You might also like
- Cable SizingDocument635 pagesCable SizingRajat SharmaNo ratings yet
- Full Report UreaDocument103 pagesFull Report Ureanisasoberi100% (1)
- Power SystemsDocument76 pagesPower SystemsGanesh RadharamNo ratings yet
- Chapter 11 PDFDocument7 pagesChapter 11 PDFmo02jum100% (1)
- Regulador VR3 para SR4Document10 pagesRegulador VR3 para SR4FLAVIO MARTINSNo ratings yet
- Biomass Gasification LectureDocument32 pagesBiomass Gasification Lectureaz33mNo ratings yet
- FAO43 WaterLiftingDevicesDocument358 pagesFAO43 WaterLiftingDevicesrhwills100% (1)
- 04 10280165 SP 48-3000HE (Rectifier) Datasheet V1.0 171212Document2 pages04 10280165 SP 48-3000HE (Rectifier) Datasheet V1.0 171212Will F AlvesNo ratings yet
- Biomass GasificationDocument23 pagesBiomass GasificationmysingaporeNo ratings yet
- Single Shaft Design of Power PlantDocument12 pagesSingle Shaft Design of Power PlantSrinivasa Rao PallelaNo ratings yet
- Steam Boiler Telugu NotesDocument10 pagesSteam Boiler Telugu Notesavksk22100% (6)
- Thermodynamics Tutorial No.8 Combustion of Fuels: - Let's Start by Revising The BasicsDocument25 pagesThermodynamics Tutorial No.8 Combustion of Fuels: - Let's Start by Revising The BasicsKEVIN JOE PEREZ ASENCIOS100% (1)
- Biogas Calculation From CodDocument41 pagesBiogas Calculation From CodReuben Malambugi100% (1)
- Biomass Combustion: Section 6Document28 pagesBiomass Combustion: Section 6Nidas SameeraNo ratings yet
- FUELDocument63 pagesFUELShiv PatelNo ratings yet
- Characterization of CoalDocument12 pagesCharacterization of Coalcaxam15066No ratings yet
- SessionII Uzun PDFDocument26 pagesSessionII Uzun PDFElizabeth VerdianaNo ratings yet
- Chem 113E Lecture 6Document22 pagesChem 113E Lecture 6Michael LabayoNo ratings yet
- T-MEET324LA Experiment No.10 Calorific Test Solid Fuel MEE31Document10 pagesT-MEET324LA Experiment No.10 Calorific Test Solid Fuel MEE31Paul Ryan GeneralNo ratings yet
- 1.0 Fuels and CombustionDocument45 pages1.0 Fuels and CombustionGH Eco RJNo ratings yet
- Material 6 - Fuels: Mechanical Energy Heat EngineDocument13 pagesMaterial 6 - Fuels: Mechanical Energy Heat EngineDaniel Angelo IslaNo ratings yet
- Incineration - Gasification - PyrolysisDocument65 pagesIncineration - Gasification - Pyrolysistatchanok1525No ratings yet
- Fuel 1Document21 pagesFuel 1Shiv PatelNo ratings yet
- Fuels and Combustion - RevisedDocument47 pagesFuels and Combustion - RevisedS RkNo ratings yet
- 5.fuels and CombustionDocument56 pages5.fuels and CombustioncheritagullapalliNo ratings yet
- Spark Machine: Mohamed Hassn & Abdallatif Mohamed & Kareem ZianDocument44 pagesSpark Machine: Mohamed Hassn & Abdallatif Mohamed & Kareem ZianMohamed HassanNo ratings yet
- Slides Combustion 1Document21 pagesSlides Combustion 1VitorAguiarNo ratings yet
- 4-Hydrogen Production-19-Jul-2019Material - I - 19-Jul-2019 - Hydrogen - Properties - and - ProductionDocument44 pages4-Hydrogen Production-19-Jul-2019Material - I - 19-Jul-2019 - Hydrogen - Properties - and - ProductionPrabhu Sumanth NaiduNo ratings yet
