You might also like
- QAQC Monthly Report (April 2022)Document10 pagesQAQC Monthly Report (April 2022)Mohamed FaroukiNo ratings yet
- ITP Check List For Metal Deck InstallationDocument2 pagesITP Check List For Metal Deck InstallationLeo PascualNo ratings yet
- Inspection & Test Plan Project Name: Coring and Concrete Cutting of R/C WallsDocument1 pageInspection & Test Plan Project Name: Coring and Concrete Cutting of R/C WallsA S80% (5)
- Inspection & Test Plan: Stone Works As Shown in The DrawingsDocument2 pagesInspection & Test Plan: Stone Works As Shown in The DrawingsharikrishnaNo ratings yet
- Inspection and Testing Plan (Itp) : Installation of Wooden DoorsDocument1 pageInspection and Testing Plan (Itp) : Installation of Wooden Doorsrajat100% (2)
- 027 ITP For Pre Cast Concrete PDFDocument27 pages027 ITP For Pre Cast Concrete PDFlinga2014No ratings yet
- ITP For Caprentry & Joinery WorksDocument2 pagesITP For Caprentry & Joinery Worksexia19920% (2)
- ITP For Civil WorksDocument8 pagesITP For Civil WorksOsama WaheedNo ratings yet
- Marriot Grand Ballroom Project Inspection and Test PlanDocument3 pagesMarriot Grand Ballroom Project Inspection and Test PlanImho Tep75% (4)
- ITP-CI-026a-02 (Building Finishing Works)Document4 pagesITP-CI-026a-02 (Building Finishing Works)Delta akathehuskyNo ratings yet
- C8516-CLT-QMT-0032 - Rev-00 Inspection Checklist For Kerbstone Installation WorksDocument1 pageC8516-CLT-QMT-0032 - Rev-00 Inspection Checklist For Kerbstone Installation WorksJabin100% (2)
- ITP For Handrail WeldingDocument2 pagesITP For Handrail WeldingKumar AbhishekNo ratings yet
- ITP AllDocument1 pageITP AllMuhammadIqbalMughalNo ratings yet
- Inspection & Test Plan for HVAC Duct InstallationDocument1 pageInspection & Test Plan for HVAC Duct InstallationDong VanraNo ratings yet
- Inspection Test PlanDocument3 pagesInspection Test Planfabin100% (3)
- Paver Block ChecklistDocument6 pagesPaver Block ChecklistAnkur BarsainyaNo ratings yet
- ItpDocument7 pagesItpJose Sherin100% (1)
- ITP For Domestic Water Piping InstallationDocument1 pageITP For Domestic Water Piping InstallationBelal AlrwadiehNo ratings yet
- Part 2 - ITP Details: Inspection & Test Plan For Precast Concrete WorksDocument5 pagesPart 2 - ITP Details: Inspection & Test Plan For Precast Concrete WorksErickson Malicsi100% (2)
- Method Statement For Termite Control (AUVA-MS-Civil-MS-023) Rev 01Document9 pagesMethod Statement For Termite Control (AUVA-MS-Civil-MS-023) Rev 01hammad21100% (1)
- Itp PlasteringDocument7 pagesItp PlasteringJervino RuahNo ratings yet
- ITP For Steel Structure1Document3 pagesITP For Steel Structure1吴兴泊No ratings yet
- INSPECTION & TEST PLAN (ITP) : Anti Termite TreatmentDocument1 pageINSPECTION & TEST PLAN (ITP) : Anti Termite TreatmentLOPA THANDAR100% (2)
- ITP-CONCRETE Blinding WorkDocument2 pagesITP-CONCRETE Blinding WorkYash Sharma100% (1)
- ITP PLUMBING WORKS SampleDocument1 pageITP PLUMBING WORKS SampleJay Chris L. Beron100% (1)
- Itp For InsulationDocument14 pagesItp For InsulationHytham El-NoubyNo ratings yet
- Inspection & Test Plan for Masonry WorksDocument3 pagesInspection & Test Plan for Masonry Worksiman arief100% (4)
- Inspection & Test Plan (Itp) : Gypsum Board False CeilingDocument1 pageInspection & Test Plan (Itp) : Gypsum Board False CeilingLOPA THANDARNo ratings yet
- QAQC Objective & Key Career AchievementsDocument3 pagesQAQC Objective & Key Career Achievementssaffririzal4237100% (2)
- ITP Temporary HoardingDocument1 pageITP Temporary HoardingMohd Azrin100% (1)
- WoodenDoor Check ListDocument1 pageWoodenDoor Check ListYash Sharma0% (1)
- DSM-xxx-0xxx-xx, Checklist For HDPE Piping InstallationDocument1 pageDSM-xxx-0xxx-xx, Checklist For HDPE Piping Installationkadir tanzania100% (4)
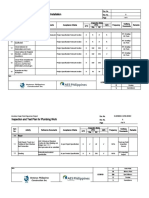
