You might also like
- Marvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SFrom EverandMarvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SNo ratings yet
- PNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGFrom EverandPNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGNo ratings yet
- KWU Text GoverningDocument43 pagesKWU Text GoverningSam100% (2)
- Hydraulic System: (NOT USED IN 1032 OR 1640)Document2 pagesHydraulic System: (NOT USED IN 1032 OR 1640)aadhanNo ratings yet
- DEH ControlDocument30 pagesDEH Controlsambhu100% (1)
- Hydraulic and Pneumatic CircuitsDocument8 pagesHydraulic and Pneumatic CircuitsTony EduokNo ratings yet
- Hydraulic System MaintenanceDocument64 pagesHydraulic System MaintenanceNey HoraNo ratings yet
- ManipulatorDocument8 pagesManipulatorIan PanergarNo ratings yet
- TSC 802 (A)Document2 pagesTSC 802 (A)KarmandeepBrarNo ratings yet
- 963 C Pressure TapsDocument105 pages963 C Pressure TapsBaron KasoziNo ratings yet
- Maintenance Mstruction: DescriptionDocument11 pagesMaintenance Mstruction: Descriptionamir barekatiNo ratings yet
- Hydraulic Accumulators Maintain Pressure and Develop FlowDocument3 pagesHydraulic Accumulators Maintain Pressure and Develop FlowconimecNo ratings yet
- KS3-Steam Turbine Over Speed Trip SystemsDocument8 pagesKS3-Steam Turbine Over Speed Trip SystemsArul Kumaran Kothandapani100% (1)
- HTTP WWW - Hydraulicspneumatics.com Classes Article Article Draw P23Document11 pagesHTTP WWW - Hydraulicspneumatics.com Classes Article Article Draw P23jorsueNo ratings yet
- Rtaa Svd01a en - 01012004Document10 pagesRtaa Svd01a en - 01012004alcomech100% (3)
- Using The Schematic of The Hydro-Pneumatic Fuel Control of From Your Text Book, in Your Own Words, Summarize How TheDocument6 pagesUsing The Schematic of The Hydro-Pneumatic Fuel Control of From Your Text Book, in Your Own Words, Summarize How TheNurul Lyana Muhamad100% (1)
- Partial Delivery Lecture - Hydraulic CircuitsDocument39 pagesPartial Delivery Lecture - Hydraulic CircuitsAbdelkader EldjouNo ratings yet
- Shuttle Valve PDFDocument6 pagesShuttle Valve PDFDEBASISH SARKARNo ratings yet
- So, You Think You Know Shuttle Valves?Document6 pagesSo, You Think You Know Shuttle Valves?AkileshNo ratings yet
- Assignment No 3 IHPDocument6 pagesAssignment No 3 IHPJaid KhanNo ratings yet
- Sequencing of CylindresDocument5 pagesSequencing of CylindreschtganduNo ratings yet
- Hydraulic CircuitsDocument30 pagesHydraulic CircuitsKarthikn Altoc100% (3)
- 12 Oxler VW Weight Loaded ActuatorDocument2 pages12 Oxler VW Weight Loaded ActuatorDachyiNo ratings yet
- Hydraulic Symbol Hydraulic & Electric Circuit HandbookDocument4 pagesHydraulic Symbol Hydraulic & Electric Circuit HandbookJorge RojasNo ratings yet
- KingiiDocument14 pagesKingiiSteven CollinsNo ratings yet
- Fluidbasics Chapter14Document11 pagesFluidbasics Chapter14asNo ratings yet
- Steam Turbine Over Speed Trip SystemsDocument11 pagesSteam Turbine Over Speed Trip SystemsPRASAD326100% (17)
- Pneumatic Control and AutomationDocument21 pagesPneumatic Control and AutomationMahendra SutarNo ratings yet
- PWM-and-Pump-Control-ExplainedDocument1 pagePWM-and-Pump-Control-Explainedolsonjames544No ratings yet
- RD 3.operation ManualDocument13 pagesRD 3.operation ManualDmitriy PoluninNo ratings yet
