You might also like
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
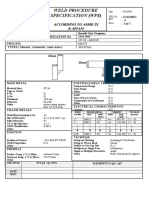
- Weld Procedure Specification (WPS) : According To Asme Ix &Document1 pageWeld Procedure Specification (WPS) : According To Asme Ix &Mina Roger SamyNo ratings yet
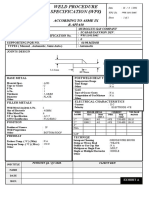
- Weld Procedure Specification (WPS) : According To Asme IxDocument1 pageWeld Procedure Specification (WPS) : According To Asme IxMina Roger Samy50% (2)
- Weld Procedure Specification (WPS) : According To Asme Ix &Document1 pageWeld Procedure Specification (WPS) : According To Asme Ix &Mina Roger SamyNo ratings yet
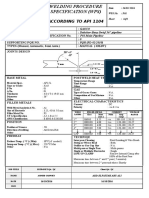
- Welding Procedure Specification (WPS) : According To Api 1104Document1 pageWelding Procedure Specification (WPS) : According To Api 1104Maged Lotfy Abdel-aal100% (1)
- PQR Procedure Qualification Record Krishna SteelDocument2 pagesPQR Procedure Qualification Record Krishna SteelHarshit Adwani100% (2)
- Welding Procedure Specification: ST NDDocument1 pageWelding Procedure Specification: ST NDMaung SleeperNo ratings yet
- Ethylene Project Fillet Weld PQRDocument1 pageEthylene Project Fillet Weld PQRS GoudaNo ratings yet
- Welding Procedure Specifications (WPS) : AWS D1.1Document2 pagesWelding Procedure Specifications (WPS) : AWS D1.1BS AhnNo ratings yet
- WPS GF170 As 1554.6Document1 pageWPS GF170 As 1554.6Syed Mahmud Habibur Rahman100% (1)
- Welding Procedure Specification (WPS) : Section IX, ASME Boiler and Pressure Vessel CodeDocument1 pageWelding Procedure Specification (WPS) : Section IX, ASME Boiler and Pressure Vessel CodeKishan ChauhanNo ratings yet
- Q-Chem Ethylene Project Welding Procedure SpecificationDocument1 pageQ-Chem Ethylene Project Welding Procedure SpecificationS GoudaNo ratings yet
- APL HEC: Hearoon Engineering Company Welding Procedure Specification Asme Sec - IxDocument2 pagesAPL HEC: Hearoon Engineering Company Welding Procedure Specification Asme Sec - Ixmc160403810 Usman AliNo ratings yet
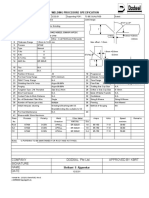
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Process: Mma/Smaw TYPES: Manual: Preliminary Welding Procedure Specification (PWPS) Nama: Shah Nadzri Bin JasmirDocument3 pagesWelding Process: Mma/Smaw TYPES: Manual: Preliminary Welding Procedure Specification (PWPS) Nama: Shah Nadzri Bin Jasmirshahaljawaie87100% (2)
- Preliminary - Welding Procedure Specification (WPS)Document1 pagePreliminary - Welding Procedure Specification (WPS)Rudi DaNo ratings yet
- Bridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, OdishaDocument5 pagesBridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, Odishaniraj mouryaNo ratings yet
- WPS 7018+70S2Document8 pagesWPS 7018+70S2rajuNo ratings yet
- Ethylene Project GTAW Welding Procedure QatarDocument1 pageEthylene Project GTAW Welding Procedure QatarS GoudaNo ratings yet
- PQR - Gmaw BCCDocument2 pagesPQR - Gmaw BCCBasel MohammadNo ratings yet
- WPS NMB 001Document6 pagesWPS NMB 001mohamed nasserNo ratings yet
- PQR PDFDocument2 pagesPQR PDFNjoku ChijiokeNo ratings yet
- Procedure Qualification Record (PQR) : Annex N AWS D1.1/D1.1M:2010Document2 pagesProcedure Qualification Record (PQR) : Annex N AWS D1.1/D1.1M:2010Menad SalahNo ratings yet
