ortizNo ratings yet
- Al Self Priming PumpDocument15 pagesAl Self Priming PumpHalley ElangovanNo ratings yet
- Husco PDFDocument70 pagesHusco PDFhamdaNo ratings yet
- Compact Hydraulic Directional Control ValveDocument34 pagesCompact Hydraulic Directional Control Valvebaskaranv100% (1)
- Bar Loading Magazine - Part 1: Operating InstructionsDocument50 pagesBar Loading Magazine - Part 1: Operating InstructionsAmir HodzicNo ratings yet
- Notes On Operating Materials: General InformationDocument18 pagesNotes On Operating Materials: General InformationAmir HodzicNo ratings yet
- Calibration Certificate Humidity SHTXX EDocument1 pageCalibration Certificate Humidity SHTXX EAmir HodzicNo ratings yet
- Safety Precautions: Operating InstructionsDocument34 pagesSafety Precautions: Operating InstructionsAmir HodzicNo ratings yet
- Salmson 2015-16 ENGDocument1,322 pagesSalmson 2015-16 ENGAmir Hodzic100% (1)
- Betriebs Anleitung: Attachment Bar Loading MagazineDocument48 pagesBetriebs Anleitung: Attachment Bar Loading MagazineAmir Hodzic100% (1)
- LL1602 10141Document100 pagesLL1602 10141Amir HodzicNo ratings yet
- Transportation, Installation, Commissioning: Operating InstructionsDocument32 pagesTransportation, Installation, Commissioning: Operating InstructionsAmir HodzicNo ratings yet
- Maintenance InstructionsDocument30 pagesMaintenance InstructionsAmir HodzicNo ratings yet
- Betriebs-Anleitung: Option To The MachineDocument8 pagesBetriebs-Anleitung: Option To The MachineAmir HodzicNo ratings yet
- Betriebs-Anleitung: Bar Loading Magazine Index LM 3200 LM 3700 LM 4200Document28 pagesBetriebs-Anleitung: Bar Loading Magazine Index LM 3200 LM 3700 LM 4200Amir HodzicNo ratings yet
- Betriebs-Anleitung: Option For The MachineDocument13 pagesBetriebs-Anleitung: Option For The MachineAmir HodzicNo ratings yet
- Notes On Operating Materials: General InformationDocument18 pagesNotes On Operating Materials: General InformationAmir HodzicNo ratings yet
- LL1602 10184Document18 pagesLL1602 10184Amir Hodzic100% (1)
- Betriebs Anleitung: Attachment Bar Loading MagazineDocument48 pagesBetriebs Anleitung: Attachment Bar Loading MagazineAmir Hodzic100% (1)
- Bar Loading Magazine - Part 1: Operating InstructionsDocument50 pagesBar Loading Magazine - Part 1: Operating InstructionsAmir HodzicNo ratings yet
- Safety Precautions: Operating InstructionsDocument34 pagesSafety Precautions: Operating InstructionsAmir HodzicNo ratings yet
- Betriebs-Anleitung: Bar Loading Magazine Index LM 3200 LM 3700 LM 4200Document28 pagesBetriebs-Anleitung: Bar Loading Magazine Index LM 3200 LM 3700 LM 4200Amir HodzicNo ratings yet
- Betriebs-Anleitung: Option For The MachineDocument13 pagesBetriebs-Anleitung: Option For The MachineAmir HodzicNo ratings yet
- Betriebs-Anleitung: Programming HintsDocument44 pagesBetriebs-Anleitung: Programming HintsAmir Hodzic100% (1)
- Betriebs-Anleitung: Design and Functions of The MachineDocument14 pagesBetriebs-Anleitung: Design and Functions of The MachineAmir HodzicNo ratings yet
- Sulaiman Al Qudaibi Co.: Medium Term (1000 H) Hydrostatic Pressure Survival Test ProcedureDocument8 pagesSulaiman Al Qudaibi Co.: Medium Term (1000 H) Hydrostatic Pressure Survival Test ProcedureNADEEM AHMEDNo ratings yet
- Pearly Co Cleared Funds ForecastDocument8 pagesPearly Co Cleared Funds ForecastPutin Phy0% (1)
- 2.factory Price - Alarm Accessories-Complete 20150325Document15 pages2.factory Price - Alarm Accessories-Complete 20150325FREE BUSINESS INTELLIGENCENo ratings yet
