You might also like
- Wiley Practitioner's Guide to GAAS 2016: Covering all SASs, SSAEs, SSARSs, PCAOB Auditing Standards, and InterpretationsFrom EverandWiley Practitioner's Guide to GAAS 2016: Covering all SASs, SSAEs, SSARSs, PCAOB Auditing Standards, and InterpretationsNo ratings yet
- Saudi Aramco Inspection ChecklistDocument3 pagesSaudi Aramco Inspection ChecklistAnonymous S9qBDVky100% (1)
- Maintenance Transaction Record: Aircraft Identification and StatusDocument1 pageMaintenance Transaction Record: Aircraft Identification and StatusAlejandro BarradasNo ratings yet
- SAIC-A-2013 Rev 0Document4 pagesSAIC-A-2013 Rev 0qazi12No ratings yet
- ItpDocument2 pagesItpVinay YadavNo ratings yet
- SAIC-W-2009 Revw-Control of Weld Consum - On PlotDocument1 pageSAIC-W-2009 Revw-Control of Weld Consum - On PlotAnonymous S9qBDVkyNo ratings yet
- SAIC W 2009 Revw Control of Weld Consum (EE) RLC FFDocument1 pageSAIC W 2009 Revw Control of Weld Consum (EE) RLC FFAnonymous S9qBDVkyNo ratings yet
- QCR W 2012Document2 pagesQCR W 2012Madhan KannanNo ratings yet
- QCR W 2016Document1 pageQCR W 2016Madhan KannanNo ratings yet
- ITP For Boiler ErectionDocument6 pagesITP For Boiler ErectionUmair Awan100% (2)
- Saudi Aramco Inspection ChecklistDocument5 pagesSaudi Aramco Inspection ChecklistAbdul Hafeez SoomroNo ratings yet
- 5.2. Internal Light & Wiring Device Function TestDocument2 pages5.2. Internal Light & Wiring Device Function TestMariam AwadNo ratings yet
- Saic e 2008Document4 pagesSaic e 2008usmanNo ratings yet
- S-000-1676-0001V - 11 - ITP For Piping WorkDocument47 pagesS-000-1676-0001V - 11 - ITP For Piping WorkVO DINH TRI100% (2)
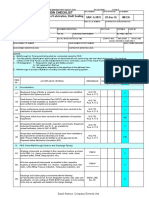
- Inspection Checklist: Analyzers / Analyzer Shelters and Racks - Material Receiving STG Project 10-01759-001 EnppiDocument9 pagesInspection Checklist: Analyzers / Analyzer Shelters and Racks - Material Receiving STG Project 10-01759-001 EnppiTariqMalikNo ratings yet
- ITP Low Tempt Test - RevDocument6 pagesITP Low Tempt Test - RevAgus GunawanNo ratings yet
- Itp Installation of Ats Panel Rev.00Document2 pagesItp Installation of Ats Panel Rev.00syed fazluddinNo ratings yet
- Itp Installation of 11kv HV Switchgear Rev.00Document2 pagesItp Installation of 11kv HV Switchgear Rev.00syed fazluddin100% (1)
- Inspection and Test Plan Supply, Fabrication, & Galvanizing of Fence and GatesDocument7 pagesInspection and Test Plan Supply, Fabrication, & Galvanizing of Fence and GatesAzhar ShaikhNo ratings yet
- QCR W 2035Document1 pageQCR W 2035Madhan KannanNo ratings yet
- Quality Plan for Fabrication and Delivery of Slurry TankDocument8 pagesQuality Plan for Fabrication and Delivery of Slurry TankRejoy babyNo ratings yet
- Plant Location Company Doc. No. NADocument8 pagesPlant Location Company Doc. No. NAsivaNo ratings yet
- Reliance Industries heat exchanger inspection procedureDocument3 pagesReliance Industries heat exchanger inspection procedureRajnikant PatelNo ratings yet
- 242694634-Itp-for-Tank-Fabrication-Installation-Work1-rev02Document22 pages242694634-Itp-for-Tank-Fabrication-Installation-Work1-rev02au9t5teyrNo ratings yet
- Sample QAPDocument3 pagesSample QAPArjun ChouhanNo ratings yet
- Saudi Aramco Test Report Temperature Tie-In Welding ReportDocument2 pagesSaudi Aramco Test Report Temperature Tie-In Welding ReportManoj Kumar100% (2)
- Inspection and Test Plan For Start-Up Hot Oil Heater: Eca LNG Energia Costa Azul Phase I LNG ProjectDocument7 pagesInspection and Test Plan For Start-Up Hot Oil Heater: Eca LNG Energia Costa Azul Phase I LNG Projecthcsharma1967No ratings yet
