You might also like
- Predictive monitoring detects CTG10 failure at UT AustinDocument28 pagesPredictive monitoring detects CTG10 failure at UT Austinimant197812gmail.comNo ratings yet
- Implementation of The RCM Approach at Xa0103048 Edf NPPS: Current StatusDocument8 pagesImplementation of The RCM Approach at Xa0103048 Edf NPPS: Current StatusSamNo ratings yet
- Treinamento Delta V BrasilDocument33 pagesTreinamento Delta V BrasilJefferson da rocha silvaNo ratings yet
- Mammography Systems Maintenance Protocol System Maintenance Protocol-XPW7-000.832.01.02.02Document9 pagesMammography Systems Maintenance Protocol System Maintenance Protocol-XPW7-000.832.01.02.02service iyadMedicalNo ratings yet
- Vibration measurements predict failuresDocument12 pagesVibration measurements predict failuresNuM Na100% (1)
- E70-020 TB PHD Vibration Monitoring System Technical BulletiDocument12 pagesE70-020 TB PHD Vibration Monitoring System Technical BulletiBenito Antonio Formoso LouroNo ratings yet
- Using IEC 61850 Process Bus To Meet NERC PRC-005-2 Condition Based Maintenance RequirementsDocument7 pagesUsing IEC 61850 Process Bus To Meet NERC PRC-005-2 Condition Based Maintenance RequirementsazNo ratings yet
- AYT-MS-DT-001 Procedure of Online MV Cable PDDocument7 pagesAYT-MS-DT-001 Procedure of Online MV Cable PDMohammadAsif ThakorNo ratings yet
- 100-00 DTC RecoveryDocument9 pages100-00 DTC RecoveryFerhan SerdarogluNo ratings yet
- Condition MonitoringDocument46 pagesCondition Monitoringmohd21abNo ratings yet
- Senseye PrognosticsDocument24 pagesSenseye PrognosticsvismiscNo ratings yet
- DCHS-C05 832 01 01 02Document9 pagesDCHS-C05 832 01 01 02Sandra Yanira Vivas DiázNo ratings yet
- Medisana ŠečerDocument56 pagesMedisana ŠečerStiv KisNo ratings yet
- 006 Kaced2021Document9 pages006 Kaced2021gabrielNo ratings yet
- Automatic Transmission and DifferentialDocument58 pagesAutomatic Transmission and Differentialvadim vadimNo ratings yet
- Condition Monitoring A Decade of Proposed TechniquesDocument15 pagesCondition Monitoring A Decade of Proposed TechniquesOsman T.No ratings yet
- Product Correction 01 08 EnglishDocument6 pagesProduct Correction 01 08 Englishduytaybui94No ratings yet
- DC30-034 QS-500, QS-550 Operator Manual Rev CDocument38 pagesDC30-034 QS-500, QS-550 Operator Manual Rev CYolanda PeñaNo ratings yet
- 3.8 HDSD NeoChem 100Document117 pages3.8 HDSD NeoChem 100huy Lê xuan Thanh100% (1)
- Prima SP3 User ManualDocument41 pagesPrima SP3 User ManualHuynh Quoc SangNo ratings yet
- Penlon Prima SP2 Anaesthetic Machine - User Manual PDFDocument44 pagesPenlon Prima SP2 Anaesthetic Machine - User Manual PDFjeison cardenasNo ratings yet
- A-Scan Plus Connect Rev-DDocument125 pagesA-Scan Plus Connect Rev-DAlexandre HenriqueNo ratings yet
- SEW MonitoringDocument16 pagesSEW MonitoringVICENTE RONCERO SANCHEZNo ratings yet
- Enhanced Diagnostic Monitor User's GuideDocument1 pageEnhanced Diagnostic Monitor User's GuideRizwan IqbalNo ratings yet
- CONTOH PEMURNIAN CoCUDocument11 pagesCONTOH PEMURNIAN CoCUmuhammad darwishNo ratings yet
- ABS System Components & DiagnosticsDocument7 pagesABS System Components & Diagnosticsdario024No ratings yet
- Failure Mode and Effects AnalysisDocument5 pagesFailure Mode and Effects AnalysisSamantha IsabelNo ratings yet
- Automatic Transmission Diagnostics GuideDocument59 pagesAutomatic Transmission Diagnostics Guidevadim vadimNo ratings yet
- Hitachi Zaxis 170w 190w 3 Training Text Performance Test TroubleshootingDocument10 pagesHitachi Zaxis 170w 190w 3 Training Text Performance Test Troubleshootingashley100% (44)
- Commissioning & Maintenance of Protective RelaysDocument65 pagesCommissioning & Maintenance of Protective RelaysYUNASRIL SYARIEFNo ratings yet
