You might also like
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsRating: 5 out of 5 stars5/5 (1)
- Field Visit To Sunkoshi HydropowerDocument12 pagesField Visit To Sunkoshi HydropowerDipak100% (1)
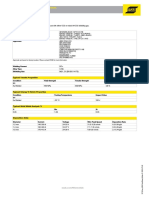
- OK Weartrode 30: Covered (Stick) Electrodes (Smaw) Hardfacing ElectrodesDocument1 pageOK Weartrode 30: Covered (Stick) Electrodes (Smaw) Hardfacing Electrodesraghubhaimantra4136No ratings yet
- Pipeweld 6010 Plus: Covered (Stick) Electrodes (Smaw) Mild Steel ElectrodesDocument1 pagePipeweld 6010 Plus: Covered (Stick) Electrodes (Smaw) Mild Steel ElectrodesRys Multiventas SacNo ratings yet
- en GB FactSheet Main 01Document1 pageen GB FactSheet Main 01Chandra YudistiraNo ratings yet
- Covered (Stick) Electrodes (Smaw) Stainless Steel ElectrodesDocument1 pageCovered (Stick) Electrodes (Smaw) Stainless Steel ElectrodesMohammad AdilNo ratings yet
- Exaton 383-16: Covered (Stick) Electrodes (Smaw) Stainless Steel ElectrodesDocument1 pageExaton 383-16: Covered (Stick) Electrodes (Smaw) Stainless Steel Electrodessergio jose morales perazaNo ratings yet
- WeartrodDocument1 pageWeartrodBhavik PatelNo ratings yet
- Covered (Stick) Electrodes (Smaw) Low Alloy Electrodes: Typical Tensile PropertiesDocument1 pageCovered (Stick) Electrodes (Smaw) Low Alloy Electrodes: Typical Tensile PropertiesNibin OdukkathilNo ratings yet
- Covered (Stick) Electrodes (Smaw) Low Alloy Electrodes: Typical Tensile PropertiesDocument1 pageCovered (Stick) Electrodes (Smaw) Low Alloy Electrodes: Typical Tensile Propertiescorsini999No ratings yet
- Covered (Stick) Electrodes (Smaw) Stainless Steel ElectrodesDocument1 pageCovered (Stick) Electrodes (Smaw) Stainless Steel ElectrodesXQNo ratings yet
- Ficha Tecnica Esab Electrodos EspecialesDocument1 pageFicha Tecnica Esab Electrodos EspecialesStanley RamirezNo ratings yet
- Covered (Stick) Electrodes (Smaw) Mild Steel Electrodes: Typical Tensile PropertiesDocument1 pageCovered (Stick) Electrodes (Smaw) Mild Steel Electrodes: Typical Tensile PropertiesKannan MurugesanNo ratings yet
- Covered (Stick) Electrodes (Smaw) Stainless Steel ElectrodesDocument1 pageCovered (Stick) Electrodes (Smaw) Stainless Steel Electrodestarun kaushalNo ratings yet
- Covered (Stick) Electrodes (Smaw) Low Hydrogen Electrodes: Typical Tensile PropertiesDocument1 pageCovered (Stick) Electrodes (Smaw) Low Hydrogen Electrodes: Typical Tensile PropertiesKrishna VachaNo ratings yet
- Covered (Stick) Electrodes (Smaw) Low Alloy Electrodes: Typical Tensile PropertiesDocument1 pageCovered (Stick) Electrodes (Smaw) Low Alloy Electrodes: Typical Tensile PropertiesNibin OdukkathilNo ratings yet
- ESABDocument1 pageESABXQNo ratings yet
- Esab Ok 94.35Document1 pageEsab Ok 94.35Ali VarmazyarNo ratings yet
- OK Ni-1: Typical Tensile PropertiesDocument1 pageOK Ni-1: Typical Tensile Propertiesharan2000No ratings yet
- en - GB FactSheet - Main 01Document1 pageen - GB FactSheet - Main 01joao guilhermeNo ratings yet
- Ok 74.86 Tensitrode: A Basic Coated Electrode For Steels and Castings With U.T.S. of Min. 690 MpaDocument1 pageOk 74.86 Tensitrode: A Basic Coated Electrode For Steels and Castings With U.T.S. of Min. 690 Mpamitesh prajapatiNo ratings yet
- Typical Tensile Properties: Approvals Are Based On Factory Location. Please Contact ESAB For More InformationDocument1 pageTypical Tensile Properties: Approvals Are Based On Factory Location. Please Contact ESAB For More InformationKukuh YuonoNo ratings yet