- Inspection and Test Plan For Internal Gypsum Plaster: Oberoi Maxima ProjectDocument5 pagesInspection and Test Plan For Internal Gypsum Plaster: Oberoi Maxima Projectlokesh.kukadiya100% (1)
- Appendix E: Checklist For Kerbstone WorksDocument3 pagesAppendix E: Checklist For Kerbstone WorksJericFuentes100% (2)
- Curing Compound ApplicationDocument3 pagesCuring Compound Applicationmoytabura96No ratings yet
- King Salman Airbase Project DirabDocument5 pagesKing Salman Airbase Project DirabArif Mohammed100% (1)
- Purpose: Method Statement - Raised Access Flooring / Cavity FlooringDocument7 pagesPurpose: Method Statement - Raised Access Flooring / Cavity Flooringajit karandikar100% (1)
- Inspection Test PlanDocument2 pagesInspection Test PlanDelta akathehuskyNo ratings yet
- Concrete Works ChecklistDocument1 pageConcrete Works Checklistmallikarjuna ketheNo ratings yet
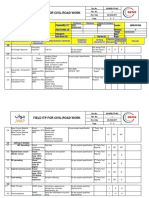
- FIELD ITP FOR CIVIL-ROAD WORKDocument4 pagesFIELD ITP FOR CIVIL-ROAD WORKAteeq Rahman100% (1)
- CHECKLIST FOR METAL AND GLAZINGDocument2 pagesCHECKLIST FOR METAL AND GLAZINGajit karandikar50% (2)
- Quality Control Procedure Strcture-SSDocument16 pagesQuality Control Procedure Strcture-SSKamran AliNo ratings yet
- Checklist For GlazingDocument2 pagesChecklist For GlazingMohammad TaushifNo ratings yet
- QC PROCEDURESDocument37 pagesQC PROCEDURESRen Salazar100% (2)
- Installation of Steel Doors Method StatementDocument5 pagesInstallation of Steel Doors Method StatementEmadHassanNo ratings yet
- CEMENT PLASTERING CHECKLISTDocument1 pageCEMENT PLASTERING CHECKLISTsankuj5354No ratings yet
- ITP - Fencing and Gates Installation Works - MAB1Document24 pagesITP - Fencing and Gates Installation Works - MAB1Vasilica Barbarasa100% (2)
- Check List For Roof Waterproofing Works: Stage Item Checked by DateDocument1 pageCheck List For Roof Waterproofing Works: Stage Item Checked by DaterajatNo ratings yet
- ITP For Concrete Paving WorkDocument15 pagesITP For Concrete Paving WorkShewale PravinNo ratings yet
- AlumDoor-Inspection & Testing Plan (ITP)Document1 pageAlumDoor-Inspection & Testing Plan (ITP)Yash Sharma67% (3)
- Inspection Test Plan ITP Painting WorksDocument4 pagesInspection Test Plan ITP Painting WorksMichael AntipuestoNo ratings yet
- 6.ITP For RebarDocument1 page6.ITP For RebarDaniel Sinaga100% (1)
- Method Statement Steel Structure 1 4 Meg PDFDocument26 pagesMethod Statement Steel Structure 1 4 Meg PDFemeka2012No ratings yet
- Checklist For Rebar (Columns, Neck Columns and Plinth Wall) : QA/QC RequirementsDocument1 pageChecklist For Rebar (Columns, Neck Columns and Plinth Wall) : QA/QC Requirementsmanoj100% (1)
- Saudi Oger Ltd. (Project Name) : PlasteringDocument1 pageSaudi Oger Ltd. (Project Name) : PlasteringAnthony AngelesNo ratings yet
- CH-Engineering ITP for Backfilling WorksDocument2 pagesCH-Engineering ITP for Backfilling WorksYash SharmaNo ratings yet
- Method Statement For Staircase HandrailDocument18 pagesMethod Statement For Staircase HandrailEnviron Support50% (2)
- Traffic Signage Installation ITPDocument1 pageTraffic Signage Installation ITPmoytabura96No ratings yet
- Itp For Staircase HandrailDocument3 pagesItp For Staircase HandrailKishoreNo ratings yet
- 1 SATIP-A-004-05 Leak Testing Per SAES-A-004 - Rev1Document1 page1 SATIP-A-004-05 Leak Testing Per SAES-A-004 - Rev1j fNo ratings yet
- Hi Force Hydraulic ToolDocument1 pageHi Force Hydraulic ToolEnviron SupportNo ratings yet
- PATTA Blind Rivets Cat2018Document44 pagesPATTA Blind Rivets Cat2018Environ SupportNo ratings yet
- Material Loading Basket (Jula) - MATERIAL LIFTING BASKET PDFDocument1 pageMaterial Loading Basket (Jula) - MATERIAL LIFTING BASKET PDFEnviron SupportNo ratings yet
- Shapes BrochureDocument12 pagesShapes BrochureKhor Tze MingNo ratings yet
- INDUSTRIAL TRAINING GUIDE LINES (Updated Feb 2018)Document5 pagesINDUSTRIAL TRAINING GUIDE LINES (Updated Feb 2018)Environ SupportNo ratings yet