- Sequence ValveDocument8 pagesSequence Valvemr3478No ratings yet
- Control Console Installation and Operation GuideDocument10 pagesControl Console Installation and Operation GuideTg TarroNo ratings yet
- ml-b-90-b90mm950Document2 pagesml-b-90-b90mm950Angel Vieira MendezNo ratings yet
- II N The L ' ' Ball Typ Which Is N T 3-ph Se Synchronous M T F He F'lyball Head o I T Con Trol The Guide N Pump Driven Maintain 150 Psi B Ea IngsDocument20 pagesII N The L ' ' Ball Typ Which Is N T 3-ph Se Synchronous M T F He F'lyball Head o I T Con Trol The Guide N Pump Driven Maintain 150 Psi B Ea IngsCristian GarcíaNo ratings yet
- CRANEDocument3 pagesCRANETuhin Handa100% (1)
- Brochure Valve Positioning System Shafer en 83896Document6 pagesBrochure Valve Positioning System Shafer en 83896rizky ListyawanNo ratings yet
- Electro-Hydraulic Actuators For Valves: Acvatix™Document31 pagesElectro-Hydraulic Actuators For Valves: Acvatix™Imre NadjNo ratings yet
- Detecting Low Water and Crankcase PressureDocument20 pagesDetecting Low Water and Crankcase PressureJesse BarnettNo ratings yet
- Hydraulic Control Valves - Sg. STANCU CosminDocument36 pagesHydraulic Control Valves - Sg. STANCU Cosminstancu cosminNo ratings yet
- 7 Hydraulic CKT 18P2Document17 pages7 Hydraulic CKT 18P2M RazzaqueNo ratings yet
- A Shop ManualDocument93 pagesA Shop Manualhectorhernandez311No ratings yet
- Super Choke BasicsDocument10 pagesSuper Choke Basicsel_guariquenoNo ratings yet
- ChecktronicDocument12 pagesChecktronicYaslin Maria Marquez HernandezNo ratings yet
- JNEC Laboratory Manual for Industrial Hydraulics & PneumaticsDocument13 pagesJNEC Laboratory Manual for Industrial Hydraulics & Pneumaticsmailsk123No ratings yet
- FIAT Barchetta Service Manual Vol 1 - 10 Engine - 1. Fuel System - Kap10 - 37-56Document22 pagesFIAT Barchetta Service Manual Vol 1 - 10 Engine - 1. Fuel System - Kap10 - 37-56Nahir Protasio100% (2)
- Zenith Carburetor Model 29 Service ManualDocument11 pagesZenith Carburetor Model 29 Service ManualMatt FerdockNo ratings yet
- B.e, Vi Sem - Ma M-II, Stg. Gear, 12!2!09Document168 pagesB.e, Vi Sem - Ma M-II, Stg. Gear, 12!2!09Salman ShukkurNo ratings yet
- MT4400 Dump Control (Hoist) ValveDocument15 pagesMT4400 Dump Control (Hoist) ValveJohn Gray0% (1)
- New 01 MZG s3 Ng30 ServiceDocument108 pagesNew 01 MZG s3 Ng30 ServiceHemraj Singh Rautela100% (6)
- Fluid Control ValvesDocument41 pagesFluid Control ValvesgaurangmarvaniaNo ratings yet
- Kaltfrase - BM - 1000 - 1200 - 1300 - 30 - 2 - & - 2 - PB - BK HidraulicoDocument249 pagesKaltfrase - BM - 1000 - 1200 - 1300 - 30 - 2 - & - 2 - PB - BK Hidraulicosebastian blancoNo ratings yet
- Turbine Governing System ExplainedDocument38 pagesTurbine Governing System ExplainedRakesh KiranNo ratings yet
- IWCF Prep Refresher - Subsea Supplement - Well Control EquipmentDocument29 pagesIWCF Prep Refresher - Subsea Supplement - Well Control EquipmentAustine Ameh50% (2)
- What Is Capacity Control?: The Simplest Forms of Controlling The Room Temperature AreDocument7 pagesWhat Is Capacity Control?: The Simplest Forms of Controlling The Room Temperature ArearunNo ratings yet
- Fluid Power ControlDocument40 pagesFluid Power ControlSonali DeyNo ratings yet