- ITP Electrical Rev. GenDocument8 pagesITP Electrical Rev. GenAgiesta PradiosNo ratings yet
- Mechanical ITP Inspection of Oil TankDocument2 pagesMechanical ITP Inspection of Oil TankikramNo ratings yet
- QCR W 2036Document1 pageQCR W 2036Madhan KannanNo ratings yet
- Pp4 CM Ir 1004 001 - Rev. A - Itp For PipingDocument7 pagesPp4 CM Ir 1004 001 - Rev. A - Itp For PipingHungManhNo ratings yet
- Inspection and Test Planrev01Document16 pagesInspection and Test Planrev01Nguyễn MinhNo ratings yet
- Rev. Description Date Prepared by Checked by Checked by Approved byDocument5 pagesRev. Description Date Prepared by Checked by Checked by Approved byYasser FathiNo ratings yet
- Saudi Aramco Inspection Checklist: Re-Instatement of Air Cooled Heat Exchanger SAIC-E-2008 15-Nov-17 MechDocument5 pagesSaudi Aramco Inspection Checklist: Re-Instatement of Air Cooled Heat Exchanger SAIC-E-2008 15-Nov-17 MechmominNo ratings yet
- Block work inspection planDocument1 pageBlock work inspection planNaveen GladsonNo ratings yet
- Saic L 2002Document13 pagesSaic L 2002chidambaramNo ratings yet
- Itp For Tank Fabrication Installation Work1 Rev02 PDFDocument22 pagesItp For Tank Fabrication Installation Work1 Rev02 PDFMichelNo ratings yet
- ITP For Electric HeatersDocument5 pagesITP For Electric Heatersakram husseinNo ratings yet
- PM210014-TCC000-FI3-00003 - 00 - IFA - ITP For Static Equipment Installation - Rev 01Document73 pagesPM210014-TCC000-FI3-00003 - 00 - IFA - ITP For Static Equipment Installation - Rev 01problematic NymphNo ratings yet
- Inspection-Test-plan For Block WorkDocument3 pagesInspection-Test-plan For Block WorkAbdulrahman Alkilani100% (2)
- SAIC-RT-2001 Revw of RT ProcedureDocument1 pageSAIC-RT-2001 Revw of RT ProcedureKirubhakarPooranamNo ratings yet
- QAP for Flange InspectionDocument2 pagesQAP for Flange InspectionGOPINATH KRISHNAN NAIRNo ratings yet
- MCF c023 1861 50 Cleat Plate Powerstone IrDocument1 pageMCF c023 1861 50 Cleat Plate Powerstone IrIveel PurevdorjNo ratings yet
- ICC-DS-1132 Erection ITP-GFRC Steel Sub FramesDocument3 pagesICC-DS-1132 Erection ITP-GFRC Steel Sub FramesAnwar MohiuddinNo ratings yet
- Inspection and Test Plan (Itp) Rades-C 450 MW CCPP Project: Gama Supplier/Subcontractor 3Rd Party StegDocument3 pagesInspection and Test Plan (Itp) Rades-C 450 MW CCPP Project: Gama Supplier/Subcontractor 3Rd Party StegRamzi ZoghlamiNo ratings yet
- Inspection Testing Plan (ITP)Document1 pageInspection Testing Plan (ITP)Kdown 99100% (1)
- Inspection and Test Plan Rotating Equipment:: LPG PumpDocument4 pagesInspection and Test Plan Rotating Equipment:: LPG PumpErico Haryanto LumbanrajaNo ratings yet
- Inspection and Test Plan: S. H. Joo D. H. YounDocument2 pagesInspection and Test Plan: S. H. Joo D. H. YounfitriatitisariNo ratings yet
- Satr A 2002Document2 pagesSatr A 2002ramshad k aNo ratings yet
- VN01-000-40-95-AA-11017 - Rev D1: Inspection and Testing Plan For Topside StructureDocument8 pagesVN01-000-40-95-AA-11017 - Rev D1: Inspection and Testing Plan For Topside StructureHanLe DuyNo ratings yet
- Fabrication & Certification LPG Tank:: 0: 10-Feb-20:::: Field Inspection & Test Plan (Itp)Document3 pagesFabrication & Certification LPG Tank:: 0: 10-Feb-20:::: Field Inspection & Test Plan (Itp)Rifki HasyaNo ratings yet
- Đính Kèm - HGBP - ITP For MV & LV SWGR (Project Format)Document9 pagesĐính Kèm - HGBP - ITP For MV & LV SWGR (Project Format)The GunnersNo ratings yet
- 3.itp-Installation of Water Supply Pipes & FittingsDocument2 pages3.itp-Installation of Water Supply Pipes & Fittingssarmad spectrumNo ratings yet
