You might also like
- Material WeldingDocument1 pageMaterial WeldingDebashish ChatterjeeNo ratings yet
- Welding Procedure Specification No. Epi-11-Wp10 BW Rev. 1Document15 pagesWelding Procedure Specification No. Epi-11-Wp10 BW Rev. 1Felipe Vásquez ArribasplataNo ratings yet
- Gantrex Technical Bulletin 43Document2 pagesGantrex Technical Bulletin 43gechaves1No ratings yet
- How To Calculate Filler MetalDocument3 pagesHow To Calculate Filler MetalEdgar Coavas PérezNo ratings yet
- Materials Vs ConsumablesDocument1 pageMaterials Vs ConsumablesElizabeth SpenceNo ratings yet
- Inspeksi - Steel StructureDocument9 pagesInspeksi - Steel StructureyuwantoniNo ratings yet
- IS 2062 E 250 GR A BS EN 10025-2 S 235 JR Chamical Thikness 16 16 40 40 C% SI% MN% P% S% Cu% N%Document10 pagesIS 2062 E 250 GR A BS EN 10025-2 S 235 JR Chamical Thikness 16 16 40 40 C% SI% MN% P% S% Cu% N%kartikNo ratings yet
- Astm A 123 - 2013Document8 pagesAstm A 123 - 2013JOSENo ratings yet
- Galvanizing Design Manual PDFDocument38 pagesGalvanizing Design Manual PDFResita Ichsani100% (1)
- Specification No: LMB-COI-TRG-001 Rev No. R0 Page ofDocument16 pagesSpecification No: LMB-COI-TRG-001 Rev No. R0 Page ofApoorv MathurNo ratings yet
- Conducting - Charpy Impact TestDocument2 pagesConducting - Charpy Impact Testshahrilzainul77No ratings yet
- Material Comparison ListDocument1 pageMaterial Comparison Listdarren84No ratings yet
- Irr PD 1866 PDFDocument33 pagesIrr PD 1866 PDFLeia VeracruzNo ratings yet
- Weld Penetration Procedure NewDocument4 pagesWeld Penetration Procedure NewJm VenkiNo ratings yet
- Subodh Lab Pricelist Rev1Document7 pagesSubodh Lab Pricelist Rev1anubhavlNo ratings yet
- Wifpl-Qap-2019!20!008 Rev-00 Hindustan Equipment PVT Ltd-SignedDocument2 pagesWifpl-Qap-2019!20!008 Rev-00 Hindustan Equipment PVT Ltd-SignedDeipak HoleNo ratings yet
- WPS ExampleDocument2 pagesWPS ExampleMarcio Jr.No ratings yet
- Machining Symbol 1Document8 pagesMachining Symbol 1Prasanna RajaNo ratings yet
- ASTM A131 Steel, Grade DDocument1 pageASTM A131 Steel, Grade DjulianmorantesNo ratings yet
- L&T Hydrocarbon Engineering LimitedDocument2 pagesL&T Hydrocarbon Engineering LimitedAnonymous vchjQ9CQveNo ratings yet
- S-3000-3130-002 - 0-General Specification of Erection of Steel Structure and Miscellanous Materials PDFDocument17 pagesS-3000-3130-002 - 0-General Specification of Erection of Steel Structure and Miscellanous Materials PDFMessaoud Goutas100% (1)
- Standard Specification For Hot Dip GalvanizingDocument4 pagesStandard Specification For Hot Dip GalvanizingNuzul Furqony100% (1)
- Weld SummaryDocument85 pagesWeld SummarywalitedisonNo ratings yet
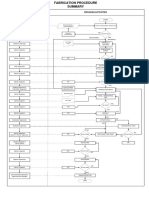
- Fabrication FlowchartDocument1 pageFabrication FlowchartDonny100% (1)
- How To Weld T-1 SteelDocument21 pagesHow To Weld T-1 SteelMuthu Barathi ParamasivamNo ratings yet
- Weld RepairsDocument40 pagesWeld Repairsவிஷ்ணு ராஜசெல்வன்No ratings yet
- Passivation of Welded AISI 316L Stainless SteelDocument12 pagesPassivation of Welded AISI 316L Stainless SteelKarna2504No ratings yet
- AISC Shop InspectionDocument19 pagesAISC Shop InspectionkblaxtonNo ratings yet
- Welding CalculationDocument16 pagesWelding CalculationbrintopvNo ratings yet
- 2747 Tungsten CarbideDocument32 pages2747 Tungsten Carbidegianniorlati100% (1)
- Painting Report Cd3Document15 pagesPainting Report Cd3sivaNo ratings yet
- Finished Product Inspection ReportDocument1 pageFinished Product Inspection ReportJohn Carlos Moralidad CriticaNo ratings yet
- Line Pipe Is (Tolerance)Document4 pagesLine Pipe Is (Tolerance)Mani MaranNo ratings yet
- Heat Input Calculation From WeldingDocument9 pagesHeat Input Calculation From Weldingemmanuilmoulos6339No ratings yet
- (First Reprint JULY 1990) : (Reaffirmed 1998)Document9 pages(First Reprint JULY 1990) : (Reaffirmed 1998)Nitin J PatelNo ratings yet
