You might also like
- Optimizing The Installation and Operation of A New 3-Bed Ammonia Synthesis Converter BasketDocument12 pagesOptimizing The Installation and Operation of A New 3-Bed Ammonia Synthesis Converter BasketGrootNo ratings yet
- Advanced Gas-Heated Reformer: P. W. FarneilDocument9 pagesAdvanced Gas-Heated Reformer: P. W. FarneilAlfonso BlancoNo ratings yet
- 014 PDFDocument12 pages014 PDFGrootNo ratings yet
- REFORMER Upgrades To Convection Section & Radiant Section at TRINGEN 1 Ammonia Plant, Trinidad X 0Document8 pagesREFORMER Upgrades To Convection Section & Radiant Section at TRINGEN 1 Ammonia Plant, Trinidad X 0David PierreNo ratings yet
- Simulation of Ammonia Production From Synthesis GaDocument12 pagesSimulation of Ammonia Production From Synthesis Gasagar dasguptaNo ratings yet
- Secondary Reformer Refractory - Dry - Out - OpDocument10 pagesSecondary Reformer Refractory - Dry - Out - OpAlfonso BlancoNo ratings yet
- Commissioning of The First Ammonia-Urea Complex: A Challenging Venture For The Vietnamese EconomyDocument13 pagesCommissioning of The First Ammonia-Urea Complex: A Challenging Venture For The Vietnamese Economyvaratharajan g rNo ratings yet
- Handbook of Thermal Conductivity, Volume 3: Organic Compounds C8 to C28From EverandHandbook of Thermal Conductivity, Volume 3: Organic Compounds C8 to C28No ratings yet
- KSFL ReportDocument56 pagesKSFL ReportAbhishek KumarNo ratings yet
- Failure of Inner Shell of Double Walled Atmospheric Ammonia TankDocument9 pagesFailure of Inner Shell of Double Walled Atmospheric Ammonia Tankvaratharajan g rNo ratings yet
- Comparative Evaluation of Cryogenic Air SeparationDocument21 pagesComparative Evaluation of Cryogenic Air SeparationmuratNo ratings yet
- 2008 Morikawa TEC IFA ACES21 Advanced Urea Production Technology - 2Document15 pages2008 Morikawa TEC IFA ACES21 Advanced Urea Production Technology - 2MubasharNo ratings yet
- Urea Technology, Toyo Eng. CompnayDocument20 pagesUrea Technology, Toyo Eng. CompnaySteve WanNo ratings yet
- Topsoe Prereforming CatalystDocument13 pagesTopsoe Prereforming CatalystReza RhiNo ratings yet
- Catacarb Section, Dawood Hercules Fertilizers LimitedDocument16 pagesCatacarb Section, Dawood Hercules Fertilizers LimitedMuddassar Sultan100% (1)
- Process Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationFrom EverandProcess Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationAthanasios I. PapadopoulosNo ratings yet
- Conventional Ammonia Plant Revamp With Purifier: Rajesh AggarwalDocument12 pagesConventional Ammonia Plant Revamp With Purifier: Rajesh AggarwalGrootNo ratings yet
- ATR Haldor TopsoeDocument12 pagesATR Haldor Topsoepraveenk_13100% (1)
- Workshop On Energy Efficiency and CO2 ReductionDocument124 pagesWorkshop On Energy Efficiency and CO2 ReductionvirginiaucvNo ratings yet
- Ammonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEODocument33 pagesAmmonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEOAkil PrabhuNo ratings yet
- KBR Advanced Ammonia Process PlusDocument1 pageKBR Advanced Ammonia Process PlusGajanan PadamwarNo ratings yet
- Dynamic Modeling of Heat Exchanger Tube RaptureDocument20 pagesDynamic Modeling of Heat Exchanger Tube RaptureRajesh NimmakayalaNo ratings yet
- Lessons Learned With Ammonia Synthesis CatalystsDocument12 pagesLessons Learned With Ammonia Synthesis CatalystssugumarNo ratings yet
- "The Comparison of Stamicarbon and Saipem Urea Technology": October 2016Document11 pages"The Comparison of Stamicarbon and Saipem Urea Technology": October 2016Alfonso BlancoNo ratings yet
- Benfield ProcessDocument2 pagesBenfield ProcessJitendra KumarNo ratings yet
- Preparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsFrom EverandPreparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsNo ratings yet