- Sureweld 6010: Covered (Stick) Electrodes (Smaw) Mild Steel ElectrodesDocument1 pageSureweld 6010: Covered (Stick) Electrodes (Smaw) Mild Steel ElectrodesGibbs PerNo ratings yet
- Atom Arc 8018Document2 pagesAtom Arc 8018Jagan TnNo ratings yet
- Covered (Stick) Electrodes (Smaw) Nickel Alloy Electrodes: Typical Tensile PropertiesDocument1 pageCovered (Stick) Electrodes (Smaw) Nickel Alloy Electrodes: Typical Tensile PropertiesKaung Sett LynnNo ratings yet
- Covered (Stick) Electrodes (Smaw) Low Hydrogen Electrodes: Typical Tensile PropertiesDocument1 pageCovered (Stick) Electrodes (Smaw) Low Hydrogen Electrodes: Typical Tensile PropertiesNibin OdukkathilNo ratings yet
- Covered (Stick) Electrodes (Smaw) Low Hydrogen Electrodes: Typical Tensile PropertiesDocument1 pageCovered (Stick) Electrodes (Smaw) Low Hydrogen Electrodes: Typical Tensile PropertiesNibin OdukkathilNo ratings yet
- EN 14700: E Z Fe1: Covered (Stick) Electrodes (Smaw) Hardfacing ElectrodesDocument1 pageEN 14700: E Z Fe1: Covered (Stick) Electrodes (Smaw) Hardfacing ElectrodesKARLNo ratings yet
- Steel 1.1191 XC48H1 C45EDocument1 pageSteel 1.1191 XC48H1 C45EAmirhossein Shahidi NejadNo ratings yet
- F For .: Approvals Are Based On Factory Location. Please Contact ESAB For More InformationDocument1 pageF For .: Approvals Are Based On Factory Location. Please Contact ESAB For More InformationTolga UZUNERNo ratings yet
- Glaistytieji Elektrodai (Smaw) Žemos Vandenilio Jonų Koncentracijos ElektrodaiDocument2 pagesGlaistytieji Elektrodai (Smaw) Žemos Vandenilio Jonų Koncentracijos ElektrodaiKiranNo ratings yet
- Shield Bright 309L-1Document1 pageShield Bright 309L-1adanmeneses1No ratings yet
- Product Data Sheet OK 76.18: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenDocument3 pagesProduct Data Sheet OK 76.18: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenKARLNo ratings yet
- en WW FactSheet Main 01Document1 pageen WW FactSheet Main 01Samuel TanNo ratings yet
- FICHADocument2 pagesFICHAadmisecoinperuNo ratings yet
- OK Tigrod 316LDocument1 pageOK Tigrod 316Laxisd47No ratings yet
- NL - NL FactSheet - Main 01Document1 pageNL - NL FactSheet - Main 01ronaldb322No ratings yet
- Typical Tensile Properties: Approvals Are Based On Factory Location. Please Contact ESAB For More InformationDocument1 pageTypical Tensile Properties: Approvals Are Based On Factory Location. Please Contact ESAB For More Informationw elhaj abdallaNo ratings yet
- Zamak-3 XometryDocument1 pageZamak-3 XometryFrancisco BocanegraNo ratings yet
- Covered (Stick) Electrodes (Smaw) Low Hydrogen ElectrodesDocument2 pagesCovered (Stick) Electrodes (Smaw) Low Hydrogen Electrodesdarmawan listyonoNo ratings yet
- OK Tigrod 12.61: Tig Rods (Gtaw) Mild Steel RodsDocument1 pageOK Tigrod 12.61: Tig Rods (Gtaw) Mild Steel RodsHusam AhmedNo ratings yet
- Aluminium 2017A 3.1325 Al Cu4MgDocument1 pageAluminium 2017A 3.1325 Al Cu4Mgk.d.oliveira.lucasNo ratings yet
- Carbocast 1 - eDocument1 pageCarbocast 1 - eali torabiNo ratings yet
- Ok 347 AutrodDocument2 pagesOk 347 Autrodjoao guilhermeNo ratings yet
- 278 en US FactSheet Main 01Document1 page278 en US FactSheet Main 01Jorge Manuel GuillermoNo ratings yet
- en - WW FactSheet - Main 01Document1 pageen - WW FactSheet - Main 01Mario FuentesklrlyNo ratings yet
- Nanofluids For Enhanced Economics and Safety of Nuclear ReactorsDocument25 pagesNanofluids For Enhanced Economics and Safety of Nuclear ReactorsManoj SaralayaNo ratings yet
- Wb56S M.M.A. Welding Electrode: Welding@wballoys - Co.ukDocument1 pageWb56S M.M.A. Welding Electrode: Welding@wballoys - Co.uklathasri78No ratings yet