- B-Scan Plus Rev-EDocument120 pagesB-Scan Plus Rev-EEisa AlkingNo ratings yet
- Ams Valvelink Snap On ApplicatioDocument7 pagesAms Valvelink Snap On ApplicatiofitasmounirNo ratings yet
- On Board Diagnostic (OBD), Initiating: Additional InformationDocument10 pagesOn Board Diagnostic (OBD), Initiating: Additional Informationmefisto06cNo ratings yet
- On Board Diagnostic (OBD), Initiating: Additional InformationDocument10 pagesOn Board Diagnostic (OBD), Initiating: Additional Informationmefisto06cNo ratings yet
- How Flowmeters Perform Self-VerificationDocument6 pagesHow Flowmeters Perform Self-Verificationmuhammad adibNo ratings yet
- 1 Instrument Turbomachinery Inspection Checklist For Integrity Assurance 20190425Document3 pages1 Instrument Turbomachinery Inspection Checklist For Integrity Assurance 20190425CJ CHNo ratings yet
- MR366X8462C000Document23 pagesMR366X8462C000jairu78No ratings yet
- Engine 12V140E-3 Series: 40 TroubleshootingDocument48 pagesEngine 12V140E-3 Series: 40 TroubleshootingЕгорNo ratings yet
- Fire Detection and Alarm System QCDD Form (Record of Inspection and Testing)Document2 pagesFire Detection and Alarm System QCDD Form (Record of Inspection and Testing)Ronie PaduaNo ratings yet
- 550089223-9000YRM1648-(10-2014)-US-ENDocument118 pages550089223-9000YRM1648-(10-2014)-US-ENMichael HunterNo ratings yet
- Calibration Certificate: Page 1 / 1Document1 pageCalibration Certificate: Page 1 / 1EduardNo ratings yet
- Drilling Rig Inspection and Workover FundamentalsDocument23 pagesDrilling Rig Inspection and Workover Fundamentalslearn offshore drillingNo ratings yet
- Fundamentos de Inspección y Reacondicionamiento de Plataformas de PerforaciónDocument23 pagesFundamentos de Inspección y Reacondicionamiento de Plataformas de PerforaciónABRAHAM NERY LLORENTY ROJASNo ratings yet
- Smart Control Valve Diagnostics Predictive Maintenance Beyond en 141840Document7 pagesSmart Control Valve Diagnostics Predictive Maintenance Beyond en 141840Apparao KottaNo ratings yet
- Symptom TroubleshootingDocument3 pagesSymptom Troubleshootingbenjir shuvoNo ratings yet
- Digital Earth Resistance Tester Instruction Manual: Model: AR4105ADocument10 pagesDigital Earth Resistance Tester Instruction Manual: Model: AR4105AJose OlivaresNo ratings yet
- Using Deep Learning For Predictive Maintenance SlidesDocument12 pagesUsing Deep Learning For Predictive Maintenance SlidesRiDhA HeZlOuNNo ratings yet
- PRiSM 2.9.4 Predictive Asset AnalyticsDocument19 pagesPRiSM 2.9.4 Predictive Asset AnalyticsDeusdedit MottaNo ratings yet
- 1 - Condition MonitoringDocument45 pages1 - Condition MonitoringmemoaljawiNo ratings yet
- Inst - OP TD V3.05 Rev.1 PDFDocument57 pagesInst - OP TD V3.05 Rev.1 PDFshri_palaniNo ratings yet
- RM 32Document9 pagesRM 32Jabita Aguilera CabreraNo ratings yet
- Everything You Need to Know About the URiSCAN Super+ Fully Automated Urine AnalyzerDocument67 pagesEverything You Need to Know About the URiSCAN Super+ Fully Automated Urine AnalyzerJohnkevinGarcia C. JohnkevinGarciaNo ratings yet
- Module_2_MSA_DSM_SHE_requirments EN_CN to be printedDocument23 pagesModule_2_MSA_DSM_SHE_requirments EN_CN to be printedWoo JoeNo ratings yet
- ZDT (E) 01cDocument6 pagesZDT (E) 01cPavitra ShahNo ratings yet
- Codigo de Falha Nova B 60ZDocument82 pagesCodigo de Falha Nova B 60ZLuiz Henrique LimaNo ratings yet
- Periodic Maintenance Check Sheet for AWOSDocument6 pagesPeriodic Maintenance Check Sheet for AWOSGautambuddha AirportNo ratings yet
- E BookDocument2 pagesE BookVirgilio MagaldeNo ratings yet
- Patient Monitor FlukeDocument30 pagesPatient Monitor FlukeKarthik Raj VNo ratings yet
- Technical Information Letter: Energy Services Engineering Product Service TIL 1607Document6 pagesTechnical Information Letter: Energy Services Engineering Product Service TIL 1607Hashim BukhariNo ratings yet