- Q235 Steel, Q235A Q235B Q235C Q235D Specification, Chemical Composition, Properties & EquivalentDocument4 pagesQ235 Steel, Q235A Q235B Q235C Q235D Specification, Chemical Composition, Properties & EquivalentWaqas WaqasNo ratings yet
- Welding TestDocument4 pagesWelding Testsribalaji22100% (1)
- Qap 900000236 R0Document4 pagesQap 900000236 R0meet bhavsarNo ratings yet
- WeldDocument165 pagesWeldHayleyNo ratings yet
- INDIAN Steel TableDocument45 pagesINDIAN Steel TableNaliniRanjanMuduliNo ratings yet
- Welding Types and Their Applications - 1Document18 pagesWelding Types and Their Applications - 1tgu1eramos100% (3)
- General Guidelines For Structural Steel Welding InspectionDocument19 pagesGeneral Guidelines For Structural Steel Welding InspectionHarshith Rao VadnalaNo ratings yet
- Transamerican Manufacturing Group: Document Title: Weld Standards, SteelDocument16 pagesTransamerican Manufacturing Group: Document Title: Weld Standards, SteelQuoc VinhNo ratings yet
- ChartDocument1 pageChartSherif AbdelhameedNo ratings yet
- Agro Engineering Works: Process Flow DiagramDocument1 pageAgro Engineering Works: Process Flow DiagramkdfdfybNo ratings yet
- Defining Mechanical Surface Preparation Standards With Power ToolsDocument8 pagesDefining Mechanical Surface Preparation Standards With Power ToolsAryo Wicaksono100% (1)
- En Aw-6082 (Aisi1mgmn)Document1 pageEn Aw-6082 (Aisi1mgmn)Vanessa Gomes100% (1)
- Inspection & Test Plan: Sub-Contractor Con - Tractor Saudi AramcoDocument1 pageInspection & Test Plan: Sub-Contractor Con - Tractor Saudi AramcoDelta akathehusky100% (1)
- Standard Bolt Identification Markings: No Grade MarkDocument8 pagesStandard Bolt Identification Markings: No Grade MarkDerick MendozaNo ratings yet
- Defects Lack of Side Wall FusionDocument4 pagesDefects Lack of Side Wall Fusionguru_terexNo ratings yet
- ERECTION METHOD STATEMENT Rev01 ERECTIONDocument32 pagesERECTION METHOD STATEMENT Rev01 ERECTIONMohamedNo ratings yet
- Unbrako Fasteners Price List 2Document70 pagesUnbrako Fasteners Price List 2TarunPatraNo ratings yet
- Welding TWIDocument16 pagesWelding TWIEngr Arfan Ali DhamrahoNo ratings yet
- Tolerance AWS2006 REV2Document8 pagesTolerance AWS2006 REV2مهندس ايهاب الفقي البرعصيNo ratings yet
- Icf MD Spec 252 Cast Steel Side Buffer ArrgtDocument17 pagesIcf MD Spec 252 Cast Steel Side Buffer ArrgtDipak Kumar ChatterjeeNo ratings yet
- Ecfn Aus Ci 0100 Spe 01007 (C PDF)Document9 pagesEcfn Aus Ci 0100 Spe 01007 (C PDF)Janeth MeraNo ratings yet
- 12 SAMSS 018 - HighlightedDocument14 pages12 SAMSS 018 - HighlightedDhaval PatelNo ratings yet
- MST For Ductbank ConstructionDocument7 pagesMST For Ductbank ConstructionDelta akathehusky100% (1)
- Saes M 009Document55 pagesSaes M 009Shanmugapriya BalaramanNo ratings yet
- 3PS Gaw 005 - 06Document46 pages3PS Gaw 005 - 06Viveck VivekNo ratings yet
- Concrete Finisher - AssessmentDocument1 pageConcrete Finisher - AssessmentDelta akathehuskyNo ratings yet
- Cable InformationDocument2 pagesCable InformationDelta akathehuskyNo ratings yet
- 126 3R-99 PDFDocument50 pages126 3R-99 PDFfarhadamNo ratings yet
- AconexDocument2 pagesAconexDelta akathehuskyNo ratings yet
- Astm C642Document3 pagesAstm C642Nelson100% (2)
- ASTM C805 (2002) Schmidt Hammer TestDocument3 pagesASTM C805 (2002) Schmidt Hammer TestDelta akathehuskyNo ratings yet
- Concrete Finishing Level2 QualificationsDocument58 pagesConcrete Finishing Level2 QualificationsDelta akathehuskyNo ratings yet
- Asphalt Paving DWGDocument1 pageAsphalt Paving DWGDelta akathehuskyNo ratings yet
- Aci 221R-96Document3 pagesAci 221R-96farhadamNo ratings yet
- Insulation SeminarDocument55 pagesInsulation SeminarDelta akathehuskyNo ratings yet
- Home Safety ChecklistDocument2 pagesHome Safety ChecklistDelta akathehuskyNo ratings yet
- Assembly of Steel StructuresDocument2 pagesAssembly of Steel StructuresDelta akathehuskyNo ratings yet
- Engineering EthicsDocument4 pagesEngineering EthicsSheryn MalayaNo ratings yet
- Saep 1152Document19 pagesSaep 1152Delta akathehuskyNo ratings yet