- Sequestering CO in The Built Environment: Calera CorporationDocument48 pagesSequestering CO in The Built Environment: Calera CorporationPassmore DubeNo ratings yet
- New KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard StraitDocument12 pagesNew KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard Straitvaratharajan g rNo ratings yet
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7From EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No ratings yet
- Chambal Fertilizers 2015 Chemical Plant Functioning Adder LedgerDocument38 pagesChambal Fertilizers 2015 Chemical Plant Functioning Adder LedgerPallavNo ratings yet
- 8 - HEURTEY PETROCHEM Flux Distribution in Fired Heaters A Case StudyDocument27 pages8 - HEURTEY PETROCHEM Flux Distribution in Fired Heaters A Case Studyfawmer61No ratings yet
- UOP Integration of Membranes For CO2 Removal Tech Paper PDFDocument15 pagesUOP Integration of Membranes For CO2 Removal Tech Paper PDFghasem_726990287No ratings yet
- Zeolites: Synthesis, Structure, Technology and ApplicationFrom EverandZeolites: Synthesis, Structure, Technology and ApplicationNo ratings yet
- Flow Instabilities in A Horizontal Thermosyphon Reboiler LoopDocument22 pagesFlow Instabilities in A Horizontal Thermosyphon Reboiler Loopwylie01No ratings yet
- Steamreforming Typesofreformerdesign 130924133238 Phpapp02Document59 pagesSteamreforming Typesofreformerdesign 130924133238 Phpapp02Mary Scott100% (1)
- TATA Ammonia Plant: Design Features and Operating ExperienceDocument17 pagesTATA Ammonia Plant: Design Features and Operating Experiencevaratharajan g rNo ratings yet
- Energy BalanceDocument10 pagesEnergy Balanceazzatul amiraNo ratings yet
- AmoniaDocument35 pagesAmonianoelia cossio0% (1)
- Four Challenges For Nickel Steam-Reforming CatalystsDocument8 pagesFour Challenges For Nickel Steam-Reforming CatalystsReza Rhi100% (2)
- Ammonia Synthesis Loops Variables Investigated by Steady-State SimulationDocument14 pagesAmmonia Synthesis Loops Variables Investigated by Steady-State Simulationpolonium2310No ratings yet
- Tank Heating CoilDocument2 pagesTank Heating CoilchongchoifattNo ratings yet
- Advanced Distillation Technologies: Design, Control and ApplicationsFrom EverandAdvanced Distillation Technologies: Design, Control and ApplicationsNo ratings yet
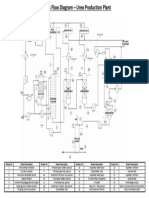
- Process Flow Diagram - Urea Production PlantDocument1 pageProcess Flow Diagram - Urea Production PlantDasun AttanayakeNo ratings yet
- 3 3 MR Robert PardemannDocument47 pages3 3 MR Robert Pardemannhoremheb1No ratings yet
- Reformer Sagar PresentationDocument43 pagesReformer Sagar Presentationsagarlambariya123456No ratings yet
- 34perr PDFDocument18 pages34perr PDFAlek KrótkiNo ratings yet
- Equilibria in The Ammonium Carbamate Urea-Water System: K. G. Clark, L. C. DDocument5 pagesEquilibria in The Ammonium Carbamate Urea-Water System: K. G. Clark, L. C. DjcortezcNo ratings yet
- Dewatering Column AA Grade MethanolDocument15 pagesDewatering Column AA Grade MethanolIrma BrennanNo ratings yet
- Reactor Kinetics of Urea Formation: November 2015Document21 pagesReactor Kinetics of Urea Formation: November 2015Javiera MellaNo ratings yet
- Aspen Exchanger Design and Rating Shell & Tube V10: File: Printed: 1/31/2023 at 3:41:24 PM TEMA SheetDocument1 pageAspen Exchanger Design and Rating Shell & Tube V10: File: Printed: 1/31/2023 at 3:41:24 PM TEMA Sheetvaratharajan g rNo ratings yet
- Scanner GuideDocument48 pagesScanner Guidevaratharajan g rNo ratings yet
- The Auxiliary Boiler Failures: Tom Herman, Mickey Roberson, Ron ParrDocument5 pagesThe Auxiliary Boiler Failures: Tom Herman, Mickey Roberson, Ron Parrvaratharajan g rNo ratings yet
- Consideration of Fatigue Life in The Design of Vessels in Molecular Sieve Dryer ServiceDocument9 pagesConsideration of Fatigue Life in The Design of Vessels in Molecular Sieve Dryer Servicevaratharajan g rNo ratings yet