- Lecture CH II - MCE 419 - CombustionDocument21 pagesLecture CH II - MCE 419 - CombustionRaji RidwanNo ratings yet
- Study of Hydrogen As An Industrial Gas: Presented By: Kamran Ashraf &Document39 pagesStudy of Hydrogen As An Industrial Gas: Presented By: Kamran Ashraf &Prabhu GovindNo ratings yet
- Hydrogen From Natural Gas Via Steam Methane Reforming (SMR) : John Jechura - Jjechura@mines - Edu Updated: January 4, 2015Document21 pagesHydrogen From Natural Gas Via Steam Methane Reforming (SMR) : John Jechura - Jjechura@mines - Edu Updated: January 4, 2015gharibi.ali98486No ratings yet
- Thermochemical ConversionDocument37 pagesThermochemical ConversionshanuNo ratings yet
- Effects of Temperature and Particle Size On Bio-Char Yield From Pyrolysis of Agricultural Residues PDFDocument6 pagesEffects of Temperature and Particle Size On Bio-Char Yield From Pyrolysis of Agricultural Residues PDFRAISA GERZONNo ratings yet
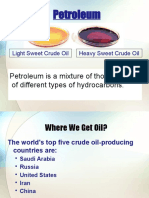
- Petroleum: Petroleum Is A Mixture of Thousands of Different Types of HydrocarbonsDocument38 pagesPetroleum: Petroleum Is A Mixture of Thousands of Different Types of Hydrocarbonskeshav bansalNo ratings yet
- Chapter 5 - Thermal Conversion TechnologyDocument79 pagesChapter 5 - Thermal Conversion TechnologyDang Nguyen Anh HuyNo ratings yet
- 6 Fossil FuelDocument23 pages6 Fossil FuelCedar Tirenioluwa AgbedeNo ratings yet
- Lecture 4 Fuels and CombustionDocument54 pagesLecture 4 Fuels and CombustionGuilbert FajardoNo ratings yet
- Fuels: CH 109: Applied Chemistry DR - Aneeqa Noor Date:19.12.22Document18 pagesFuels: CH 109: Applied Chemistry DR - Aneeqa Noor Date:19.12.22Abdul Rehman Khan TareenNo ratings yet
- Chapter 4 - 1Document40 pagesChapter 4 - 1Natnael worku100% (1)
- Fuel and Combustion Slides 2022Document71 pagesFuel and Combustion Slides 2022msk3kiidNo ratings yet
- Week-8 Material - MOOC ISWM - Thermal Treatment and Landfill Basics - WatermarkDocument26 pagesWeek-8 Material - MOOC ISWM - Thermal Treatment and Landfill Basics - WatermarkAnindita RoyNo ratings yet
- M2-L1 - Fuels Classification, HCV, LCVDocument9 pagesM2-L1 - Fuels Classification, HCV, LCVAnsh DhankharNo ratings yet
- Energy Engineering: B.Sc. Chemical Engineering Session 2017Document57 pagesEnergy Engineering: B.Sc. Chemical Engineering Session 2017Muhammad Irfan MalikNo ratings yet
- Combustion FuelpropertiesDocument71 pagesCombustion FuelpropertiesVlad AlexeiciucNo ratings yet
- Biomass Conversion TechnologyDocument14 pagesBiomass Conversion TechnologySaloop T SNo ratings yet
- BioEner 4-2 Biomassa-EnDocument140 pagesBioEner 4-2 Biomassa-EnL RockNo ratings yet
- Group 5 Combustion EngineeringDocument21 pagesGroup 5 Combustion Engineeringirewen de laraNo ratings yet
- (1B) Gaseous FuelsDocument41 pages(1B) Gaseous FuelsJadin Zam DoctoleroNo ratings yet
- Note 1475054739Document10 pagesNote 1475054739Thiyaga RajanNo ratings yet
- Presentation Fuel and Combustion (F) 1516081318 20707Document26 pagesPresentation Fuel and Combustion (F) 1516081318 2070729ajayNo ratings yet
