You might also like
- Autel Maxisys Ms905 Software Torrent CrackDocument3 pagesAutel Maxisys Ms905 Software Torrent CrackJosé Antonio Ramírez Gómez100% (1)
- Hype Cycle For Healthcare PR 314257Document88 pagesHype Cycle For Healthcare PR 314257Harshavardhan PatilNo ratings yet
- P Grover 1Document33 pagesP Grover 1Annisa Puspa MustikaNo ratings yet
- Sketch-Turn: DOOSAN Conversational Programming SoftwareDocument8 pagesSketch-Turn: DOOSAN Conversational Programming SoftwareTrajan DonevskiNo ratings yet
- Group TechnologyDocument39 pagesGroup Technologyanon_106272691No ratings yet
- Groover Ch7 Numerical ControlDocument65 pagesGroover Ch7 Numerical Controlrony100% (1)
- Sojib VaiDocument2 pagesSojib VaiPeash Mredha80% (5)
- Piperack Quantity EstimationsDocument7 pagesPiperack Quantity EstimationsLandon MitchellNo ratings yet
- Ch21 Six SigmaDocument53 pagesCh21 Six SigmaAjay DesaiNo ratings yet
- Cellular Manufacturing - CH 18Document38 pagesCellular Manufacturing - CH 18hamba allahNo ratings yet
- Me 445 Groover Ch8 Industrial RoboticsDocument39 pagesMe 445 Groover Ch8 Industrial RoboticsSergio LedezmaNo ratings yet
- SeminarDocument29 pagesSeminarMohan UrsNo ratings yet
- Sections: The Nature of Work Defining Work Systems Types of Occupations Productivity Organization of The BookDocument36 pagesSections: The Nature of Work Defining Work Systems Types of Occupations Productivity Organization of The BookTashi BestNo ratings yet
- VTU ECE 7th Sem Embedded System Design Assignment Questions & Answers PDFDocument60 pagesVTU ECE 7th Sem Embedded System Design Assignment Questions & Answers PDFSUSHANTH K J88% (8)
- Ch02 Manual Work 1Document50 pagesCh02 Manual Work 1abd17com50% (2)
- Methods Engineering & Layout PlanningDocument40 pagesMethods Engineering & Layout PlanningTashi BestNo ratings yet
- Ergonomics and AnatonyDocument31 pagesErgonomics and AnatonyMadhu ManoharanNo ratings yet
- Ch04Document20 pagesCh04nilesh0074313No ratings yet
- Ch04 Assembly LinesDocument33 pagesCh04 Assembly LinesZaheer TajNo ratings yet
- CIM LAB ManualDocument58 pagesCIM LAB ManualBruce ColonNo ratings yet
- Ch12-Intro Time StudyDocument8 pagesCh12-Intro Time Studybschinagudi0% (1)
- CH 9 - Discrete Control Using PLC's and PC'sDocument22 pagesCH 9 - Discrete Control Using PLC's and PC'sTehseenakhtarNo ratings yet
- Material Handling GrooverDocument50 pagesMaterial Handling GrooverMiguel Angel GarcíaNo ratings yet
- Sand Casting: Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. GrooverDocument38 pagesSand Casting: Automation, Production Systems, and Computer-Integrated Manufacturing, Third Edition, by Mikell P. GrooverShoaib HassanNo ratings yet
- MotionControlTerminologyPrimerv2 PDFDocument2 pagesMotionControlTerminologyPrimerv2 PDFFouad ElhajjiNo ratings yet
- Ch13Document28 pagesCh13Faiza BadarNo ratings yet
- CH 18 Transfer Lines and Similar Automated Manufacturing SystemsDocument28 pagesCH 18 Transfer Lines and Similar Automated Manufacturing SystemsNabeel AhmadNo ratings yet
- Industrial Automation Industrial Automation: Cad/Cam and CNCDocument24 pagesIndustrial Automation Industrial Automation: Cad/Cam and CNCGuillermo RamirezNo ratings yet
- Flow-Based Detection and Mitigation of Low-Rate DDOS Attack in SDN Environment Using Machine Learning TechniquesDocument502 pagesFlow-Based Detection and Mitigation of Low-Rate DDOS Attack in SDN Environment Using Machine Learning TechniquesMiax PandeyNo ratings yet
- Robot Cycle Time AnalysisDocument11 pagesRobot Cycle Time AnalysisThirumalaimuthukumaranMohan100% (2)