- SS WPSDocument1 pageSS WPSMOHAMEDABBASNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- 07.3 111 FW ML PF WPS 20mm EngDocument1 page07.3 111 FW ML PF WPS 20mm EngViktorNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Page No: 01: SA 240 GR 304 SA 240 GR 304Document5 pagesPage No: 01: SA 240 GR 304 SA 240 GR 304jobertNo ratings yet
- PhuBia-WPS-AWS D1.1-8-6-2011Document3 pagesPhuBia-WPS-AWS D1.1-8-6-2011poulmack100% (1)
- WELDING PROCEDURE SPECIFICATION FOR TIE-IN WORKSDocument6 pagesWELDING PROCEDURE SPECIFICATION FOR TIE-IN WORKSAshishNo ratings yet
- WPS SampleDocument6 pagesWPS SampleAshishNo ratings yet
- PQR 3G Fcaw SF71Document3 pagesPQR 3G Fcaw SF71long phamNo ratings yet
- WELDING PROCEDURE FOR STEERING BRACKETSDocument1 pageWELDING PROCEDURE FOR STEERING BRACKETSViktorNo ratings yet
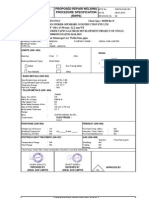
- Rev 2 - Proposed Repair WPSDocument2 pagesRev 2 - Proposed Repair WPSRakesh Patel75% (4)
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- PQR Saw ProcessDocument1 pagePQR Saw ProcessARUL ARON JOSENo ratings yet
- Piping WPS SMAWDocument2 pagesPiping WPS SMAWJk KarthikNo ratings yet
- Welding Procedure Specification (WPS) (As Per EN / ISO 15609-1)Document1 pageWelding Procedure Specification (WPS) (As Per EN / ISO 15609-1)ramesh rajaNo ratings yet
- BHEL Welding Procedure for Fillet and Socket Welding 18Cr8Nri Stainless SteelDocument2 pagesBHEL Welding Procedure for Fillet and Socket Welding 18Cr8Nri Stainless SteelpradhankruhsnaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification (WPS) : Asme Sec Ix, 2017 Boiler and Pressure Vessel CodeDocument2 pagesWelding Procedure Specification (WPS) : Asme Sec Ix, 2017 Boiler and Pressure Vessel CodeNuwan RanaweeraNo ratings yet
- WPS & PQR VVSPLDocument3 pagesWPS & PQR VVSPLBhargav BbvsNo ratings yet
- Welding Procedure SpecificationDocument4 pagesWelding Procedure SpecificationBhargav BbvsNo ratings yet
- WPS, PQR & WPQ - Hastealloy C276 To Hastealloy C276Document20 pagesWPS, PQR & WPQ - Hastealloy C276 To Hastealloy C276prod41567% (6)
- Tz.O.R.C R.O. Project: Second and OtherDocument5 pagesTz.O.R.C R.O. Project: Second and Otherbehzad mohammadiNo ratings yet
- PQR FLow LineDocument2 pagesPQR FLow Linesar sarNo ratings yet
- fLOW PDFDocument1 pagefLOW PDFSureshNo ratings yet
- Fe-7151 Case 3 PDFDocument1 pageFe-7151 Case 3 PDFSureshNo ratings yet
- Fe-7151 Case 1 PDFDocument1 pageFe-7151 Case 1 PDFSureshNo ratings yet
- Flow Element: Base Maximum Flow Normal Flow Property MethodDocument1 pageFlow Element: Base Maximum Flow Normal Flow Property MethodSureshNo ratings yet
- Calculation Data Sheet for Flow Element FE-7151Document1 pageCalculation Data Sheet for Flow Element FE-7151SureshNo ratings yet
- Welding Procedure Specification GuideDocument2 pagesWelding Procedure Specification GuidepoulmackNo ratings yet
- Aic Asf PQR 0122Document2 pagesAic Asf PQR 0122AHMED MEDANYNo ratings yet
- WPS - Merd-01Document3 pagesWPS - Merd-01Phuong NguyenNo ratings yet
- WPS For A333 ADocument1 pageWPS For A333 ARamzi BEN AHMED100% (1)
- WPQR No. 2016 02Document14 pagesWPQR No. 2016 02GANESH ANo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure SpecificationDocument3 pagesWelding Procedure SpecificationVISAKHAPATNAM MALAYALEES WELFARE ASSOCIATIONNo ratings yet
- RPM 00342Document3 pagesRPM 00342Iswahyudi AprilyastonoNo ratings yet
- Unirub Techno India PVT 7Document7 pagesUnirub Techno India PVT 7BalajiYachawadNo ratings yet
- State of The Art of MicromachiningDocument16 pagesState of The Art of MicromachiningMarcionilo NeriNo ratings yet
