You might also like
- British Standards For WeldingDocument8 pagesBritish Standards For Weldingsusanweb100% (3)
- CBLM Core Smaw nc1Document57 pagesCBLM Core Smaw nc1MANPOWER ORMOC100% (5)
- TVL-SMAW 12 - Week 4 - Lesson 2 - International Welding Codes and StandardsDocument12 pagesTVL-SMAW 12 - Week 4 - Lesson 2 - International Welding Codes and StandardsNelPalalon100% (1)
- Facilitating Learning Sessions: Competency-Based Learning MaterialsDocument6 pagesFacilitating Learning Sessions: Competency-Based Learning MaterialsElham Jaraine Garcia LptNo ratings yet
- CBLMDocument11 pagesCBLMfred gallardoNo ratings yet
- MODULES OF INSTRUCTION Coresmawnc1Document16 pagesMODULES OF INSTRUCTION Coresmawnc1KaJong JaclaNo ratings yet
- Core Smaw NC IDocument13 pagesCore Smaw NC INICOSAT CollegesNo ratings yet
- Final Tle - Ia - Smaw Grades 11-12 01.09.2014Document9 pagesFinal Tle - Ia - Smaw Grades 11-12 01.09.2014Renante Deseo60% (5)
- CBLM Smaw NciiDocument44 pagesCBLM Smaw NciiJacaskills Jstac50% (2)
- CBLM SMAW NC II GMTDocument68 pagesCBLM SMAW NC II GMTmikel SeritoNo ratings yet
- CBLM SmawDocument71 pagesCBLM SmawJoven Roque100% (2)
- Shielded Metal Arc WeldingDocument2 pagesShielded Metal Arc WeldingMarco ArellanoNo ratings yet
- TVL-Shielded Metal Arc Welding 12 Third: PanimulaDocument3 pagesTVL-Shielded Metal Arc Welding 12 Third: PanimulaFlorinda Gagasa100% (1)
- CBC - GmawDocument22 pagesCBC - GmawPrances PelobelloNo ratings yet
- Driving Session PlanDocument14 pagesDriving Session PlanErickson SongcalNo ratings yet
- Candidate's Name: Assessor Project-Based Assessment: QualificationDocument4 pagesCandidate's Name: Assessor Project-Based Assessment: QualificationmiraeNo ratings yet
- UNIT OF COMPETENCY: Weld Carbon Steel Plates MODULE TITLE: Performing Groove Welding On Carbon Steel PlatesDocument152 pagesUNIT OF COMPETENCY: Weld Carbon Steel Plates MODULE TITLE: Performing Groove Welding On Carbon Steel PlatesNaive Eilevor100% (2)
- Core CompetenciesDocument8 pagesCore CompetenciesMphilipTNo ratings yet
- CBLM PipeDocument44 pagesCBLM PipeAko Lang Poh100% (5)
- CBLM Smaw - NC IiDocument68 pagesCBLM Smaw - NC IiGissele Abolucion100% (3)
- Welding - SkillsUSADocument5 pagesWelding - SkillsUSACory StinnettNo ratings yet
- Module Weld Subsequent Filling PassDocument10 pagesModule Weld Subsequent Filling Passbarry bonzoNo ratings yet
- EDS 105 Introduction To Welding Rev 1Document29 pagesEDS 105 Introduction To Welding Rev 1kevin.machado6317No ratings yet
- Inspector Course OutlineDocument23 pagesInspector Course Outlinebhingmeh yotalNo ratings yet
- Shortcut To A WPSDocument18 pagesShortcut To A WPSCepi Sindang Kamulan100% (1)
- CBLM Smaw NC Ii PipeDocument40 pagesCBLM Smaw NC Ii PipeRyanM.PradelNo ratings yet
- Fab 04 WPS, WPQR, Welder Qualification, Welding Positions, Defect - Repair WeldingDocument39 pagesFab 04 WPS, WPQR, Welder Qualification, Welding Positions, Defect - Repair WeldingRaghu vamshiNo ratings yet
- Repair WeldDocument9 pagesRepair WeldEvan Jared L. GalvezNo ratings yet
- Module 1 SMAW 11 12 Q2 1Document13 pagesModule 1 SMAW 11 12 Q2 1Marc CadalinNo ratings yet
- Competency - Based Learning Materials: Metals and Engineering (Sector)Document44 pagesCompetency - Based Learning Materials: Metals and Engineering (Sector)Gissele Abolucion100% (1)
- Msed Msed-421 TrabajofinalDocument3 pagesMsed Msed-421 TrabajofinalCristian FusterNo ratings yet
- Welding Inspector May 2021Document8 pagesWelding Inspector May 2021SUNIL BABURAO GAVADENo ratings yet
- Welding Documentation (BBX 10504) : C1: IntroductionDocument20 pagesWelding Documentation (BBX 10504) : C1: IntroductionAhnaf Fadhlur Rahman Bin Awang HanibNo ratings yet
- PART 65 ASME IX - Part 3 How To Carry Out A Welder QualificationDocument9 pagesPART 65 ASME IX - Part 3 How To Carry Out A Welder Qualificationravindra_jivaniNo ratings yet