- Your Reliable Welding Business Partner Worldwide"Document70 pagesYour Reliable Welding Business Partner Worldwide"Anonymous SLI4aGNo ratings yet
- UTP For OffshoreDocument16 pagesUTP For Offshorekamals55No ratings yet
- Product Data Sheet OK 67.55: E 'Manual Metal-Arc Welding'Document2 pagesProduct Data Sheet OK 67.55: E 'Manual Metal-Arc Welding'rajNo ratings yet
- Dual Shield 710X: Gas-Shielded Flux-Cored Wires (Fcaw) Mild Steel WiresDocument3 pagesDual Shield 710X: Gas-Shielded Flux-Cored Wires (Fcaw) Mild Steel WiresPhilippe TrudelNo ratings yet
- 1.7734-DatasheetDocument4 pages1.7734-DatasheetMax PrzybyllaNo ratings yet
- UTP 6222 MoDocument1 pageUTP 6222 ModantegimenezNo ratings yet
- OK Tigrod 316LDocument1 pageOK Tigrod 316Lbevara santhoshkumarNo ratings yet
- Esab 28: Covered (Stick) Electrodes (Smaw) Mild Steel ElectrodesDocument1 pageEsab 28: Covered (Stick) Electrodes (Smaw) Mild Steel Electrodesraghubhaimantra4136No ratings yet
- Resistance Heating Wire Nickel-Chromium Alloy 80% Nickel / 20% Chromium - N8Document2 pagesResistance Heating Wire Nickel-Chromium Alloy 80% Nickel / 20% Chromium - N8Idan FriedbergNo ratings yet
- AUTROD 316LSiDocument2 pagesAUTROD 316LSijoao guilhermeNo ratings yet
- Power Sources Rev 2Document19 pagesPower Sources Rev 2roc21012683No ratings yet
- Product Data Sheet OK 74.78: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenDocument2 pagesProduct Data Sheet OK 74.78: E 'Manual Metal-Arc Welding' ESAB Perstorp AB Swedentungau87No ratings yet
- OK Autrod 19.40Document1 pageOK Autrod 19.40joao guilhermeNo ratings yet
- JHTC Vol3Issue4-Sifolo CaseDocument4 pagesJHTC Vol3Issue4-Sifolo CaseAmR ZakiNo ratings yet
- Recovering Learning at All Levels (South Africa)Document2 pagesRecovering Learning at All Levels (South Africa)AmR ZakiNo ratings yet
- EN NEPAD PIDA PAP2 Project Prospectus Web 1 92 - 78 78Document1 pageEN NEPAD PIDA PAP2 Project Prospectus Web 1 92 - 78 78AmR ZakiNo ratings yet
- ﺔﻣﺎﻌﻟا ﺔﻣﻼﺴﻟا ﺪﻋاﻮﻗ General Safety Rules سﺮﻬﻔﻟاDocument12 pagesﺔﻣﺎﻌﻟا ﺔﻣﻼﺴﻟا ﺪﻋاﻮﻗ General Safety Rules سﺮﻬﻔﻟاAmR ZakiNo ratings yet
- Contractor ID Card For His TechnicianDocument1 pageContractor ID Card For His TechnicianAmR ZakiNo ratings yet
- IC Startup Templates Business Startup Checklist TemplateDocument2 pagesIC Startup Templates Business Startup Checklist TemplateAmR ZakiNo ratings yet
- Installation and Maintenance Manual: Pag. 8 / Date:01/04/2008Document1 pageInstallation and Maintenance Manual: Pag. 8 / Date:01/04/2008AmR ZakiNo ratings yet
- IC Competitive Analysis Template 9026Document8 pagesIC Competitive Analysis Template 9026AmR Zaki0% (1)
- Om4 Spreadsheet TemplatesDocument103 pagesOm4 Spreadsheet TemplatesAmR ZakiNo ratings yet
- The Model:: How Much Is The Quantity To Order?Document4 pagesThe Model:: How Much Is The Quantity To Order?AmR ZakiNo ratings yet
- Serial Job No Date Machine No Line Limit Day Description: Job Control 2011 Priorit YDocument2 pagesSerial Job No Date Machine No Line Limit Day Description: Job Control 2011 Priorit YAmR ZakiNo ratings yet
- Unit/course Book Recommended Reading Other Suggested ReadingDocument5 pagesUnit/course Book Recommended Reading Other Suggested ReadingAmR ZakiNo ratings yet
- TradeGecko Reorder Point Calculator ExcelDocument156 pagesTradeGecko Reorder Point Calculator ExcelAmR ZakiNo ratings yet
- Huwaei 130716153405 Phpapp01Document22 pagesHuwaei 130716153405 Phpapp01AmR ZakiNo ratings yet
- Rulman Ureticisi FirmalarDocument79 pagesRulman Ureticisi FirmalarAmR ZakiNo ratings yet