- Ch16-Work Sampling-2012 PDFDocument27 pagesCh16-Work Sampling-2012 PDFGökhan Kof0% (1)
- Notes Ch19-Learning CurvesDocument27 pagesNotes Ch19-Learning CurvesASAD ULLAHNo ratings yet
- Chapter 3 Manufacturing Metrics and EconomicsDocument15 pagesChapter 3 Manufacturing Metrics and Economicstomocih624No ratings yet
- Motion Control With LabviewDocument30 pagesMotion Control With Labviewsocat120013485No ratings yet
- Wedding Quotation AnnaDocument6 pagesWedding Quotation AnnaAudhyCupangNo ratings yet
- Mikell P. GrooverDocument15 pagesMikell P. GrooverRizal Nur IkhwaniNo ratings yet
- 67047-Ch14 BaruDocument48 pages67047-Ch14 BaruDanielNo ratings yet
- Real-World Use of Big Data in TelecommunicationsDocument20 pagesReal-World Use of Big Data in TelecommunicationsmpmadeiraNo ratings yet
- CH 7 Numerical ControlDocument72 pagesCH 7 Numerical ControlJagmeet SinghNo ratings yet
- Chapter 1 P.GrooverDocument33 pagesChapter 1 P.GrooverSeptiyan Adi NugrohoNo ratings yet
- 2 MarksDocument16 pages2 MarkssiswariyaNo ratings yet
- CNC CAM Lecture Notes Chapter 3 InterpolatorDocument32 pagesCNC CAM Lecture Notes Chapter 3 InterpolatorSutran ErwiyantoroNo ratings yet
- SIX Sigma Quality Numerical Problems R C P C Charts ShortDocument48 pagesSIX Sigma Quality Numerical Problems R C P C Charts ShortROHAN MELWYN RANJAN 2228630No ratings yet
- 080 Manipulator Trajectory PlanningDocument23 pages080 Manipulator Trajectory PlanningJohan RojasNo ratings yet
- ME407 MechatronicsDocument2 pagesME407 MechatronicsVivek SivaramanNo ratings yet
- Robtics, 2007Document358 pagesRobtics, 2007Arnel Pascual LaquindanumNo ratings yet
- Design and Implementation of 3 Axis Linear Interpolation Controller in Fpga For CNC Machines and RoboticsDocument11 pagesDesign and Implementation of 3 Axis Linear Interpolation Controller in Fpga For CNC Machines and RoboticsIAEME Publication100% (1)
- Design of A 3D Printed OrnithopterDocument4 pagesDesign of A 3D Printed OrnithopterInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Matrix Calculations in Excel PDFDocument37 pagesMatrix Calculations in Excel PDFBabak Esmailzadeh HakimiNo ratings yet
- DIYguru MATLAB Course BrochureDocument8 pagesDIYguru MATLAB Course BrochureDIYguruNo ratings yet
- MpsDocument8 pagesMpsVictor AlNo ratings yet
- Review of Control Systems in RoboticsDocument10 pagesReview of Control Systems in Roboticsroyson316No ratings yet
- Manufacturing SystemsDocument28 pagesManufacturing SystemsLokesh SaxenaNo ratings yet
- Cipet Bhubaneswar Skill Development CoursesDocument1 pageCipet Bhubaneswar Skill Development CoursesDivakar PanigrahiNo ratings yet
- Insulin Pump System DesignDocument10 pagesInsulin Pump System DesignmikeNo ratings yet
- Chapter 10 - Work Measurements and StandardsDocument72 pagesChapter 10 - Work Measurements and StandardsTGTrindadeNo ratings yet
- Course Textbook: Materials, 4Th Ed, Si Units, Mcgraw-Hill, 2006Document2 pagesCourse Textbook: Materials, 4Th Ed, Si Units, Mcgraw-Hill, 2006Hisham BasherNo ratings yet
- Fixtures For NCDocument13 pagesFixtures For NCMaha RajanNo ratings yet
- Additive ManufacturingDocument4 pagesAdditive ManufacturingMagisterr0% (2)
- Mechanical Properties of Lattice Structured MaterialsDocument13 pagesMechanical Properties of Lattice Structured MaterialsHadiNo ratings yet
- AI-Based Drowsiness Driver Alert SystemDocument5 pagesAI-Based Drowsiness Driver Alert SystemInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- CAD/CAE Applications in BiomedicineDocument12 pagesCAD/CAE Applications in BiomedicineManoj DhageNo ratings yet