- Quantum Field Theory IDocument599 pagesQuantum Field Theory IBryan Aleman100% (3)
- Aaron Chavez: 161110001@upmh - Edu.mx 442 259 0158Document3 pagesAaron Chavez: 161110001@upmh - Edu.mx 442 259 0158Aarón ChávezNo ratings yet
- JavaScript For FreeBitco inDocument11 pagesJavaScript For FreeBitco invfve vree0% (1)
- 3BSE041584-511 - En Compact Control Builder AC 800M 5.1.1 Getting StartedDocument174 pages3BSE041584-511 - En Compact Control Builder AC 800M 5.1.1 Getting StartedfranciscoproaNo ratings yet
- Numerical Method For Engineers-Chapter 14Document8 pagesNumerical Method For Engineers-Chapter 14MrbudakbaekNo ratings yet
- Pes Inv As 27bDocument5 pagesPes Inv As 27bapi-336208398No ratings yet
- Powder FlowDocument15 pagesPowder FlowSteven SastradiNo ratings yet
- Thermal PhysicsDocument29 pagesThermal PhysicsAnonymous rn5Te9MwkNo ratings yet
- Different Types of GraphsDocument12 pagesDifferent Types of GraphsKianne RM, WCAANo ratings yet
- Kerosene Isosiv Process For Production of Normal Paraffins: Stephen W. SohnDocument6 pagesKerosene Isosiv Process For Production of Normal Paraffins: Stephen W. SohnAshraf SeragNo ratings yet
- BIT Baroda Institute of Technology: Creo (Pro/ENGINEER) Training atDocument4 pagesBIT Baroda Institute of Technology: Creo (Pro/ENGINEER) Training atNIRALINo ratings yet
- Challenges For Control Research CompilationDocument76 pagesChallenges For Control Research CompilationAlexander Losada AlmonacidNo ratings yet
- Equations Needed Full Answers and Working Redox Reaction Theory Qualitative AnalysisDocument13 pagesEquations Needed Full Answers and Working Redox Reaction Theory Qualitative AnalysisEmmaNo ratings yet
- Course Work 1Document4 pagesCourse Work 1Alice PreciousNo ratings yet
- Estimation of Power and Delay of CMOS Phase Detector Using Nano TransistorsDocument57 pagesEstimation of Power and Delay of CMOS Phase Detector Using Nano TransistorsViplav SangvaiNo ratings yet
- DIAGPROG4: PROFESSIONAL DIAGNOSTIC TOOL FOR AUTOMOTIVE REPAIR AND MAINTENANCEDocument8 pagesDIAGPROG4: PROFESSIONAL DIAGNOSTIC TOOL FOR AUTOMOTIVE REPAIR AND MAINTENANCENeile CasaliNo ratings yet
- ArchModels Volume - 126 PDFDocument40 pagesArchModels Volume - 126 PDFgombestralalaNo ratings yet
- Cleaning Validation-Repassa PatrickDocument12 pagesCleaning Validation-Repassa PatrickIin Tirta SunartaNo ratings yet
- Class Exercise Simpleregression Ceo-SalaryDocument1 pageClass Exercise Simpleregression Ceo-Salaryсимона златковаNo ratings yet
- Taskalfa 6550ci Taskalfa 7550ci: Parts ListDocument117 pagesTaskalfa 6550ci Taskalfa 7550ci: Parts ListPavel VintrichNo ratings yet
- Car Racing in A Simulator: Validation and Assessment of Brake Pedal StiffnessDocument17 pagesCar Racing in A Simulator: Validation and Assessment of Brake Pedal StiffnessVaisakh N NairNo ratings yet
- GRE Math 강좌 Set 1Document25 pagesGRE Math 강좌 Set 1Hee_Eun_Jang_6656100% (1)
- Nat Reviewer Set B - Math 10Document2 pagesNat Reviewer Set B - Math 10Jo Mai Hann90% (10)
- Polyethylene Plastic Production ProcessDocument8 pagesPolyethylene Plastic Production Processkiki haikalNo ratings yet
- E11+WR1 OHL Andoolo 2 Test ReportDocument31 pagesE11+WR1 OHL Andoolo 2 Test ReportMuhammad Adrianto LubisNo ratings yet
- SREye - Fisheye Image Dewarping Module For NVR and Viewer PDFDocument16 pagesSREye - Fisheye Image Dewarping Module For NVR and Viewer PDFyshim_4No ratings yet