100% found this document useful (2 votes)
330 views36 pagesMechanical Integrity in Ammonia Refrigeration
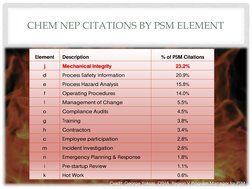
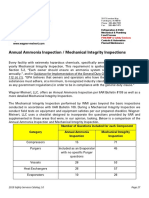
The document discusses mechanical integrity and inspections in the ammonia refrigeration industry. It notes that mechanical integrity has become a focus of OSHA, corporations, and standard organizations. OSHA's National Emphasis Program led to inspections citing mechanical integrity issues in 23.2% of cases. The industry is responding by clarifying good engineering practices and standards for inspections and testing. Groups like the Industrial Refrigeration Consortium are working to better define practices and criteria to ensure mechanical integrity.
Uploaded by
RASHEED YUSUFCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF, TXT or read online on Scribd
100% found this document useful (2 votes)
330 views36 pagesMechanical Integrity in Ammonia Refrigeration
The document discusses mechanical integrity and inspections in the ammonia refrigeration industry. It notes that mechanical integrity has become a focus of OSHA, corporations, and standard organizations. OSHA's National Emphasis Program led to inspections citing mechanical integrity issues in 23.2% of cases. The industry is responding by clarifying good engineering practices and standards for inspections and testing. Groups like the Industrial Refrigeration Consortium are working to better define practices and criteria to ensure mechanical integrity.
Uploaded by
RASHEED YUSUFCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF, TXT or read online on Scribd
- Mechanical Integrity
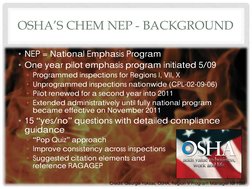
- OSHA's Chem NEP Background
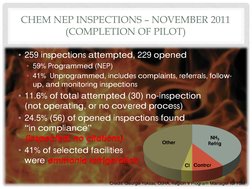
- Chem NEP Inspections
- Industry Response
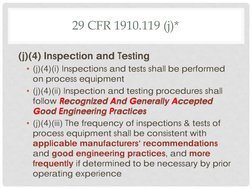
- Inspection and Testing Regulations
- RAGAGEP and IIAR Guidelines
- Need for NDT
- Upcoming Regulations
- IRC's Efforts
- NDT Advancements
- Visual Inspection Program