You might also like
- Tle-02 Dossier.Document40 pagesTle-02 Dossier.suria qaqcNo ratings yet
- Sub Station Structure.Document33 pagesSub Station Structure.suria qaqcNo ratings yet
- Engineering dossier for DSQ structure EDC/VCM extentionDocument62 pagesEngineering dossier for DSQ structure EDC/VCM extentionsuria qaqcNo ratings yet
- Suria Engineering Dossier for GF-304CR StructureDocument35 pagesSuria Engineering Dossier for GF-304CR Structuresuria qaqcNo ratings yet
- ITP Tempo BridgeDocument2 pagesITP Tempo BridgeSam GalangNo ratings yet
- Updated Standard Qap 14.07.22Document6 pagesUpdated Standard Qap 14.07.22Karna Satish KumarNo ratings yet
- Itp 001 PipelineDocument2 pagesItp 001 PipelineMohd Effiezool YaserNo ratings yet
- HSCM-BRL-ITP-004 Sanitary İnstallation WorksDocument1 pageHSCM-BRL-ITP-004 Sanitary İnstallation WorksHabib BagciNo ratings yet
- ITP - Fiber Optic CableDocument2 pagesITP - Fiber Optic CableRamy AiadNo ratings yet
- Inspection and Test Plan Piping Works Main Deck, Service Platform, Module, EtcDocument3 pagesInspection and Test Plan Piping Works Main Deck, Service Platform, Module, Etcaditya kokoNo ratings yet
- Block work inspection planDocument1 pageBlock work inspection planNaveen GladsonNo ratings yet
- CHECSAC-CCCC4TH-QAQC-ITP-0007 Rev.00 2022.2.14Document4 pagesCHECSAC-CCCC4TH-QAQC-ITP-0007 Rev.00 2022.2.14Mauricio Jacinto GomezNo ratings yet
- M/s-PINAX STEEL ITP for Fabricated DUCT & HOPPERSDocument1 pageM/s-PINAX STEEL ITP for Fabricated DUCT & HOPPERSStructures ProductionNo ratings yet
- 1000-90-0911 - 03 Fabricator Packing and Shipping ProcedureDocument6 pages1000-90-0911 - 03 Fabricator Packing and Shipping ProcedureprasongNo ratings yet
- App Mdtk-Wk-Elc-Vdr-Ont-Dwg-001 - 001 - Ga Drawing For Panel Distribution BoardDocument83 pagesApp Mdtk-Wk-Elc-Vdr-Ont-Dwg-001 - 001 - Ga Drawing For Panel Distribution BoardDilara Azqila YasminNo ratings yet
- Inspection and Test Plan: S. H. Joo D. H. YounDocument2 pagesInspection and Test Plan: S. H. Joo D. H. YounfitriatitisariNo ratings yet
- Inspection and Test Plan Rev.0Document3 pagesInspection and Test Plan Rev.0คุณพ่อน้อง บิ๊กบอสNo ratings yet
- Inspection & Test Plan Advance Valves Butterfly ValvesDocument2 pagesInspection & Test Plan Advance Valves Butterfly Valvessyed jafarNo ratings yet
- ITP For Mild Steel Pipe WorksDocument4 pagesITP For Mild Steel Pipe WorksKumar AbhishekNo ratings yet
- ITP Format - Excel GEP 1120Document22 pagesITP Format - Excel GEP 1120raghuvarma100% (1)
- Adobe Scan 19 Sep 2023Document3 pagesAdobe Scan 19 Sep 2023Navneet YadavNo ratings yet
- Bab Vii Perenc - PondasiDocument12 pagesBab Vii Perenc - PondasiPaul LadjarNo ratings yet
- 2023-OS-0007-BCP-0003 Tank Inspection Test Plan (ITP) Rev.02Document7 pages2023-OS-0007-BCP-0003 Tank Inspection Test Plan (ITP) Rev.02teethai2524No ratings yet
- B-PE-I-433-18-002-004-00 - Instrument Cable Schedule - Approved As NoteDocument3 pagesB-PE-I-433-18-002-004-00 - Instrument Cable Schedule - Approved As NoteMuhammad TeguhNo ratings yet
- 6143-MAR-EU-1029 - R0 (1) Approved MAR For Terminal Lug & Cable Accessories (Speedwell)Document55 pages6143-MAR-EU-1029 - R0 (1) Approved MAR For Terminal Lug & Cable Accessories (Speedwell)NAVANEETHNo ratings yet
- Quality Assurance Plan: Raw Material ProcurmentDocument2 pagesQuality Assurance Plan: Raw Material ProcurmentHuỳnh Ngọc HiệpNo ratings yet