- Oxygen (O2) Properties, Uses and ApplicationsDocument4 pagesOxygen (O2) Properties, Uses and ApplicationsMadhuNo ratings yet
- Power Plant Chapter 3Document58 pagesPower Plant Chapter 3muhaba muhamedNo ratings yet
- Unit 42: Heat Transfer and Combustion: Unit Code: K/601/1443 QCF Level: 5 Credit Value: 15Document20 pagesUnit 42: Heat Transfer and Combustion: Unit Code: K/601/1443 QCF Level: 5 Credit Value: 15david19890109No ratings yet
- Q&A Energy Sources-1Document22 pagesQ&A Energy Sources-1Gautam GambhirNo ratings yet
- Biomass-Fuel Properties: Energy Processes and Its EquipmentsDocument42 pagesBiomass-Fuel Properties: Energy Processes and Its EquipmentsJustine Paul MartinNo ratings yet
- AmmoniaDocument49 pagesAmmoniaAnonymous fhKOhG6No ratings yet
- Basic Training - CGM Session 1 - Handout - 30 Nov 2022Document32 pagesBasic Training - CGM Session 1 - Handout - 30 Nov 2022piri joieyNo ratings yet
- Waste To EnergyDocument37 pagesWaste To EnergyCheng PasionNo ratings yet
- Fuels and Combustion, Non Conventional Energy SoursesDocument82 pagesFuels and Combustion, Non Conventional Energy SoursesSwar ChaudharyNo ratings yet
- Gaseous FuelsDocument24 pagesGaseous FuelsAjitsingh JagtapNo ratings yet
- Fuels and CombustionDocument31 pagesFuels and CombustionajayNo ratings yet
- Lect 06 Biomass Energy - Part 2Document39 pagesLect 06 Biomass Energy - Part 2Reanna TabujaraNo ratings yet
- Energy Requirement For Solvent Regeneration in CO Capture PlantsDocument32 pagesEnergy Requirement For Solvent Regeneration in CO Capture PlantsHasanah NurNo ratings yet
- CBE697.TOPIC4. GasificationDocument45 pagesCBE697.TOPIC4. Gasification2020828108No ratings yet
- Oxy Fuel PDFDocument59 pagesOxy Fuel PDFdfiorilloNo ratings yet
- Power Plant Chapter ThreeDocument74 pagesPower Plant Chapter ThreeGETACHEWNo ratings yet
- Modern Carbonylation MethodsFrom EverandModern Carbonylation MethodsLászló KollárNo ratings yet
- Dendro Thermal PowerDocument18 pagesDendro Thermal PoweramanpreetNo ratings yet
- QuestionsDocument2 pagesQuestionsamanpreetNo ratings yet
- Pfe 304 p10Document3 pagesPfe 304 p10amanpreetNo ratings yet
- Biomass EnergyDocument20 pagesBiomass EnergyamanpreetNo ratings yet
- Ecoursesonline Iasri Res in Mod Page View PHP Id 1329Document8 pagesEcoursesonline Iasri Res in Mod Page View PHP Id 1329amanpreetNo ratings yet
- New Doc 2018-11-22 22.50.17Document1 pageNew Doc 2018-11-22 22.50.17amanpreetNo ratings yet
- Pfe 1 PDFDocument5 pagesPfe 1 PDFamanpreetNo ratings yet
- Drainage Lec 1Document7 pagesDrainage Lec 1amanpreetNo ratings yet
- Screenshot 2018-11-22 22.59.12Document1 pageScreenshot 2018-11-22 22.59.12amanpreetNo ratings yet
- Ce 306 - 20180802130524Document2 pagesCe 306 - 20180802130524amanpreetNo ratings yet
- Coarse Outline - 20180823214621 PDFDocument2 pagesCoarse Outline - 20180823214621 PDFamanpreetNo ratings yet
- Est 301 n3Document7 pagesEst 301 n3amanpreetNo ratings yet
- Scanned by CamscannerDocument8 pagesScanned by CamscanneramanpreetNo ratings yet