- Enablers Amr Final VersionDocument13 pagesEnablers Amr Final VersionAmR ZakiNo ratings yet
- 4D Seismic Analysis: Robertson Research International LTDDocument35 pages4D Seismic Analysis: Robertson Research International LTDHanan KakiNo ratings yet
- Sigma Institute of Engineering Department of Electrical Engineering Bakrol, VadodaraDocument11 pagesSigma Institute of Engineering Department of Electrical Engineering Bakrol, VadodaraBhavik PrajapatiNo ratings yet
- Experiment 1 Diode Characteristics: ObjectiveDocument8 pagesExperiment 1 Diode Characteristics: Objectivebirla_sNo ratings yet
- Siemens Sirius Industrial Controls CatalogDocument234 pagesSiemens Sirius Industrial Controls CatalogJohn SerbianNo ratings yet
- Como Desarmar en El Evaporador Nevera 4 PuertasDocument5 pagesComo Desarmar en El Evaporador Nevera 4 PuertasRamon OjedaNo ratings yet
- Ata 71 A 80 Power Plant Iaev 2500Document310 pagesAta 71 A 80 Power Plant Iaev 2500juanNo ratings yet
- D3.4 FinalDocument115 pagesD3.4 Finalwylie01No ratings yet
- CE-UG-2018 Spring FEB-JUN 2020Document42 pagesCE-UG-2018 Spring FEB-JUN 2020SalmanNo ratings yet
- NSO Class 8 Solved Sample PaperDocument8 pagesNSO Class 8 Solved Sample PaperHarry KimbleNo ratings yet
- 2023 Renewable Energy - IndiaDocument19 pages2023 Renewable Energy - IndiaPrince bhaiNo ratings yet
- Spares For Solar SiteDocument2 pagesSpares For Solar SiteSumit TyagiNo ratings yet
- Fossil Free Zones Case Study: LIFEHAUS, LebanonDocument11 pagesFossil Free Zones Case Study: LIFEHAUS, LebanonKjell KühneNo ratings yet
- Replacement of Cement Using Fly AshDocument22 pagesReplacement of Cement Using Fly Ashkaushal yadavNo ratings yet
- Magnetic Effects of Electric Current - Class 10Document6 pagesMagnetic Effects of Electric Current - Class 10rachna chhabraNo ratings yet
- Hardware Acs800 SeriesDocument112 pagesHardware Acs800 SeriesRicardo dos Reis MaestrelloNo ratings yet
- Ehs160 ServoDocument143 pagesEhs160 ServoClaudiu MorarNo ratings yet
- Pipeline ROUDocument17 pagesPipeline ROUchezy100% (2)
- Ssp356 - GB - The Passat Estate 2006Document52 pagesSsp356 - GB - The Passat Estate 2006black_one100% (4)
- Single Drum Vibratory Rollers: B W211D-3, B W211PD-3Document4 pagesSingle Drum Vibratory Rollers: B W211D-3, B W211PD-3Sandiga75No ratings yet
- Hydraulics Work Sheet: Well DataDocument1 pageHydraulics Work Sheet: Well DataMohamed ElkumatiNo ratings yet
- STS Finals PDFDocument40 pagesSTS Finals PDFJanelle TanNo ratings yet
- Mærsk Cradle To Cradle PassportDocument2 pagesMærsk Cradle To Cradle PassportChristian_FredsoeNo ratings yet
- Global Strategy 1Document26 pagesGlobal Strategy 1Yudha LampeNo ratings yet
- Translation Reference ManualDocument185 pagesTranslation Reference ManualYves-donald MakoumbouNo ratings yet
- A New Dust Detection Method For Photovoltaic Panel Surface Based On Pytorch and Its Economic Benefit AnalysisDocument10 pagesA New Dust Detection Method For Photovoltaic Panel Surface Based On Pytorch and Its Economic Benefit Analysisfaral42207No ratings yet
- Medium-Voltage Surge Arresters US - Catalog HP-AR 25 PDFDocument47 pagesMedium-Voltage Surge Arresters US - Catalog HP-AR 25 PDFfrostssssNo ratings yet
- ESP - Artificial LiftDocument46 pagesESP - Artificial LiftAYUNo ratings yet
- EKO GEA and Green Algae As Bio-FuelDocument1 pageEKO GEA and Green Algae As Bio-FuelRomaniuc OanaNo ratings yet
- 111-052007 Nall Mass FlowmeterDocument55 pages111-052007 Nall Mass FlowmeterAbhishek SaraswatNo ratings yet