- 2.8.2. Indicative QAP - ColumnsDocument12 pages2.8.2. Indicative QAP - ColumnsAshish Dhok0% (1)
- Inspection and Test Plan Piping Work ActivitiesDocument2 pagesInspection and Test Plan Piping Work ActivitiesAbram Berkat100% (2)
- QCP - Piping Press Test 19Document2 pagesQCP - Piping Press Test 19ziyuan wangNo ratings yet
- Upvc Pipe Class DDocument4 pagesUpvc Pipe Class DnaagshreeNo ratings yet
- 00257650-0000-33EG-0001 - Rev PB - Attachment A - ITP ExampleDocument4 pages00257650-0000-33EG-0001 - Rev PB - Attachment A - ITP ExampleSubrata Das100% (1)
- Sample Manufacturing Quality Plan Format: (Logo of Manufacturer)Document12 pagesSample Manufacturing Quality Plan Format: (Logo of Manufacturer)P.Manna100% (1)
- QT1 0 Q 030-05-00036 - D - ITP For ESP InstallationDocument26 pagesQT1 0 Q 030-05-00036 - D - ITP For ESP InstallationLâm HuyNo ratings yet
- CEILING WORKS - GRID & TILE SYSTEMDocument5 pagesCEILING WORKS - GRID & TILE SYSTEMparesh.ahirNo ratings yet
- QCR W 2009Document2 pagesQCR W 2009Madhan KannanNo ratings yet
- Đính Kèm - HGBP - ITP For MV & LV SWGR (Project Format)Document9 pagesĐính Kèm - HGBP - ITP For MV & LV SWGR (Project Format)The GunnersNo ratings yet
- ITP PipingDocument11 pagesITP PipingYuwantoniAlNo ratings yet
- Technical Requisition SummaryDocument48 pagesTechnical Requisition Summarykunal shahNo ratings yet
- NS2-DH01-P0ZEN-140011 - ITP For Cable Pulling and Termination - REV.CDocument8 pagesNS2-DH01-P0ZEN-140011 - ITP For Cable Pulling and Termination - REV.CAnh VàngNo ratings yet
- ITP For Handrail WeldingDocument2 pagesITP For Handrail WeldingKumar AbhishekNo ratings yet
- Cainiao Conduit Installation InspectionDocument5 pagesCainiao Conduit Installation InspectionGultom Juliana LiliesNo ratings yet
- Itp Tank-29jan 07Document3 pagesItp Tank-29jan 07Anonymous lv8SNRyNo ratings yet
- 2.7 Inspection Test PlanDocument53 pages2.7 Inspection Test PlanLeo FirstsonNo ratings yet
- Asitp P 001 02Document2 pagesAsitp P 001 02MosabAhmedNo ratings yet
- Itp Piping Rev 0Document2 pagesItp Piping Rev 0Angel Rebollo100% (1)
- QCP - Piping Press Test 15Document2 pagesQCP - Piping Press Test 15ziyuan wangNo ratings yet
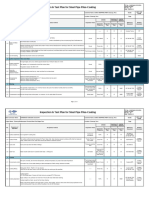
- S96029-F07C-ITP-006 Rev0-OSM Exhaust Duct WorkDocument2 pagesS96029-F07C-ITP-006 Rev0-OSM Exhaust Duct WorktinzarmoeNo ratings yet
- HL-OSS-SMPTSC-PMT-PRC-39520 (1.0) HL OSS Welding Procedure Specification HL-WPS-01Document27 pagesHL-OSS-SMPTSC-PMT-PRC-39520 (1.0) HL OSS Welding Procedure Specification HL-WPS-01Le Phi HungNo ratings yet
- Tunnel Work: Material Inspection and Testing Plan (Itp)Document6 pagesTunnel Work: Material Inspection and Testing Plan (Itp)aksinhadce2No ratings yet
- QCP - Piping Press Test 22Document3 pagesQCP - Piping Press Test 22ziyuan wangNo ratings yet
- Quality Assurance PlanDocument1 pageQuality Assurance PlanGuru Mishra100% (1)
- HSCM BRL ITP 001 Ventılatıon Installatıon WorksDocument1 pageHSCM BRL ITP 001 Ventılatıon Installatıon WorksHabib BagciNo ratings yet
- CEILING WORKS - GYPSUM PLASTER BOARDDocument5 pagesCEILING WORKS - GYPSUM PLASTER BOARDparesh.ahirNo ratings yet
- J&P Projects Quality Control Plan SummaryDocument16 pagesJ&P Projects Quality Control Plan SummaryEnrico BishopNo ratings yet
- Interior Painting: Inspection & Test PlanDocument3 pagesInterior Painting: Inspection & Test PlanDominguez MegoNo ratings yet
- QAP for Flange InspectionDocument2 pagesQAP for Flange InspectionGOPINATH KRISHNAN NAIRNo ratings yet