- Unit 3 - PART 2 OF 3 Control Components in Hydraulic SystemDocument8 pagesUnit 3 - PART 2 OF 3 Control Components in Hydraulic SystemDagnachee TeguNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- GLSLR Oil Pipeline Inspection Maintenance Sept2017Document18 pagesGLSLR Oil Pipeline Inspection Maintenance Sept2017Masood KhanNo ratings yet
- Technical challenges of designing and installing Australia's first commercial wave energy plantDocument15 pagesTechnical challenges of designing and installing Australia's first commercial wave energy plantSara VaccaNo ratings yet
- Table D-1-Gear Unit Housings: G - G U P, C G I S 63Document1 pageTable D-1-Gear Unit Housings: G - G U P, C G I S 63Sara VaccaNo ratings yet
- Oil & Gas: O OptionalDocument12 pagesOil & Gas: O OptionalSara VaccaNo ratings yet
- GPC Newsletter Issue 10Document6 pagesGPC Newsletter Issue 10Sara VaccaNo ratings yet
- dgtww20110102 DL PDFDocument72 pagesdgtww20110102 DL PDFSara VaccaNo ratings yet
- Torque Converter & Hydraulic Ratchet System - 4thDocument18 pagesTorque Converter & Hydraulic Ratchet System - 4thfalconalnajjar0% (1)
- GLSLR Oil Pipeline Inspection Maintenance Sept2017Document18 pagesGLSLR Oil Pipeline Inspection Maintenance Sept2017Masood KhanNo ratings yet
- dgtww20110102 DL PDFDocument72 pagesdgtww20110102 DL PDFSara VaccaNo ratings yet
- GER 3695e GE Aeroderivative Gas Turbines Design and Operating FeaturesDocument24 pagesGER 3695e GE Aeroderivative Gas Turbines Design and Operating FeaturesTony AppsNo ratings yet
- Zero emissionUNIPIDocument21 pagesZero emissionUNIPISara VaccaNo ratings yet
- Garo 1Document1 pageGaro 1Sara VaccaNo ratings yet
- Total 2004 Factbook Upstream MapsDocument14 pagesTotal 2004 Factbook Upstream MapsSara VaccaNo ratings yet
- Diesel and Gas Turbine WorldwideDocument72 pagesDiesel and Gas Turbine WorldwideZakariyaNo ratings yet
- GIE LNG 2019 A0 1189x841 FULL Final3 PDFDocument1 pageGIE LNG 2019 A0 1189x841 FULL Final3 PDFSara VaccaNo ratings yet
- Gie SSLNG 2020 A0 Full 1009 PDFDocument1 pageGie SSLNG 2020 A0 Full 1009 PDFSara VaccaNo ratings yet
- Solar Saturn 20 PG PDFDocument2 pagesSolar Saturn 20 PG PDFChidiebere Samuel Okogwu50% (2)
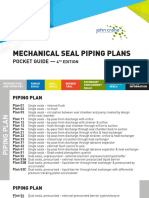
- API-Mechanical Seal-Piping Plan Booklet-LORES-4C-MAR2016 PDFDocument90 pagesAPI-Mechanical Seal-Piping Plan Booklet-LORES-4C-MAR2016 PDFrvkumar61No ratings yet
- Solar Saturn Gas Turbine Generator Drive Application Control PackageDocument3 pagesSolar Saturn Gas Turbine Generator Drive Application Control PackageSara VaccaNo ratings yet
- Compressor Set and Mechanical Drive: Saturn 20Document79 pagesCompressor Set and Mechanical Drive: Saturn 20Sara VaccaNo ratings yet
- FTA157 Piping Plan PosterDocument1 pageFTA157 Piping Plan PosterGloria HamiltonNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Compressor Set and Mechanical Drive: Saturn 20Document79 pagesCompressor Set and Mechanical Drive: Saturn 20Sara Vacca100% (1)
- Steam Cracking Olefins PDFDocument47 pagesSteam Cracking Olefins PDFeltipovalencia100% (1)
- Steam Cracking Olefins PDFDocument47 pagesSteam Cracking Olefins PDFeltipovalencia100% (1)
- PT United Tractors Transmission Valve InspectionDocument1 pagePT United Tractors Transmission Valve InspectionBangkit Wahyu NugrohoNo ratings yet
- Water Ret DesignDocument13 pagesWater Ret DesignasrafNo ratings yet