- Visual Testing: Level I and II: Course OutlineDocument3 pagesVisual Testing: Level I and II: Course OutlineMohammed Al-Odat100% (1)
- Acabado Tuberia SanitariaDocument21 pagesAcabado Tuberia SanitariaAndresNo ratings yet
- API577 IDC Weld Inspect Aug15 PDFDocument7 pagesAPI577 IDC Weld Inspect Aug15 PDFMohamad AzuwanNo ratings yet
- Fab & Erection Pro 20000klR1Document17 pagesFab & Erection Pro 20000klR1Gandhi OnoNo ratings yet
- CP Smaw L3Document18 pagesCP Smaw L3yeopsagorNo ratings yet
- Job Knowledge 13Document3 pagesJob Knowledge 13Mehmet SoysalNo ratings yet
- Weld Carbon Steel PipeDocument14 pagesWeld Carbon Steel PipeAdrienne Bates100% (2)
- Training Plan For Each Work PackageDocument10 pagesTraining Plan For Each Work PackageDalia PrinceNo ratings yet
- Welding & Welder QualificationsDocument39 pagesWelding & Welder QualificationsBanner BruceNo ratings yet
- PrayerDocument11 pagesPrayerTrecita BacoNo ratings yet
- Materi WI - EngDocument5 pagesMateri WI - EngDARYONO sudaryonoNo ratings yet
- Chapter 2 - Visual Inspection - 2016 - Applied Welding EngineeringDocument4 pagesChapter 2 - Visual Inspection - 2016 - Applied Welding EngineeringJhair Jhamidh Aquino PortocarreroNo ratings yet
- Welding Course PDFDocument46 pagesWelding Course PDFRogerio Salvagni100% (1)
- 1) For Ultrasonic Testing, Which of The Following Statements Is True?Document5 pages1) For Ultrasonic Testing, Which of The Following Statements Is True?Rohit MalhotraNo ratings yet
- QC General NotesDocument21 pagesQC General NotesBilly Kurniawan100% (2)
- Shielded Metal Arc Welding: Grade 10Document23 pagesShielded Metal Arc Welding: Grade 10Jessel Mejia OnzaNo ratings yet
- Shielded Metal Arc Welding: Grade 10Document23 pagesShielded Metal Arc Welding: Grade 10Jessel Mejia OnzaNo ratings yet
- WPS ManualDocument5 pagesWPS Manualarif maulanafNo ratings yet
- Module 4 - Welding Procedure Specification As Per AWS D1.1Document24 pagesModule 4 - Welding Procedure Specification As Per AWS D1.1strucmeNo ratings yet
- Ctrls Data Centers: WeldingDocument31 pagesCtrls Data Centers: WeldingBanner BruceNo ratings yet
- Dutyies of Welding InspectorDocument30 pagesDutyies of Welding InspectorMorg Actus100% (1)
- The Propose of Training Program For Welding Inspectors 2021Document5 pagesThe Propose of Training Program For Welding Inspectors 2021adelNo ratings yet
- Parts of A Competency-Based Learning Material PackageDocument19 pagesParts of A Competency-Based Learning Material PackageRoedfrey OrtizNo ratings yet
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesFrom EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Ladd 2022 0302 0247 TPSL Update Poa Portal Log in Issue DistDocument2 pagesLadd 2022 0302 0247 TPSL Update Poa Portal Log in Issue DistYuriiNo ratings yet
- CC MM 103 Ppt. LectureDocument57 pagesCC MM 103 Ppt. LectureYuriiNo ratings yet
- CC MM 101 SyllabusDocument2 pagesCC MM 101 SyllabusYuriiNo ratings yet
- PNP Examination Briefing Promotional Exams 2022Document168 pagesPNP Examination Briefing Promotional Exams 2022YuriiNo ratings yet
- Css CBC InstallDocument11 pagesCss CBC InstallYuriiNo ratings yet
- Methods of Research (2 Semester, 2020-2021) Pedrito Jose V. Bermudo, Edd PHD ProfessorDocument154 pagesMethods of Research (2 Semester, 2020-2021) Pedrito Jose V. Bermudo, Edd PHD ProfessorYuriiNo ratings yet
- CBC Organic AgriDocument14 pagesCBC Organic AgriYuriiNo ratings yet
- Section 1 Cookery NC Ii Qualification: TRS311203 Perform Computer OperationsDocument17 pagesSection 1 Cookery NC Ii Qualification: TRS311203 Perform Computer OperationsYuriiNo ratings yet
- CBC BPP BakeryDocument11 pagesCBC BPP BakeryYuriiNo ratings yet
- Carpentry Install Formwork ComponentsDocument10 pagesCarpentry Install Formwork ComponentsYuriiNo ratings yet
- Implan Re Ltopf Caravan 2019Document7 pagesImplan Re Ltopf Caravan 2019Yurii100% (2)