- Method Statement For Staircase HandrailDocument18 pagesMethod Statement For Staircase HandrailEnviron Support50% (2)
- Temporary Site Office SpecificationDocument5 pagesTemporary Site Office SpecificationEnviron SupportNo ratings yet
- Method Statement For Safety and Maintenance Steel Grating WalkwayDocument10 pagesMethod Statement For Safety and Maintenance Steel Grating WalkwayEnviron SupportNo ratings yet
- GJ 11Document7 pagesGJ 11vijayakumarNo ratings yet
- General Construction Notes: Bureau of DesignDocument1 pageGeneral Construction Notes: Bureau of DesignGarry WaveNo ratings yet
- STEEL PIPE SCHEDULE CHARTDocument2 pagesSTEEL PIPE SCHEDULE CHARTSonaliNo ratings yet
- Technical Data Sheet TECHSTRAP 2020Document1 pageTechnical Data Sheet TECHSTRAP 2020BalrajNo ratings yet
- Epoxy CatalogueDocument21 pagesEpoxy CatalogueChinthamani PandiNo ratings yet
- Attachment 32 - Amend To Shell DEPsDocument34 pagesAttachment 32 - Amend To Shell DEPsBasker BaluNo ratings yet
- Ps Primer: DescriptionDocument2 pagesPs Primer: DescriptionEngr KamalNo ratings yet
- Pipe - BOQDocument1 pagePipe - BOQعامر شیخNo ratings yet
- SAES-Q-010 Cement Based, Non-Shrink Grout PDFDocument4 pagesSAES-Q-010 Cement Based, Non-Shrink Grout PDFWaqar Ahmed100% (1)
- Modern Technology of Wood, Veneer, Plywood, Particle Board, Fibreboard, Bamboo & Forest Products Modern Technology of Wood, Veneer, Plywood, Particle Board, Fibreboard, Bamboo & Forest ProductsDocument12 pagesModern Technology of Wood, Veneer, Plywood, Particle Board, Fibreboard, Bamboo & Forest Products Modern Technology of Wood, Veneer, Plywood, Particle Board, Fibreboard, Bamboo & Forest Productseiribooks50% (2)
- Class M6C1Document13 pagesClass M6C1SalimNo ratings yet
- خواطر مهندسDocument98 pagesخواطر مهندسdidobekheddaNo ratings yet
- Sor JKR 2017 PDFDocument49 pagesSor JKR 2017 PDFRozita Abdullah Sani0% (1)
- Thadiyankudisai Rural TourismDocument21 pagesThadiyankudisai Rural TourismKiran KeswaniNo ratings yet
- Comparative Table of Aluminium AlloysDocument1 pageComparative Table of Aluminium AlloysLuca MemoliNo ratings yet
- Mechanical Properties and Physical PropertiesDocument3 pagesMechanical Properties and Physical Propertiesimran shakirNo ratings yet
- Fosroc Grouting BrochureDocument9 pagesFosroc Grouting BrochurePratim SenguptaNo ratings yet
- Is 2062 - 2006 - Hot Rolled Low, Medium and High Tensile Structural Steel PDFDocument13 pagesIs 2062 - 2006 - Hot Rolled Low, Medium and High Tensile Structural Steel PDFThenna ArasuNo ratings yet
- Auto ClaveDocument16 pagesAuto ClaveAhmed QomaruddinNo ratings yet
- HVA Capsule Adhesive Anchor Unsupported 243544Document2 pagesHVA Capsule Adhesive Anchor Unsupported 243544yhszaNo ratings yet
- Astm E1647Document4 pagesAstm E1647Jorge SuarezNo ratings yet
- Ti Condenser TubingDocument8 pagesTi Condenser Tubingaman131No ratings yet
- API 571 2nd 2011 Unlocked - 051Document1 pageAPI 571 2nd 2011 Unlocked - 051nguyenNo ratings yet
- SPAN - Technical Standard For Sewerage System Under 10,000PEDocument44 pagesSPAN - Technical Standard For Sewerage System Under 10,000PEGrace Gunsalam100% (1)
- SikaGrout - 212Document4 pagesSikaGrout - 212Frans van der MerweNo ratings yet
- Details of Measurement (Preliminaries)Document30 pagesDetails of Measurement (Preliminaries)Engr SwapanNo ratings yet
- Anfd - W2Document12 pagesAnfd - W2Bagadi AvinashNo ratings yet
- 2015 Buma SharadaSrinivasanDocument9 pages2015 Buma SharadaSrinivasanAniruddha PathakNo ratings yet
- Fti Air Aodd Models Ft10A & Ft10S: Assembly, Installation, & Operation ManualDocument26 pagesFti Air Aodd Models Ft10A & Ft10S: Assembly, Installation, & Operation ManualEUGENIO CAÑAVERANo ratings yet
- Heat Exchanger MaterialsDocument16 pagesHeat Exchanger MaterialsAleem QureshiNo ratings yet