- Introduction In: Rotating EquipmentDocument57 pagesIntroduction In: Rotating EquipmentAhmed ZNo ratings yet
- M GB NetDocument28 pagesM GB NetOon VincentNo ratings yet
- Cat 4190-FM PDFDocument32 pagesCat 4190-FM PDFdiptendu7No ratings yet
- Catalogo VL Cepto3 y Cepto4Document274 pagesCatalogo VL Cepto3 y Cepto4paula vergaraNo ratings yet
- 12 Air Venting in Hydraulic System PDFDocument5 pages12 Air Venting in Hydraulic System PDFnarimeneNo ratings yet
- Characteristic Curves KWP - KSBDocument224 pagesCharacteristic Curves KWP - KSBDaniel MilosevskiNo ratings yet
- Power Team PE21 ManualDocument8 pagesPower Team PE21 ManualTitanplyNo ratings yet
- 20 RT Flex Comp Syst PDFDocument124 pages20 RT Flex Comp Syst PDFВадим НайденовNo ratings yet
- 9Document140 pages9Dixon Javier Cortes TapiaNo ratings yet
- Spare Parts Catalogue: Purebilge SystemDocument101 pagesSpare Parts Catalogue: Purebilge SystemCentrifugal SeparatorNo ratings yet
- He Complete Range of Flow Control ValveDocument1 pageHe Complete Range of Flow Control ValvewiruNo ratings yet
- Control Valves, ESD, EDP, Manually Operated Valves - NCCDocument26 pagesControl Valves, ESD, EDP, Manually Operated Valves - NCCNour H100% (1)
- Hyd Book 2Document269 pagesHyd Book 2hanifpanjaNo ratings yet
- Guidance of Emergency Shutdown ValvesDocument3 pagesGuidance of Emergency Shutdown ValvesThefairman UnkownNo ratings yet
- Valves: Oscar Mauricio Cala Camacho - 2152815 Iván Darío Nova Uribe - 2142795 Facilidades de Superficie Grupo H1 2020-1Document34 pagesValves: Oscar Mauricio Cala Camacho - 2152815 Iván Darío Nova Uribe - 2142795 Facilidades de Superficie Grupo H1 2020-1Oscar CalaNo ratings yet
- BOP Control System Operation ManualDocument21 pagesBOP Control System Operation ManualAyman AkrabNo ratings yet
- Gas Pressure Reducing: Gas Pressure Reducing & Shut-Off Valve & Shut-Off Valve Series 71P11A Series 71P11ADocument4 pagesGas Pressure Reducing: Gas Pressure Reducing & Shut-Off Valve & Shut-Off Valve Series 71P11A Series 71P11AĐình Sơn HoàngNo ratings yet
- JM Clipper BOP PDF CatalogDocument9 pagesJM Clipper BOP PDF CatalogVictorNo ratings yet
- Enerpac Pumps and Valves Catalog PagesDocument56 pagesEnerpac Pumps and Valves Catalog Pagesalejandro perezNo ratings yet
- Pneumatic Ata 36Document2 pagesPneumatic Ata 36Muhammad ShoaibNo ratings yet
- Regulations For Sanitary InstallationsDocument207 pagesRegulations For Sanitary Installationsyusuf100% (1)
- Question Excerpt From National Plumbing Code of The PhilippinesDocument33 pagesQuestion Excerpt From National Plumbing Code of The PhilippinesLorence GabayanNo ratings yet
- Pump Basics GuideDocument45 pagesPump Basics GuideRoudy J. MhawasNo ratings yet
- StanadyneDocument1 pageStanadyneJunior IungNo ratings yet
- Hydraulics PDFDocument37 pagesHydraulics PDFaktk1234No ratings yet
- Non-Slam Check Valve (Water Hammer)Document44 pagesNon-Slam Check Valve (Water Hammer)XAVIER RUBIONo ratings yet
- A Polyhydron Group Company: Feed and Power Hand Pump HP 5012 / HP 5016 / HP 5012-1000Document3 pagesA Polyhydron Group Company: Feed and Power Hand Pump HP 5012 / HP 5016 / HP 5012-1000Rd PandeNo ratings yet
- Construction Drawing: Legend Notes: AbbreviationDocument1 pageConstruction Drawing: Legend Notes: AbbreviationrajavelNo ratings yet