- Affidavit of UndertakingDocument2 pagesAffidavit of UndertakingYuriiNo ratings yet
- CS Form No AtdDocument1 pageCS Form No AtdYuriiNo ratings yet
- Affidavit of UndertakingDocument2 pagesAffidavit of UndertakingYuriiNo ratings yet
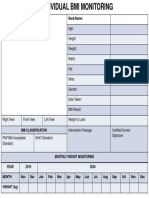
- Bmi Monitoring FormDocument1 pageBmi Monitoring FormYuriiNo ratings yet
- 8rxCAT-en Catalog PDFDocument388 pages8rxCAT-en Catalog PDFanne smithNo ratings yet
- Welded, Unannealed Austenitic Stainless Steel Tubular ProductsDocument4 pagesWelded, Unannealed Austenitic Stainless Steel Tubular ProductsDarwin DarmawanNo ratings yet
- SWASTIKDocument23 pagesSWASTIKSIW - OEMNo ratings yet
- National Steel Policy: M A R C H, 2 0 1 9Document36 pagesNational Steel Policy: M A R C H, 2 0 1 9farrukhNo ratings yet
- Qw/Qb-422 Ferrous/Nonferrous P-Numbers (Cont'D) Grouping of Base Metals For QualificationDocument7 pagesQw/Qb-422 Ferrous/Nonferrous P-Numbers (Cont'D) Grouping of Base Metals For QualificationHgagselim SelimNo ratings yet
- Fitting Shop ToolsDocument10 pagesFitting Shop ToolsAkmal ArslanNo ratings yet
- Catalogue 2017Document58 pagesCatalogue 2017ÇA-MAK MÜHENDİSLİKNo ratings yet
- WPS 2-A36 Rudder Shaft To FlangeDocument2 pagesWPS 2-A36 Rudder Shaft To FlangeNuwan RanaweeraNo ratings yet
- Basic SolderingDocument7 pagesBasic SolderingJohn Paolo AlvarezNo ratings yet
- JSW Steel IndustryDocument37 pagesJSW Steel IndustrySri Ganesh ComputersNo ratings yet
- Welding Electrode S (PecificationDocument15 pagesWelding Electrode S (PecificationprashantNo ratings yet
- The Guide: An Introduction To The Global Precious Metals OTC MarketDocument95 pagesThe Guide: An Introduction To The Global Precious Metals OTC MarketThiti Vanich100% (1)
- Plastics Processing: Bin Activator BA-310Document2 pagesPlastics Processing: Bin Activator BA-310Nguyên Võ TriệuNo ratings yet
- Combitech: System - Model ConstructionDocument52 pagesCombitech: System - Model ConstructionAdam JurkiewiczNo ratings yet
- Nikkon S2000 Floodlight CatalogueDocument2 pagesNikkon S2000 Floodlight CatalogueSrimathi VijayakumarNo ratings yet
- Tle 7 and 8 Smaw Week1Document6 pagesTle 7 and 8 Smaw Week1Mary Angeline MabulayNo ratings yet
- Cilindros Hidraulicos OEM ServicesDocument52 pagesCilindros Hidraulicos OEM ServicesGiancarloNo ratings yet
- 217-CEN Timber Structures - CEN TC 124Document4 pages217-CEN Timber Structures - CEN TC 124Selyun E OnnajNo ratings yet
- Gold Plating Service's - Plating Procedure ChartDocument1 pageGold Plating Service's - Plating Procedure Chartcicero gomes de souzaNo ratings yet
- Make A Wheel Marking GaugeDocument6 pagesMake A Wheel Marking Gaugeserkan ünlü100% (1)
- Priya Quality SpringDocument11 pagesPriya Quality SpringGanesan TNo ratings yet
- GS RC Wam 101 en 01Document44 pagesGS RC Wam 101 en 01tpanagiotopoulos90No ratings yet
- Die Maintenance. Die Repair. - The FabricatorDocument8 pagesDie Maintenance. Die Repair. - The FabricatorSIMONENo ratings yet
- Metalworking: Reporters: Casselle Madel Pable Ronie DagaleaDocument15 pagesMetalworking: Reporters: Casselle Madel Pable Ronie DagaleaRonie DagaleaNo ratings yet
- Blade - July 2007Document116 pagesBlade - July 2007Krisztián SzilágyiNo ratings yet
- Hudson Transfer Press BrochureDocument2 pagesHudson Transfer Press BrochureSean GribbenNo ratings yet
- Critical To Quality in Welding-1Document29 pagesCritical To Quality in Welding-1aadmaadmNo ratings yet
- Var TMP TMP Generated HomeGunsmithingDigest3rdEdition/Home+Gunsmithing+Digest+3rd+EditionDocument286 pagesVar TMP TMP Generated HomeGunsmithingDigest3rdEdition/Home+Gunsmithing+Digest+3rd+EditionRafael Luiz Fontana100% (1)
- Hinges: Catalogue Edition 5Document24 pagesHinges: Catalogue Edition 5fajar agungNo ratings yet
- NEW+Technical+Specifications+of+MOTI 30 3NCDocument26 pagesNEW+Technical+Specifications+of+MOTI 30 3NCVICTORIA SIOMARA OLAZO LUQUENo ratings yet