- Scanned With CamscannerDocument3 pagesScanned With CamscanneramanpreetNo ratings yet
- Ft303 Cereal Processing: Course Description & ObjectivesDocument2 pagesFt303 Cereal Processing: Course Description & ObjectivesamanpreetNo ratings yet
- 1 Lesson 15 Teaching Root Crop HarvestersDocument4 pages1 Lesson 15 Teaching Root Crop HarvestersamanpreetNo ratings yet
- EE After Midsem11Document26 pagesEE After Midsem11amanpreetNo ratings yet
- Iha Case StudiesDocument8 pagesIha Case StudiesArathyNo ratings yet
- cdd168688 TNUC0482SAO PDFDocument29 pagescdd168688 TNUC0482SAO PDFDaniel AvecillaNo ratings yet
- Puzzle No. 1: Agriculture, Aquaculture, Eco-Tourism, Geo-Hazards, and BiotechnologyDocument8 pagesPuzzle No. 1: Agriculture, Aquaculture, Eco-Tourism, Geo-Hazards, and BiotechnologyErickson ManaladNo ratings yet
- Chapter1-Syarat Kespontanan ReaksiDocument63 pagesChapter1-Syarat Kespontanan ReaksiFransiscaa HellenNo ratings yet
- LAW268 Summary 6Document6 pagesLAW268 Summary 6Nathaniel CoronacionNo ratings yet
- Project 3 - Bouncing Energy Lab ReportDocument5 pagesProject 3 - Bouncing Energy Lab Reportyalobaidi711No ratings yet
- 03 Temp en D PDFDocument323 pages03 Temp en D PDFaro_wildNo ratings yet
- Servisni Manual Gree en gmv5 HomeDocument391 pagesServisni Manual Gree en gmv5 HomejuanNo ratings yet
- Physics: Chapter - Work, Energy and Power Chapterwise Practise Problems (CPP) For FoundationsDocument29 pagesPhysics: Chapter - Work, Energy and Power Chapterwise Practise Problems (CPP) For FoundationsAmar Hans100% (2)
- EPCQ94637-0®2023061073172®®®®12.954# : Electricity BillDocument1 pageEPCQ94637-0®2023061073172®®®®12.954# : Electricity BillSibNazzKhan07No ratings yet
- Boilers and Thermic Fluid HeatersDocument54 pagesBoilers and Thermic Fluid HeatersG.RameshNo ratings yet
- Elect 6 PDFDocument26 pagesElect 6 PDFsathyasri2011100% (1)
- Internal Combustion Engines1Document68 pagesInternal Combustion Engines1Ahmed ShaabanNo ratings yet
- Electrical Disturbances in LV Networks Due To Energization of MV NetworksDocument5 pagesElectrical Disturbances in LV Networks Due To Energization of MV NetworksAlejandro Solis GomezNo ratings yet
- Dual CycleDocument3 pagesDual CycleHazel AdoNo ratings yet
- EMO 2022 Full ReportDocument90 pagesEMO 2022 Full Reportfanmimi0621No ratings yet
- Assignment AT 112Document4 pagesAssignment AT 112Zamora Enguerra EmmalyneNo ratings yet
- MAN Diesel: Treatment of Lubricating OilDocument2 pagesMAN Diesel: Treatment of Lubricating OilSona NarulaNo ratings yet
- J2006 - Termodinamik 1 - UNIT1Document16 pagesJ2006 - Termodinamik 1 - UNIT1Amar ZalleeNo ratings yet
- English Solar Farm Proposal by TSF Oct 123Document38 pagesEnglish Solar Farm Proposal by TSF Oct 123Atiqah HamzahNo ratings yet
- Low-Voltage Power System Surge Overvoltage Protection: Dev Paul, Senior Member, IEEEDocument7 pagesLow-Voltage Power System Surge Overvoltage Protection: Dev Paul, Senior Member, IEEESiti SitiNo ratings yet
- Jurnal Alfa A R SaghawariDocument8 pagesJurnal Alfa A R SaghawariRAHMAT ANNASNo ratings yet