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- CH 10Document9 pagesCH 10ArdvarkNo ratings yet
- Problem 7.65: SolutionDocument1 pageProblem 7.65: SolutionArdvarkNo ratings yet
- Integration Rules and TechniquesDocument6 pagesIntegration Rules and TechniquesUmar LaghariNo ratings yet
- CH 08Document8 pagesCH 08ArdvarkNo ratings yet
- Harolds Partial Fractions Cheat Sheet 2016Document2 pagesHarolds Partial Fractions Cheat Sheet 2016ArdvarkNo ratings yet
- EE 1103 Basic Electrical Engineering Phasor AlgebraDocument48 pagesEE 1103 Basic Electrical Engineering Phasor AlgebraGustavo PérezNo ratings yet
- Practice Differentiation ProblemsDocument6 pagesPractice Differentiation ProblemsArdvarkNo ratings yet
- Ielts Academic Task 1Document59 pagesIelts Academic Task 1Ammar Mustafa Mahadi Alzein93% (41)
- Instruction Manual: Electro-Pneumatic Valve PositionersDocument31 pagesInstruction Manual: Electro-Pneumatic Valve PositionersArdvarkNo ratings yet
- IELTS Study PlannerDocument7 pagesIELTS Study PlannerArdvarkNo ratings yet
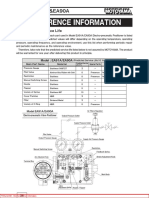
- Reference Information 9: Model EA91A EA90ADocument1 pageReference Information 9: Model EA91A EA90AArdvarkNo ratings yet
- 9 Reference Information: Model EA91A EA90ADocument1 page9 Reference Information: Model EA91A EA90AArdvarkNo ratings yet
- Phasor Algebra ExplainedDocument20 pagesPhasor Algebra ExplainedArdvarkNo ratings yet
- Improving Control System Security with ISA/IEC 62443 StandardsDocument12 pagesImproving Control System Security with ISA/IEC 62443 StandardsArdvarkNo ratings yet
- PH Analyzers & Detectors Reliability EnhancementDocument23 pagesPH Analyzers & Detectors Reliability EnhancementArdvarkNo ratings yet
- Ielts Writing Task 2 Cheat Sheet'Document37 pagesIelts Writing Task 2 Cheat Sheet'Patel hasmukhbhaiNo ratings yet
- RMA Control System Redundancy MHSEDocument4 pagesRMA Control System Redundancy MHSEArdvarkNo ratings yet
- Reliablity Issue at Ca 2 - 680552332Document73 pagesReliablity Issue at Ca 2 - 680552332ArdvarkNo ratings yet
- Facility Sitting Methodology ChartDocument5 pagesFacility Sitting Methodology ChartArdvarkNo ratings yet
- Instrumentation in Hazardous AreasDocument12 pagesInstrumentation in Hazardous AreasArdvarkNo ratings yet
- VALVES - 28 - Butteryfly - PVC and CPVCDocument17 pagesVALVES - 28 - Butteryfly - PVC and CPVCAdditya ChoudhharyNo ratings yet
- FAQ Explosion ProofDocument1 pageFAQ Explosion ProofudamuruNo ratings yet
- Positioner Cabling Best PracticesDocument160 pagesPositioner Cabling Best PracticesArdvarkNo ratings yet
- OSHA Cable TraysDocument2 pagesOSHA Cable TraysYousuf IbrahimNo ratings yet
- Modern Instrumentation Simplifies MaintenanceDocument9 pagesModern Instrumentation Simplifies MaintenanceArdvarkNo ratings yet
- Chapter 13 EX Wiring MethodsDocument51 pagesChapter 13 EX Wiring Methodsmaurice86No ratings yet
- 3BUA000150-600 A en System 800xa Asset Optimization 6.0 OperationDocument202 pages3BUA000150-600 A en System 800xa Asset Optimization 6.0 OperationArdvarkNo ratings yet
- D1S4A Implementation EI Installation in Haz Area Classification PHE ONWJ PDFDocument53 pagesD1S4A Implementation EI Installation in Haz Area Classification PHE ONWJ PDFhkaruvathilNo ratings yet
- Automatic or Grab Sampling For Hazardous ChemicalsDocument28 pagesAutomatic or Grab Sampling For Hazardous ChemicalsArdvarkNo ratings yet
- 38-Character for Screw Compressor DocumentDocument11 pages38-Character for Screw Compressor DocumentPaulo CezarNo ratings yet
- A Comparative Study On Milk Packaging Using Life Cycle Assessment From PA-PE-AlDocument7 pagesA Comparative Study On Milk Packaging Using Life Cycle Assessment From PA-PE-AlAncuța-Ionela NăstaseNo ratings yet