- RIAU-WV02-G10-QA-0002 - Shop Test and Inspection Plans - Rev0 PDFDocument16 pagesRIAU-WV02-G10-QA-0002 - Shop Test and Inspection Plans - Rev0 PDFSiriepathi SeetharamanNo ratings yet
- ITP For Access Control SystemTesting and CommissioningDocument1 pageITP For Access Control SystemTesting and CommissioningTamer EidNo ratings yet
- Inspection Test Plan For Erection of Tower CraneDocument5 pagesInspection Test Plan For Erection of Tower CraneMarco AragonesNo ratings yet
- TT306 Dossier.Document29 pagesTT306 Dossier.suria qaqcNo ratings yet
- 10+ Years Mechanical Engineering and Project Management ExperienceDocument1 page10+ Years Mechanical Engineering and Project Management Experiencesuria qaqcNo ratings yet
- Suria Engineering.: Test Pack For Tt307B PipingDocument18 pagesSuria Engineering.: Test Pack For Tt307B Pipingsuria qaqcNo ratings yet
- Daily Inword Gate Pass (D)Document195 pagesDaily Inword Gate Pass (D)suria qaqcNo ratings yet
- Suria Engineering.: Test Pack For Tt307B PipingDocument16 pagesSuria Engineering.: Test Pack For Tt307B Pipingsuria qaqcNo ratings yet
- Suria Engineering Dossier for TT307B StructureDocument41 pagesSuria Engineering Dossier for TT307B Structuresuria qaqcNo ratings yet
- BOQ PIPING Total DetailDocument16 pagesBOQ PIPING Total Detailsuria qaqcNo ratings yet
- Task Instructions (Ti) : Date: Time: Dept: PTW No Location: Emergency No: What Is The Task Today?Document2 pagesTask Instructions (Ti) : Date: Time: Dept: PTW No Location: Emergency No: What Is The Task Today?suria qaqcNo ratings yet
- Ovr Dossier.Document93 pagesOvr Dossier.suria qaqcNo ratings yet
- E1461 Dossier.Document46 pagesE1461 Dossier.suria qaqcNo ratings yet
- Weekly HSE ReportDocument1 pageWeekly HSE Reportsuria qaqcNo ratings yet
- JOTI RFI Log 23-11-2020Document1 pageJOTI RFI Log 23-11-2020suria qaqcNo ratings yet
- Suria Engineering: Tool Box Talk FormDocument1 pageSuria Engineering: Tool Box Talk Formsuria qaqcNo ratings yet
- Method StatementDocument1 pageMethod Statementsuria qaqcNo ratings yet
- Suria Engineering Staff List: Doc No: Rev By: DateDocument3 pagesSuria Engineering Staff List: Doc No: Rev By: Datesuria qaqcNo ratings yet
- PPEs Issue ListDocument1 pagePPEs Issue Listsuria qaqcNo ratings yet
- Suria Engineering's 7 Golden Rules for Safe Work PracticesDocument1 pageSuria Engineering's 7 Golden Rules for Safe Work Practicessuria qaqcNo ratings yet
- Site Hse Rules: Doc No: Rev By: DateDocument1 pageSite Hse Rules: Doc No: Rev By: Datesuria qaqcNo ratings yet
- Near Miss Meeting AttendenceDocument1 pageNear Miss Meeting Attendencesuria qaqcNo ratings yet
- Site Hse Rules: Doc No: Rev By: DateDocument1 pageSite Hse Rules: Doc No: Rev By: Datesuria qaqcNo ratings yet
- Method StatementDocument1 pageMethod Statementsuria qaqcNo ratings yet
- Observation Sheet: ObservationsDocument1 pageObservation Sheet: Observationssuria qaqcNo ratings yet
- Equipment Recalibration DateDocument1 pageEquipment Recalibration Datesuria qaqcNo ratings yet
- Name Plate Waste Water TankDocument1 pageName Plate Waste Water Tanksuria qaqcNo ratings yet
- Dish EndDocument1 pageDish Endadam150161No ratings yet
- LG LED TV Owners ManualDocument44 pagesLG LED TV Owners ManualBa humbugNo ratings yet
- Frame Generator PDFDocument13 pagesFrame Generator PDFWilly PeralesNo ratings yet
- Srs On Quora Com 364482795 Srs On Quora ComDocument13 pagesSrs On Quora Com 364482795 Srs On Quora Comayush dwivediNo ratings yet