- Saudi Aramco Inspection Checklist: Final Reinstatement After Mechanical & Chem Cleaning SAIC-G-2019 30-Apr-17 MechDocument2 pagesSaudi Aramco Inspection Checklist: Final Reinstatement After Mechanical & Chem Cleaning SAIC-G-2019 30-Apr-17 Mechkarthi51289No ratings yet
- 109-RR-AMT-ITP-02-Fall Arrest SystemDocument1 page109-RR-AMT-ITP-02-Fall Arrest SystemSher DilNo ratings yet
- Saic S 4054Document2 pagesSaic S 4054Jahanzeb MaharNo ratings yet
- Saudi Aramco Test Report: Calibration Test Report - Pressure Gauge SATR-A-2002 22-Jan-18 MechDocument2 pagesSaudi Aramco Test Report: Calibration Test Report - Pressure Gauge SATR-A-2002 22-Jan-18 MechaneeshNo ratings yet
- Draft ITP PV NEW PEP ScrubberDocument4 pagesDraft ITP PV NEW PEP Scrubberinspectionzona11No ratings yet
- Amiitp G 310500 - 2Document4 pagesAmiitp G 310500 - 2wangkai01.sneiNo ratings yet
- GroutingDocument1 pageGroutingAlif Rahmat FebriantoNo ratings yet
- Biography & Memoir Document DHDocument4 pagesBiography & Memoir Document DHMadhan KannanNo ratings yet
- Courses & Dishes Documents & PDFsDocument3 pagesCourses & Dishes Documents & PDFsMadhan KannanNo ratings yet
- Addiction Documents & PDFsDocument3 pagesAddiction Documents & PDFsMadhan KannanNo ratings yet
- Inspection and Test Plan for Fire Tube Boiler - SampleDocument1 pageInspection and Test Plan for Fire Tube Boiler - SampleMadhan KannanNo ratings yet
- Architecture DocumentsDHDocument3 pagesArchitecture DocumentsDHMadhan KannanNo ratings yet
- Accounting & Bookkeeping Documents & PDFsDocument3 pagesAccounting & Bookkeeping Documents & PDFsMadhan KannanNo ratings yet
- Business & Financial Law Documents & PDFsDocument3 pagesBusiness & Financial Law Documents & PDFsMadhan KannanNo ratings yet
- Auditing Documents & PDFsDocument3 pagesAuditing Documents & PDFsMadhan KannanNo ratings yet
- Artists and Musicians Documents DHDocument3 pagesArtists and Musicians Documents DHMadhan KannanNo ratings yet
- Finalcial Money MGHMTDocument4 pagesFinalcial Money MGHMTMadhan KannanNo ratings yet
- ESlhddsfDocument3 pagesESlhddsfMadhan KannanNo ratings yet
- Law Documents & PDFsDocument5 pagesLaw Documents & PDFsMadhan KannanNo ratings yet
- OnehdkDocument3 pagesOnehdkMadhan KannanNo ratings yet
- Astronomy & Space Sciences Documents & PDFsDocument3 pagesAstronomy & Space Sciences Documents & PDFsMadhan KannanNo ratings yet
- 2.01 Earn ItDocument3 pages2.01 Earn ItMadhan KannanNo ratings yet
- Itp For Welding On-Plot PipingDocument4 pagesItp For Welding On-Plot PipingMadhan KannanNo ratings yet
- QCR W 2013Document2 pagesQCR W 2013Madhan KannanNo ratings yet
- What Is DahsDocument6 pagesWhat Is DahsMadhan KannanNo ratings yet
- QCR W 2004Document6 pagesQCR W 2004Madhan KannanNo ratings yet
- QCR W 2007Document4 pagesQCR W 2007Madhan KannanNo ratings yet
- PDF Drive - All Types of PDF Files Search & Free Downloads Just One ClickDocument6 pagesPDF Drive - All Types of PDF Files Search & Free Downloads Just One ClickMadhan KannanNo ratings yet
- QCTR-A-2012 Rev 0Document2 pagesQCTR-A-2012 Rev 0Madhan KannanNo ratings yet
- QCR W 2012Document2 pagesQCR W 2012Madhan KannanNo ratings yet
- QCR W 2014Document3 pagesQCR W 2014Madhan KannanNo ratings yet
- Boiler Inspection Report TemplateDocument7 pagesBoiler Inspection Report TemplateDanu KautsarNo ratings yet
- QCR W 2033Document2 pagesQCR W 2033Madhan KannanNo ratings yet
- QCR W 2011Document4 pagesQCR W 2011Madhan KannanNo ratings yet
- E3sconf Aeecs2021 03075Document4 pagesE3sconf Aeecs2021 03075Madhan KannanNo ratings yet
- FREE Company Letterhead Design Download Word FileDocument1 pageFREE Company Letterhead Design Download Word FileMadhan KannanNo ratings yet
