You might also like
- PQR Format PDFDocument2 pagesPQR Format PDFHarshit Adwani100% (2)
- Procedure Qualification Record (PQR) Khewari Development ProjectDocument2 pagesProcedure Qualification Record (PQR) Khewari Development Projectsar sarNo ratings yet
- WPQR No. 2016 02Document14 pagesWPQR No. 2016 02GANESH ANo ratings yet
- PQR Babbit SCDocument34 pagesPQR Babbit SCagustinusNo ratings yet
- PIPING WPS and PQRDocument5 pagesPIPING WPS and PQRshibaprasad0115No ratings yet
- Mark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)Document6 pagesMark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)attaullaNo ratings yet
- Mark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)Document6 pagesMark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)vijay rajNo ratings yet
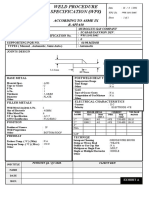
- Weld Procedure Specification (WPS) : According To Asme Ix &Document1 pageWeld Procedure Specification (WPS) : According To Asme Ix &Mina Roger SamyNo ratings yet
- Welding Process: Mma/Smaw TYPES: Manual: Preliminary Welding Procedure Specification (PWPS) Nama: Shah Nadzri Bin JasmirDocument3 pagesWelding Process: Mma/Smaw TYPES: Manual: Preliminary Welding Procedure Specification (PWPS) Nama: Shah Nadzri Bin Jasmirshahaljawaie87100% (2)
- SPL - PQR-WPS-SWPS SmawDocument7 pagesSPL - PQR-WPS-SWPS Smawgopuvinu4uNo ratings yet
- Welding Procedure Specification: ST NDDocument1 pageWelding Procedure Specification: ST NDMaung SleeperNo ratings yet
- WPS 03 GtawDocument3 pagesWPS 03 GtawBiswajit DeyNo ratings yet
- Weld Procedure Specification (WPS) : According To Asme Ix &Document1 pageWeld Procedure Specification (WPS) : According To Asme Ix &Mina Roger SamyNo ratings yet
- Form Wps JBL09-2011Document2 pagesForm Wps JBL09-2011fawad aliNo ratings yet
- Preliminary - Welding Procedure Specification (WPS)Document1 pagePreliminary - Welding Procedure Specification (WPS)Rudi DaNo ratings yet
- PQR FLow LineDocument2 pagesPQR FLow Linesar sarNo ratings yet
- Gta+sma PQRDocument3 pagesGta+sma PQRRahul MoottolikandyNo ratings yet
- WPS NMB 001Document6 pagesWPS NMB 001mohamed nasserNo ratings yet
- Welders CertDocument11 pagesWelders CertAhmed GomaaNo ratings yet
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specifications (WPS) : AWS D1.1Document2 pagesWelding Procedure Specifications (WPS) : AWS D1.1BS AhnNo ratings yet
- Piping WpsDocument37 pagesPiping WpsZulfokar FahdawiNo ratings yet
- Wps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxDocument5 pagesWps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxjobert100% (1)
- Wps For Akbtpl E-6013 - ModifiedDocument13 pagesWps For Akbtpl E-6013 - ModifiedvinayNo ratings yet
- Weld Procedure Specification (WPS) : According To Asme IxDocument1 pageWeld Procedure Specification (WPS) : According To Asme IxMina Roger Samy50% (2)
- Welding Procedure Specification (WPS) : Section IX, ASME Boiler and Pressure Vessel CodeDocument1 pageWelding Procedure Specification (WPS) : Section IX, ASME Boiler and Pressure Vessel CodeKishan ChauhanNo ratings yet
- Wps Aws d1.1 Ss400 To Ss400 Gmaw-RevDocument2 pagesWps Aws d1.1 Ss400 To Ss400 Gmaw-RevAnonymous zfC1zo9C100% (1)