- Sustainable Jurong Island ReportDocument16 pagesSustainable Jurong Island ReportZed WangNo ratings yet
- Safety Data Sheet Msds 2.001.017: Rechargeable Nimh Cylindrical CellDocument8 pagesSafety Data Sheet Msds 2.001.017: Rechargeable Nimh Cylindrical CellVenkata KNo ratings yet
- Sample Business PlanDocument33 pagesSample Business PlangebrefikruNo ratings yet
- NBTS-08_Document23 pagesNBTS-08_ShrutiNo ratings yet
- En CatalogoDocument394 pagesEn Catalogowycka wiciokasNo ratings yet
- VENDOR of TIAL Product - PT. Agung SentosaDocument23 pagesVENDOR of TIAL Product - PT. Agung Sentosahaykal azkaNo ratings yet
- 01-44 Prospectus (FA) 1Document44 pages01-44 Prospectus (FA) 1MT HazrieNo ratings yet
- 312 Physics Eng Lesson8Document20 pages312 Physics Eng Lesson8alayuNo ratings yet
- 1.CH 211 IntraductionDocument13 pages1.CH 211 IntraductionCarlos BuchwaNo ratings yet
- Direction: MULTIPLE CHOICE: Write Using Big Letter of The Correct Answer Beside Each NumberDocument3 pagesDirection: MULTIPLE CHOICE: Write Using Big Letter of The Correct Answer Beside Each NumberRosita CayananNo ratings yet
- AC Resonant Test System: WRVG 1.5/680 GDocument4 pagesAC Resonant Test System: WRVG 1.5/680 GMauricio AgudeloNo ratings yet
- Policy Research Corporation. 2008. The Role of Maritime Clusters To Enhance The Strength and Development of Maritime Sectors. Report On ResultsDocument42 pagesPolicy Research Corporation. 2008. The Role of Maritime Clusters To Enhance The Strength and Development of Maritime Sectors. Report On ResultsAleksei LassikovNo ratings yet
- STC750 Truck Crane Technical SpecsDocument9 pagesSTC750 Truck Crane Technical SpecsDidier FernandezNo ratings yet
- EDOC-Benefits & Advantages of Applying Externally Gapped Line ArrestersDocument20 pagesEDOC-Benefits & Advantages of Applying Externally Gapped Line ArrestersEl Comedor BenedictNo ratings yet
- KS1 What Is Sustainability Differentiated Reading Comprehension ActivityDocument10 pagesKS1 What Is Sustainability Differentiated Reading Comprehension ActivityTamara PirilloNo ratings yet
- Oil Purifier Ifpm31 - Man - GBDocument53 pagesOil Purifier Ifpm31 - Man - GBAmlan ChowdhuryNo ratings yet
- Efficient 3-4 MPPT solar inverter with OLED display and WiFiDocument2 pagesEfficient 3-4 MPPT solar inverter with OLED display and WiFiNaqash AhmedNo ratings yet
- Exciton Radiative Lifetime in Transition Metal Dichalcogenide MonolayersDocument10 pagesExciton Radiative Lifetime in Transition Metal Dichalcogenide MonolayersvcarozoNo ratings yet
- Optimal Energy Management and Sizing of A Dual Motor-Driven Electric PowertrainDocument12 pagesOptimal Energy Management and Sizing of A Dual Motor-Driven Electric PowertrainsuneelnitrNo ratings yet
- محاضرات هندسة التاكل لفرع العملياتDocument87 pagesمحاضرات هندسة التاكل لفرع العملياتNoor YasserNo ratings yet
- EFI Installation Manual Rotax 4-1 Rev5Document26 pagesEFI Installation Manual Rotax 4-1 Rev5Esteban POPO ECHEVERRYNo ratings yet
- Miftah Dhia Falah - Cooling System PnIDDocument1 pageMiftah Dhia Falah - Cooling System PnIDRaja Fatah Satrio AbimanyuNo ratings yet
- Study & Maintenance of Dyeing MachineDocument8 pagesStudy & Maintenance of Dyeing MachineNaimul Hasan50% (2)
- ChernobylDocument12 pagesChernobylBearTrappOfTheYearNo ratings yet
- Electrical Permit (Front)Document1 pageElectrical Permit (Front)The MatrixNo ratings yet
- Echo SounderDocument14 pagesEcho SounderMark VlogsNo ratings yet
- AP - Vertex Series - User - Manual - Apr2021Document29 pagesAP - Vertex Series - User - Manual - Apr2021SkripdieNo ratings yet
- Dyna Test RecomendacionesDocument108 pagesDyna Test RecomendacioneswillianNo ratings yet