- Combined Plans 3 Storey ApartmentDocument13 pagesCombined Plans 3 Storey ApartmentTrending JuanNo ratings yet
- Levzstone EnterpriseDocument4 pagesLevzstone EnterpriseLevi BuencaminoNo ratings yet
- Davco K11 FlexDocument2 pagesDavco K11 Flexjet toledoNo ratings yet
- Dot 19900 DS1Document18 pagesDot 19900 DS1CheeYan TangNo ratings yet
- Assignment 2Document51 pagesAssignment 2Anisha KirlewNo ratings yet
- (L5 - 025) SOLN-SD-DR-MSI-BB623-L5-00397 - SD-04.1 (HW-4H.1) at LEVEL 5 0 - B APPROVED WC 0Document1 page(L5 - 025) SOLN-SD-DR-MSI-BB623-L5-00397 - SD-04.1 (HW-4H.1) at LEVEL 5 0 - B APPROVED WC 0Michael TugawenNo ratings yet
- Inspection and Test Plan (Itp) For Staircase Handrail 1 & 2Document3 pagesInspection and Test Plan (Itp) For Staircase Handrail 1 & 2Environ Support100% (1)
- Lightning Protection System Installation Works Inspection ChecklistDocument1 pageLightning Protection System Installation Works Inspection ChecklistReda HamedNo ratings yet
- Statics Practice Test - Answer ModelDocument18 pagesStatics Practice Test - Answer ModelKarim SalehNo ratings yet
- Bathroom renovation plan for Dubai apartmentDocument3 pagesBathroom renovation plan for Dubai apartmentmohd faizNo ratings yet
- pp2 FinalDocument118 pagespp2 FinalRohan ToraneNo ratings yet
- ANALISA JALAN BETON Fc'30 Mpa TEBAL 20 CMDocument52 pagesANALISA JALAN BETON Fc'30 Mpa TEBAL 20 CMnixonNo ratings yet
- Lokfix E75 TDS 8072020Document5 pagesLokfix E75 TDS 8072020KumarRamNo ratings yet
- Checklist For Sleeves & Puddle Flang InstallationDocument1 pageChecklist For Sleeves & Puddle Flang InstallationBelal AlrwadiehNo ratings yet
- Liebherr LTM1030-2.1 - Basic SpecDocument2 pagesLiebherr LTM1030-2.1 - Basic SpecmossamorrisNo ratings yet
- Listado de Todos Los Materiales en HanaDocument2,398 pagesListado de Todos Los Materiales en Hanamery ruizNo ratings yet
- Bill of Quantities for Taco Bell New BuiltDocument21 pagesBill of Quantities for Taco Bell New BuiltJanak PansuriyaNo ratings yet
- Integrated - Math 1.unit 7.unit AssessmentDocument6 pagesIntegrated - Math 1.unit 7.unit AssessmentDan YuNo ratings yet
- HoA3 (5. Engineer - Architects)Document11 pagesHoA3 (5. Engineer - Architects)003. M.priyankaNo ratings yet
- Olla STR DesignDocument23 pagesOlla STR DesigntahaelnourNo ratings yet
- Recycled Concrete AggregateDocument28 pagesRecycled Concrete AggregatePrashant pande100% (1)
- 09 - Bale Compactor PDFDocument41 pages09 - Bale Compactor PDFImmorthalNo ratings yet
- 2.2 JKR 28 Vacuum Brick Production LineDocument5 pages2.2 JKR 28 Vacuum Brick Production LinechrisofomaNo ratings yet
- IRC Accredited New Materials October2020Document2 pagesIRC Accredited New Materials October2020Yudhir TandonNo ratings yet
- Operation & Maintenance Manual: 1250, 1250X Hydraulic BreakerDocument46 pagesOperation & Maintenance Manual: 1250, 1250X Hydraulic BreakerRosa Chura AlarconNo ratings yet
- General Notes On Exam: Questions Tackles Architectural Interiors of Project No. 1) Most of Them Are General in NatureDocument39 pagesGeneral Notes On Exam: Questions Tackles Architectural Interiors of Project No. 1) Most of Them Are General in NatureUNO ArchitectNo ratings yet
- Project WritingDocument18 pagesProject WritingMARSYA HANIS BINTI MOHAMAD AYOFNo ratings yet
- Elevation 1 Elevation 2: Typical Classroom KidsDocument1 pageElevation 1 Elevation 2: Typical Classroom KidsKYC BIM010No ratings yet
- Concrete Specification StandardsDocument1 pageConcrete Specification StandardszeeshanNo ratings yet
- Tpbo Paper-2Document32 pagesTpbo Paper-2RaghuNo ratings yet