- Theoretical Design of A Plantain Peeling Machine: December 2018Document12 pagesTheoretical Design of A Plantain Peeling Machine: December 2018Óscar Alfonso Gómez SepúlvedaNo ratings yet
- CIM Guide: Computer Integrated Manufacturing Processes ExplainedDocument32 pagesCIM Guide: Computer Integrated Manufacturing Processes ExplainedVarshaNo ratings yet
- LTCC and HTCC PDFDocument3 pagesLTCC and HTCC PDFPhan Xuân TuấnNo ratings yet
- Basic NC OperationDocument57 pagesBasic NC Operationsaurabh shankarNo ratings yet
- Chapter 7 Computer Numerical ControlDocument57 pagesChapter 7 Computer Numerical Controltomocih624No ratings yet
- 1 Introduction 학생용Document16 pages1 Introduction 학생용khalil alhatabNo ratings yet
- Wet EtchDocument28 pagesWet Etchkhalil alhatabNo ratings yet
- Chem 470/me 497Document1 pageChem 470/me 497khalil alhatabNo ratings yet
- Depostion and Liftoff - Lab2Document10 pagesDepostion and Liftoff - Lab2khalil alhatabNo ratings yet
- 27 11 2022 2dMidtermExamMT308-Industrial AutomationDocument2 pages27 11 2022 2dMidtermExamMT308-Industrial Automationkhalil alhatabNo ratings yet
- Drives in Mechatronics1Document14 pagesDrives in Mechatronics1Durga PrasadNo ratings yet
- Course Overveiw 1Document14 pagesCourse Overveiw 1khalil alhatabNo ratings yet
- Final Exam Stress Analysis 2016 AnswersDocument7 pagesFinal Exam Stress Analysis 2016 Answerskhalil alhatabNo ratings yet
- Design and Development of Tilting Rotary Furnace: IOP Conference Series: Materials Science and EngineeringDocument8 pagesDesign and Development of Tilting Rotary Furnace: IOP Conference Series: Materials Science and EngineeringaliNo ratings yet
- Chap2 - Product Development ProcessDocument47 pagesChap2 - Product Development ProcessSeng SoonNo ratings yet
- UNIT 2 HELICAL & BEVEL GEAR Handwritten NotesDocument47 pagesUNIT 2 HELICAL & BEVEL GEAR Handwritten Noteskhalil alhatabNo ratings yet
- 23 Control of Machine ToolsDocument7 pages23 Control of Machine Toolskhalil alhatabNo ratings yet
- Lecture 3 Introduction To Machine Tool Drives and MechanismsDocument59 pagesLecture 3 Introduction To Machine Tool Drives and Mechanismskhalil alhatab100% (1)
- PlasticsDocument27 pagesPlasticskhalil alhatabNo ratings yet
- ControlDocument49 pagesControlkhalil alhatabNo ratings yet
- Clamp UnitDocument25 pagesClamp Unitkhalil alhatabNo ratings yet
- Design Injection Molds PDFDocument76 pagesDesign Injection Molds PDFJose Luis MendozaNo ratings yet
- Designandfabricatonofsoapploddingmachineinresponsetohighdemandofsoapanddetergentduringthecovid 19eraDocument12 pagesDesignandfabricatonofsoapploddingmachineinresponsetohighdemandofsoapanddetergentduringthecovid 19erakhalil alhatabNo ratings yet
- Chapter 2Document6 pagesChapter 2khalil alhatabNo ratings yet
- Midterm P2800 2008 SolutionsDocument6 pagesMidterm P2800 2008 Solutionskhalil alhatabNo ratings yet
- Chap2 - Product Development ProcessDocument47 pagesChap2 - Product Development ProcessSeng SoonNo ratings yet
- CHAP1 - Product Design Theory and MethodologyDocument34 pagesCHAP1 - Product Design Theory and Methodologykhalil alhatabNo ratings yet
- Which of The Following Modelling 3D Model Representation Is Also Called As Building Block ApproachDocument8 pagesWhich of The Following Modelling 3D Model Representation Is Also Called As Building Block Approachkhalil alhatabNo ratings yet
- MTExam ME 101 31 11 2022Document6 pagesMTExam ME 101 31 11 2022khalil alhatabNo ratings yet