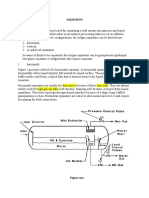
- Separators: Figure OneDocument8 pagesSeparators: Figure OneMohamed Moder100% (1)
- Different Surgical Modalities For Management of Postburn FL Exion Contracture of The ElbowDocument6 pagesDifferent Surgical Modalities For Management of Postburn FL Exion Contracture of The ElbowMadhuchandra HirehalliNo ratings yet
- Envl 4300 Lab3Document9 pagesEnvl 4300 Lab3api-662867343No ratings yet
- S# Isin CFI Code (As Per New ISO) Security Name Security Symbol Sector Name Security Type StatusDocument25 pagesS# Isin CFI Code (As Per New ISO) Security Name Security Symbol Sector Name Security Type StatusahmedalishNo ratings yet
- Proper Application of Duff Phelps ERP Adjustment PDFDocument4 pagesProper Application of Duff Phelps ERP Adjustment PDFramsiva354No ratings yet
- (IJCST-V11I6P5) :A.E.E. El-Alfi, M. E. A. Awad, F. A. A. KhalilDocument9 pages(IJCST-V11I6P5) :A.E.E. El-Alfi, M. E. A. Awad, F. A. A. KhalilEighthSenseGroupNo ratings yet
- RESOLUTION 2022-08 Denial of Setback VarianceDocument5 pagesRESOLUTION 2022-08 Denial of Setback VarianceMatt McKinneyNo ratings yet
- Smoke Stratification - Understanding the DynamicsDocument3 pagesSmoke Stratification - Understanding the DynamicsGagan UpadhyayNo ratings yet
- Flashcards - CP4 Preparation of A Standard Solution and Titration - Edexcel IAL Chemistry A-LevelDocument37 pagesFlashcards - CP4 Preparation of A Standard Solution and Titration - Edexcel IAL Chemistry A-LevelTravel UnlimitedNo ratings yet
- Shrimp ReceipeDocument2 pagesShrimp Receipedonna blazoNo ratings yet
- Deliver VALUE and RENEWABLE FUTUREDocument30 pagesDeliver VALUE and RENEWABLE FUTUREAlexandru SuciuNo ratings yet
- Trilon C Types TI enDocument11 pagesTrilon C Types TI enjuanfelipehincapieNo ratings yet
- Administrative Case ResolutionDocument2 pagesAdministrative Case ResolutionEunice Osam RamirezNo ratings yet
- 342Mass&HeatModule (3) Soln071118 OlefinPlantDocument12 pages342Mass&HeatModule (3) Soln071118 OlefinPlantmanuelNo ratings yet
- Cerberus PRO Product Catalog: Fire Safety Products and AccessoriesDocument253 pagesCerberus PRO Product Catalog: Fire Safety Products and AccessoriesleonardoleitealertaNo ratings yet
- SP-200 Advanced PumpDocument4 pagesSP-200 Advanced PumpOsvaldo BravoNo ratings yet
- Polythionic Acid Stress Corrosion CrackingDocument2 pagesPolythionic Acid Stress Corrosion CrackingVajid MadathilNo ratings yet
- IRC Girl Shine Part 4 DigitalDocument124 pagesIRC Girl Shine Part 4 DigitalMónica SalesNo ratings yet
- WCDMA Optimization Case StudyDocument60 pagesWCDMA Optimization Case StudyRamesh Nikam100% (1)
- Color Me VeganDocument272 pagesColor Me VeganBela Luísa Novo100% (1)
- Aire Acondicionado Mazda 3 2006Document2 pagesAire Acondicionado Mazda 3 2006Jhon ConnorNo ratings yet
- Make Every Day Count: George Eliot's inspirational poemDocument3 pagesMake Every Day Count: George Eliot's inspirational poemRUTUJA KALENo ratings yet
- Pathology AIIMSDocument26 pagesPathology AIIMSvkNo ratings yet
- 01 Well Head ComponentsDocument46 pages01 Well Head ComponentsKhanh Pham Minh100% (7)
- Asia Pacific College of Advanced StudiesDocument4 pagesAsia Pacific College of Advanced StudiesRussel QuinonesNo ratings yet
- NCM 106 Acute Biologic CrisisDocument142 pagesNCM 106 Acute Biologic CrisisEllamae Chua88% (8)
- Automated Hematology Cell Counters 12-09-2023Document161 pagesAutomated Hematology Cell Counters 12-09-2023Tom JohnathanNo ratings yet