- Wps Sp14 Reva PDFDocument9 pagesWps Sp14 Reva PDFravi00098No ratings yet
- Ama Uruk RT FWT 002Document5 pagesAma Uruk RT FWT 002Aws AbduljaleelNo ratings yet
- Dobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingDocument3 pagesDobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingBiswajit DeyNo ratings yet
- Welding Procedure Specification (WPS) : Code: Asme BPV Code Sec IxDocument4 pagesWelding Procedure Specification (WPS) : Code: Asme BPV Code Sec IxLipika GayenNo ratings yet
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- WPARDocument2 pagesWPARSc TanNo ratings yet
- Fcaw Wps-001a PDFDocument3 pagesFcaw Wps-001a PDFirfan bari100% (1)
- WPS GF170 As 1554.6Document1 pageWPS GF170 As 1554.6Syed Mahmud Habibur Rahman100% (1)
- Welding Procedure SpecificationDocument27 pagesWelding Procedure SpecificationGopakumar K100% (2)
- Bridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, OdishaDocument5 pagesBridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, Odishaniraj mouryaNo ratings yet
- Aic Asf PQR 133Document3 pagesAic Asf PQR 133AHMED MEDANYNo ratings yet
- WPS 1aDocument2 pagesWPS 1aPrasenjit BhanjaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- PQR GmawDocument4 pagesPQR GmawEr Sumant Kumar Singh0% (1)
- PQR FC-19-23Document2 pagesPQR FC-19-23cycsi02No ratings yet
- PQR FC-19-23.1Document2 pagesPQR FC-19-23.1cycsi02No ratings yet
- Welder Qualification Test Certificate: Weld Test Details Range of ApprovalDocument1 pageWelder Qualification Test Certificate: Weld Test Details Range of ApprovalRamkunwar YadavNo ratings yet
- 4 - PREPARATION OF WPS - StudentDocument22 pages4 - PREPARATION OF WPS - Studentrazlan ghazaliNo ratings yet
- HRP Ii WPS LGP 50aDocument2 pagesHRP Ii WPS LGP 50aRohiNo ratings yet
- WPS-PQR RepairDocument16 pagesWPS-PQR RepairmohammedetaNo ratings yet
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewDocument4 pages(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewBIIS QAQC Babu SivaNo ratings yet
- Final WPS - ItdcDocument2 pagesFinal WPS - ItdcsarancivilrajNo ratings yet
- Document No.: RevDocument2 pagesDocument No.: RevInaamNo ratings yet
- Pwps Jo Wps Asme 016 Rev.001Document2 pagesPwps Jo Wps Asme 016 Rev.001Bagandi ManurungNo ratings yet
- Procedure Qualification Record - Page 1 of 2Document3 pagesProcedure Qualification Record - Page 1 of 2Rohit KambleNo ratings yet
- Checklist Fire StopDocument9 pagesChecklist Fire StopAnonymous DMdGdsOENo ratings yet
- PQR WPSDocument2 pagesPQR WPSMiguel Alejandro SierraNo ratings yet
- Surge DiverterDocument2 pagesSurge DiverterKa TranNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Electric Arc Welding and Related Studies: Electric Arc Welding & Related StudiesFrom EverandElectric Arc Welding and Related Studies: Electric Arc Welding & Related StudiesNo ratings yet
- Welding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985From EverandWelding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985No ratings yet
- Masoneilan 21000 Series Control ValvesDocument24 pagesMasoneilan 21000 Series Control ValvesNaty RubilarNo ratings yet
- ASV 10 20 BrochureDocument8 pagesASV 10 20 BrochureThomas Duane DavidsonNo ratings yet