- Pre-Interview Evaluation - (Revised 2022) - ExpatDocument3 pagesPre-Interview Evaluation - (Revised 2022) - ExpatDelta akathehuskyNo ratings yet
- Basic of Iso 9001bDocument43 pagesBasic of Iso 9001bDelta akathehuskyNo ratings yet
- Saudi Aramco Test ReportDocument2 pagesSaudi Aramco Test Reportمحمد علي النويصرNo ratings yet
- General Instruction Manual: Saudi Arabian Oil Company (Saudi Aramco) 710.014 Issuing Org. 3/01/2009 NEW Subject 1 OF 9Document9 pagesGeneral Instruction Manual: Saudi Arabian Oil Company (Saudi Aramco) 710.014 Issuing Org. 3/01/2009 NEW Subject 1 OF 9Delta akathehuskyNo ratings yet
- General Instruction Manual: ContentDocument22 pagesGeneral Instruction Manual: ContentDelta akathehuskyNo ratings yet
- KCC Lifting and Shifting With CraneDocument7 pagesKCC Lifting and Shifting With CraneDelta akathehuskyNo ratings yet
- Waste ComputationDocument2 pagesWaste ComputationDelta akathehuskyNo ratings yet
- General Instruction Manual: ScopeDocument10 pagesGeneral Instruction Manual: ScopeDelta akathehuskyNo ratings yet
- Travelling of CraneDocument3 pagesTravelling of CraneDelta akathehuskyNo ratings yet
- Gi 0002 - 718 Contractor Site Allotment ProcedureDocument12 pagesGi 0002 - 718 Contractor Site Allotment ProcedureDelta akathehuskyNo ratings yet
- Material Order FormDocument3 pagesMaterial Order FormDelta akathehuskyNo ratings yet
- General Instruction Manual: ContentDocument13 pagesGeneral Instruction Manual: ContentDelta akathehuskyNo ratings yet
- General Instruction Manual: ContentDocument13 pagesGeneral Instruction Manual: ContentDelta akathehuskyNo ratings yet
- General Instruction Manual: ScopeDocument11 pagesGeneral Instruction Manual: ScopeDelta akathehuskyNo ratings yet
- Scaffolding Site Instruction Control SheetDocument21 pagesScaffolding Site Instruction Control SheetDelta akathehuskyNo ratings yet
- General Instruction Manual: Saudi Arabian Oil Company (Saudi Aramco)Document9 pagesGeneral Instruction Manual: Saudi Arabian Oil Company (Saudi Aramco)Delta akathehuskyNo ratings yet
- A Review and Study On Stabilization of Expansive Soil Using Brick DustDocument8 pagesA Review and Study On Stabilization of Expansive Soil Using Brick DustalibuxjatoiNo ratings yet
- Civil Engineering Field Attachment RepotDocument62 pagesCivil Engineering Field Attachment RepotcyberkaplongNo ratings yet
- Project HSE Kickoff Meeting Minutes Template 1661784319Document4 pagesProject HSE Kickoff Meeting Minutes Template 1661784319richardNo ratings yet
- Regulations On Railway Technical ManagementDocument10 pagesRegulations On Railway Technical ManagementKoyeron TigNo ratings yet
- Specifications: Department of TransportationDocument1,012 pagesSpecifications: Department of TransportationmirfanjpcgmailcomNo ratings yet
- Prefaricated Structures Unit IIIDocument53 pagesPrefaricated Structures Unit IIIvgshankar26100% (1)
- Fire Alarms Submittal Guide123Document4 pagesFire Alarms Submittal Guide123Junaid UllahNo ratings yet
- Designing The Future - Marlegno PDFDocument4 pagesDesigning The Future - Marlegno PDFjuan mesaNo ratings yet
- Wall Anchorage Forces and NotationsDocument2 pagesWall Anchorage Forces and Notationswagipe3094No ratings yet
- 15.0 Colgrout Masonry Works HandbookDocument48 pages15.0 Colgrout Masonry Works HandbookShabbir LokhandwalaNo ratings yet
- Roof Deck DuctingDocument1 pageRoof Deck DuctingENGINEERING- Carlson Innotech CorporationNo ratings yet
- GAMA Presentation 11jan2007Document15 pagesGAMA Presentation 11jan2007Hakan MuralNo ratings yet
- Tiny House Design and Construction Guide SampleDocument12 pagesTiny House Design and Construction Guide SampleInamotosan54% (26)
- Structure Drawings PDFDocument21 pagesStructure Drawings PDFxyzhynNo ratings yet
- TS EstimateDocument191 pagesTS EstimatePhani PitchikaNo ratings yet
- Pavement Rehabilitation and Asphalt Overlay Design Manual - AppeDocument78 pagesPavement Rehabilitation and Asphalt Overlay Design Manual - AppeAbraham DagneNo ratings yet