- CAD/CAM midterm exam reviewDocument6 pagesCAD/CAM midterm exam reviewkhalil alhatabNo ratings yet
- Cad Cam Mtexam 2Document3 pagesCad Cam Mtexam 2khalil alhatabNo ratings yet
- MTExam ME 101 31 11 2022Document6 pagesMTExam ME 101 31 11 2022khalil alhatabNo ratings yet
- Properties & Strength of MaterialsDocument1 pageProperties & Strength of Materialskhalil alhatabNo ratings yet
- Final ExamMDFinal 2023Document2 pagesFinal ExamMDFinal 2023khalil alhatabNo ratings yet
- MTExam3 Strength of Materials 2022 2023Document4 pagesMTExam3 Strength of Materials 2022 2023khalil alhatabNo ratings yet
- Movitools - Connection To Simatic s7 Via MpiDocument32 pagesMovitools - Connection To Simatic s7 Via MpiBlAdE 12No ratings yet
- Comptia Security Sy0 501 Exam ObjectivesDocument20 pagesComptia Security Sy0 501 Exam ObjectivesHans Joshep O'BrienNo ratings yet
- Code - Aster: FORMA11 - Practical Works of The Formation "Analyzes Dynamic": Modal AnalysisDocument16 pagesCode - Aster: FORMA11 - Practical Works of The Formation "Analyzes Dynamic": Modal AnalysisM PankajNo ratings yet
- MIDAS/Civil Foundation DesignDocument1 pageMIDAS/Civil Foundation DesignManupriya KapleshNo ratings yet
- Learning Material - System Analysis and DesignDocument697 pagesLearning Material - System Analysis and Designtaurus_vadivelNo ratings yet
- A Detailed Analogy of Network Simulators - NS1, NS2, NS3 and NS4Document5 pagesA Detailed Analogy of Network Simulators - NS1, NS2, NS3 and NS4Anonymous lPvvgiQjRNo ratings yet
- Moodle A Free Learning Management System 23045Document33 pagesMoodle A Free Learning Management System 23045arur007No ratings yet
- HUAWEI VNS-L31C432B160 Software Upgrade GuidelineDocument9 pagesHUAWEI VNS-L31C432B160 Software Upgrade GuidelineAlessandroCarlàNo ratings yet
- Netshark Filters Guide 10-7-0 UgDocument72 pagesNetshark Filters Guide 10-7-0 Ugjm_scavoneNo ratings yet
- IQ Bot Vs Document AutomationDocument1 pageIQ Bot Vs Document Automationpolag8705No ratings yet
- JBLpro STX800 Brochure Web 062112Document8 pagesJBLpro STX800 Brochure Web 062112Diego MartínezNo ratings yet
- Quiz Project ReportDocument27 pagesQuiz Project ReportKapil DoraNo ratings yet
- Adempiere Module 4 - New Client Setup PDFDocument32 pagesAdempiere Module 4 - New Client Setup PDFharunjuhaszNo ratings yet
- Universiti Teknologi Malaysia: Joei Ong Suk MeiDocument19 pagesUniversiti Teknologi Malaysia: Joei Ong Suk MeiJoey OngNo ratings yet
- MemTest86 User Guide UEFIDocument81 pagesMemTest86 User Guide UEFIJeova Jose de MeloNo ratings yet
- Workday Transaction Guide Assign Pay Group: Process Initiator Scope RelevanceDocument2 pagesWorkday Transaction Guide Assign Pay Group: Process Initiator Scope RelevancenavazNo ratings yet
- Imaster NCE-IP Lite V100R022C00 Product Description (x86) 01-CDocument518 pagesImaster NCE-IP Lite V100R022C00 Product Description (x86) 01-CMauricioJavierRomaniniNo ratings yet
- ListDocument7 pagesListRamesh GuptaNo ratings yet
- Georg Biedenkapp - Der Nordpol Als VölkerheimatDocument217 pagesGeorg Biedenkapp - Der Nordpol Als VölkerheimatAutarkesRattelsdorfNo ratings yet
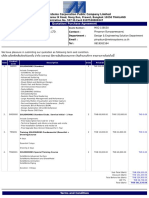
- Metro Systems Corporation Public Company LimitedDocument2 pagesMetro Systems Corporation Public Company Limitedkarn pinyanunNo ratings yet
- UNDP NP ESP Electoral-Atlas-Nepal PDFDocument194 pagesUNDP NP ESP Electoral-Atlas-Nepal PDFsagarmohan123No ratings yet
- Emx Nav LeftDocument8 pagesEmx Nav LeftDuc Khiem MaiNo ratings yet