- Government of India Ministry of RailwaysDocument50 pagesGovernment of India Ministry of Railwayskhan11kNo ratings yet
- Paper 4Document10 pagesPaper 4UmaibalanNo ratings yet
- Myb1 2015 Nicke PDFDocument18 pagesMyb1 2015 Nicke PDFakbar suhadaNo ratings yet
- Pre Qualified WPSDocument1 pagePre Qualified WPSkapsarcNo ratings yet
- Heavy Hex NutsDocument3 pagesHeavy Hex NutsAhmadreza AminianNo ratings yet
- ISO Hollow Bar ChartDocument3 pagesISO Hollow Bar ChartrenandNo ratings yet
- Alloys: FerrousDocument67 pagesAlloys: FerroussunsirNo ratings yet
- KNOC - Surface Pre and Painting ProcedureDocument32 pagesKNOC - Surface Pre and Painting Procedureminhhieu.qc100% (1)
- BS3974 - 3 - Pipe SupportsDocument44 pagesBS3974 - 3 - Pipe SupportsAmrit Pal Singh100% (1)
- Voss Catalog Hydraulic-Connection-Technology enDocument538 pagesVoss Catalog Hydraulic-Connection-Technology enJavier Conesa OutedaNo ratings yet
- Astm A516 1990Document5 pagesAstm A516 1990Indra Gugun GunawanNo ratings yet
- List of Codes For Structural SteelDocument2 pagesList of Codes For Structural Steelمحمد نعمان بٹNo ratings yet
- DG of Chemical Reaction and Its EffectDocument23 pagesDG of Chemical Reaction and Its EffectAnshuman MishraNo ratings yet
- Gas Metal Arc WeldingDocument26 pagesGas Metal Arc WeldingnansusanNo ratings yet
- Energy Efficient Technologies and Best Practices in Steel Rolling Industries (Indonesia) - TERIDocument116 pagesEnergy Efficient Technologies and Best Practices in Steel Rolling Industries (Indonesia) - TERILevi MeccaNo ratings yet
- Ams2411Document9 pagesAms2411saeedmahboob05No ratings yet
- Sultan Al-Baqami Est. For Trading: TEL: +966 11 292 1883 FAX: + 966 11 292 1883Document10 pagesSultan Al-Baqami Est. For Trading: TEL: +966 11 292 1883 FAX: + 966 11 292 1883salman KhanNo ratings yet
- Welding Procedure SpecificationDocument21 pagesWelding Procedure Specificationboypardede100% (7)
- Common Requirements For Wrought Steel Piping FittingsDocument10 pagesCommon Requirements For Wrought Steel Piping FittingsSalah HashishNo ratings yet
- WideFlange SpecsDocument17 pagesWideFlange Specspicci4No ratings yet
- 15 ASME Secc VIII Part ULT Alternative Rules For Pressure Vesse PDFDocument14 pages15 ASME Secc VIII Part ULT Alternative Rules For Pressure Vesse PDFTroxterPS3No ratings yet
- Girder-Slab System Design Guide v2.0 PDFDocument20 pagesGirder-Slab System Design Guide v2.0 PDFManoj GehlodNo ratings yet
- Plate A516 and A387 - Pressure Vessel SteelsDocument16 pagesPlate A516 and A387 - Pressure Vessel SteelsaladinsaneNo ratings yet
- Bản Vẽ Thiết Kế Thi Công: Công Ty Tnhh Một Thành Viên Xây Dựng Thái SơnDocument4 pagesBản Vẽ Thiết Kế Thi Công: Công Ty Tnhh Một Thành Viên Xây Dựng Thái SơnNguyễn Xuân QuỳnhNo ratings yet
- TDP 5908288 Lad-Saf Vertical Climbing Safety SystemDocument32 pagesTDP 5908288 Lad-Saf Vertical Climbing Safety SystemMark Sebastian MitranNo ratings yet
- Oil Grabber Model 8, Belt Oil Skimmer - Abanaki CorporationDocument4 pagesOil Grabber Model 8, Belt Oil Skimmer - Abanaki CorporationKyle ChandlerNo ratings yet
- KNS1042 Metals Part1 W8Document29 pagesKNS1042 Metals Part1 W8justine2109No ratings yet
- Incoloy 800 Round BarDocument6 pagesIncoloy 800 Round BarAshok MehtaNo ratings yet