- Arrow-Pak Retrievingtool: Specification GuideDocument5 pagesArrow-Pak Retrievingtool: Specification GuideTech AlfaNo ratings yet
- Private CompaniesDocument7 pagesPrivate CompaniesMoh AchourNo ratings yet
- Ain Shams Engineering Journal: Saurav Dixit, Satya N. Mandal, Joseph V. Thanikal, Kinshuk SaurabhDocument10 pagesAin Shams Engineering Journal: Saurav Dixit, Satya N. Mandal, Joseph V. Thanikal, Kinshuk SaurabhOlan OkaNo ratings yet
- SAIC-W-2083 Control of Welding Consum For Tank ConstDocument2 pagesSAIC-W-2083 Control of Welding Consum For Tank Constkarioke mohaNo ratings yet
- Spring 2019 - DEPTH Construction IDocument68 pagesSpring 2019 - DEPTH Construction Inick75% (4)
- Din 17121Document5 pagesDin 17121Ashish BhikondeNo ratings yet
- MP East VendorsDocument3 pagesMP East Vendorsharshagarwal5No ratings yet
- Construction DisputesDocument22 pagesConstruction DisputesNeseth Eleuterio BadatoNo ratings yet
- Price List September 2023Document4 pagesPrice List September 2023OMFS Unair 19No ratings yet
- Asphalt Mix Design MethodDocument12 pagesAsphalt Mix Design MethodHuda MahdiNo ratings yet
- Miracles of The World and KosovoDocument10 pagesMiracles of The World and KosovoOrion ShtreziNo ratings yet
- The Role of Construction MaterialsDocument5 pagesThe Role of Construction MaterialsAdeniji Oluwayamilenu InioluwaNo ratings yet
- Design of Flexible and Rigid PavementDocument29 pagesDesign of Flexible and Rigid Pavementrodge macaraegNo ratings yet
- Att D - Scope of WorkDocument11 pagesAtt D - Scope of WorksurajNo ratings yet
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Well Testing Project Management: Onshore and Offshore OperationsFrom EverandWell Testing Project Management: Onshore and Offshore OperationsNo ratings yet
- Machine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesFrom EverandMachine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesPatrick BangertRating: 3 out of 5 stars3/5 (2)
- Machine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsFrom EverandMachine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsRating: 4 out of 5 stars4/5 (4)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Practical Reservoir Engineering and CharacterizationFrom EverandPractical Reservoir Engineering and CharacterizationRating: 4.5 out of 5 stars4.5/5 (3)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Biostratigraphic and Geological Significance of Planktonic ForaminiferaFrom EverandBiostratigraphic and Geological Significance of Planktonic ForaminiferaRating: 4 out of 5 stars4/5 (5)
- Essentials of Coating, Painting, and Lining for the Oil, Gas and Petrochemical IndustriesFrom EverandEssentials of Coating, Painting, and Lining for the Oil, Gas and Petrochemical IndustriesRating: 5 out of 5 stars5/5 (5)
- Gas and Oil Reliability Engineering: Modeling and AnalysisFrom EverandGas and Oil Reliability Engineering: Modeling and AnalysisRating: 4.5 out of 5 stars4.5/5 (6)
- Mooring System Engineering for Offshore StructuresFrom EverandMooring System Engineering for Offshore StructuresRating: 5 out of 5 stars5/5 (1)
- Advanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityFrom EverandAdvanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityRating: 3 out of 5 stars3/5 (2)
- Advanced Production Decline Analysis and ApplicationFrom EverandAdvanced Production Decline Analysis and ApplicationRating: 3.5 out of 5 stars3.5/5 (4)
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsFrom EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsNo ratings yet
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideFrom EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideRating: 2 out of 5 stars2/5 (1)
- Petroleum Production Engineering, A Computer-Assisted ApproachFrom EverandPetroleum Production Engineering, A Computer-Assisted ApproachRating: 4.5 out of 5 stars4.5/5 (11)