- Short Note On Start Up Cost and Short Down Cost of A GeneratorDocument2 pagesShort Note On Start Up Cost and Short Down Cost of A GeneratorNwokolo Eric Onyekachi BrendanNo ratings yet
- Data StructuresDocument41 pagesData StructuresSree Charan ReddyNo ratings yet
- Dubai Application FormDocument13 pagesDubai Application Formishq ka ain100% (1)
- Industrial Electrical or Maintenance RepairDocument2 pagesIndustrial Electrical or Maintenance Repairapi-78929944No ratings yet
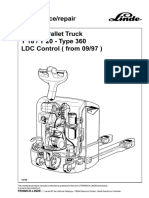
- Linde T20 /131 ManualDocument63 pagesLinde T20 /131 Manualalan mad100% (2)
- Man l32 44Document274 pagesMan l32 44Tran Duy NamNo ratings yet
- Government College of Engineering Jalgaon (M.S) : Coursewise Grade Report of Theory CoursesDocument7 pagesGovernment College of Engineering Jalgaon (M.S) : Coursewise Grade Report of Theory CoursesQweNo ratings yet
- 400 Bad Request 400 Bad Request Nginx/1.2.9Document8 pages400 Bad Request 400 Bad Request Nginx/1.2.9bahramhooNo ratings yet
- APS155CH Installation ManualDocument6 pagesAPS155CH Installation ManualTom GibbsNo ratings yet
- 2017+Module+1+Term+Test+ SolutionsDocument13 pages2017+Module+1+Term+Test+ Solutionszubair ahmedNo ratings yet
- A Practical Study For New Design of Essential OilsDocument17 pagesA Practical Study For New Design of Essential OilsEmmanuel PlazaNo ratings yet
- Stainless Steel Pipe Fabrication and Screen ProductsDocument23 pagesStainless Steel Pipe Fabrication and Screen ProductsWissam JarmakNo ratings yet
- Conducting Polymers: 22-2-96 by Colin PrattDocument7 pagesConducting Polymers: 22-2-96 by Colin PrattkshitijscribdNo ratings yet
- 334 Test 4Document4 pages334 Test 4Kim AnhNo ratings yet
- 9-KinRoad XT250GK-8 Parts ManualDocument20 pages9-KinRoad XT250GK-8 Parts Manualoakstr50% (2)
- Compressor Tech May 2013Document89 pagesCompressor Tech May 2013H.a. UlicesNo ratings yet
- CW MasterDocument80 pagesCW MasterArianta RianNo ratings yet
- Parallel Line Method PDFDocument80 pagesParallel Line Method PDFalbertNo ratings yet
- Princecraft Bateaux enDocument70 pagesPrincecraft Bateaux enkhussonNo ratings yet
- Java Equivalents in C#Document13 pagesJava Equivalents in C#Vamsi ReddyNo ratings yet
- Cyber Cafe and Back Office Cyber Cafe and Back Office Services - Pdfce ServicesDocument2 pagesCyber Cafe and Back Office Cyber Cafe and Back Office Services - Pdfce ServicesVivek Mg100% (1)
- RDshimano 5500 ManualDocument4 pagesRDshimano 5500 ManualOleg MelnikovNo ratings yet
- Engineering Data Sheet: Bill of MaterialDocument7 pagesEngineering Data Sheet: Bill of MaterialJairo andres Guarnizo SuarezNo ratings yet
- Engg Drawing QuestionsDocument30 pagesEngg Drawing QuestionsVarun Shastry50% (2)
- Waller Park Preview 2021Document7 pagesWaller Park Preview 2021Jason DelgadoNo ratings yet
- Complete Lesson 4 Assessment Task On The Maneuver of The ShipDocument2 pagesComplete Lesson 4 Assessment Task On The Maneuver of The ShipMixed VideosNo ratings yet
- Location:-Fleetguard Filters Pvt. Ltd. - After Market Price List W.E.F. 18Th June 2018 Distributor Name: - Address: - Office Contact No. For Queries / Order Booking: - Distributor Contact PersonDocument23 pagesLocation:-Fleetguard Filters Pvt. Ltd. - After Market Price List W.E.F. 18Th June 2018 Distributor Name: - Address: - Office Contact No. For Queries / Order Booking: - Distributor Contact PersonDadasaheb More100% (2)