- Waste Heat Boiler (101-C) Leakages & Possible Causes: Paper AbstractDocument16 pagesWaste Heat Boiler (101-C) Leakages & Possible Causes: Paper Abstractvaratharajan g rNo ratings yet
- Catalyst Catastrophes II: John Brightling and DR Mike RobertsDocument12 pagesCatalyst Catastrophes II: John Brightling and DR Mike Robertsvaratharajan g rNo ratings yet
- 50 Year History of The Aiche Ammonia Safety Symposium: Gerald P. WilliamsDocument9 pages50 Year History of The Aiche Ammonia Safety Symposium: Gerald P. Williamsvaratharajan g rNo ratings yet
- Technical Audit of Older Ammonia Plants: Ken Northcutt, Robert Collins, and S. MadhavanDocument12 pagesTechnical Audit of Older Ammonia Plants: Ken Northcutt, Robert Collins, and S. Madhavanvaratharajan g rNo ratings yet
- Corrosion Damage in Waste Heat Boilers Major Root Causes and RemediationDocument10 pagesCorrosion Damage in Waste Heat Boilers Major Root Causes and Remediationvaratharajan g rNo ratings yet
- Pushing The Limits - Breakthrough in Pre-Reformer Design: Ingo Hanke and Norbert RingerDocument6 pagesPushing The Limits - Breakthrough in Pre-Reformer Design: Ingo Hanke and Norbert Ringervaratharajan g rNo ratings yet
- Assuring The Safety of Ammonia Plant Vessels and Piping Using API RP 579Document11 pagesAssuring The Safety of Ammonia Plant Vessels and Piping Using API RP 579varatharajan g rNo ratings yet
- Commissioning of The First Ammonia-Urea Complex: A Challenging Venture For The Vietnamese EconomyDocument13 pagesCommissioning of The First Ammonia-Urea Complex: A Challenging Venture For The Vietnamese Economyvaratharajan g rNo ratings yet
- Pressure Drop Improvements in A Fixed Bed ReactorDocument10 pagesPressure Drop Improvements in A Fixed Bed Reactorvaratharajan g rNo ratings yet
- UFC-85 Plants For Urea Fertilizer Projects: Recommended DosageDocument8 pagesUFC-85 Plants For Urea Fertilizer Projects: Recommended Dosagevaratharajan g rNo ratings yet
- Properties and Microstructures of Outlet Manifold ComponentsDocument12 pagesProperties and Microstructures of Outlet Manifold Componentsvaratharajan g rNo ratings yet
- Revamping of The PCS Nitrogen 03 Plant in Trinidad: Elizabeth West-ToolseeDocument7 pagesRevamping of The PCS Nitrogen 03 Plant in Trinidad: Elizabeth West-Toolseevaratharajan g rNo ratings yet
- Legionella Pneumophila in An Ammonia Plant Cooling Tower: W. D. VerduijnDocument15 pagesLegionella Pneumophila in An Ammonia Plant Cooling Tower: W. D. Verduijnvaratharajan g rNo ratings yet
- Failure of Inner Shell of Double Walled Atmospheric Ammonia TankDocument9 pagesFailure of Inner Shell of Double Walled Atmospheric Ammonia Tankvaratharajan g rNo ratings yet
- Lifetime Assessment of NH - Plants: Approach For Lifetime ExtensionDocument12 pagesLifetime Assessment of NH - Plants: Approach For Lifetime Extensionvaratharajan g rNo ratings yet
- Bimetallic and Alloy Welds in HP Hydrogen and Nitrogen ServiceDocument18 pagesBimetallic and Alloy Welds in HP Hydrogen and Nitrogen Servicevaratharajan g rNo ratings yet
- High Temperature Service Equipment and Piping Maintenance in PlantDocument22 pagesHigh Temperature Service Equipment and Piping Maintenance in Plantvaratharajan g rNo ratings yet
- Risk Based Assessment of A 25,000 Ton Ammonia Storage Tank: D. Daly, Gregory J. Deis, D. Mclntyre, and R. SmallwoodDocument8 pagesRisk Based Assessment of A 25,000 Ton Ammonia Storage Tank: D. Daly, Gregory J. Deis, D. Mclntyre, and R. Smallwoodvaratharajan g rNo ratings yet
- Failure of Ammonia-1 Natural Gas Compressor TrainDocument9 pagesFailure of Ammonia-1 Natural Gas Compressor Trainvaratharajan g rNo ratings yet
- Experiential Development of Good Practice For Confined Space EntriesDocument5 pagesExperiential Development of Good Practice For Confined Space Entriesvaratharajan g rNo ratings yet
- Ammonia Plant Benchmarking - Historic ProgressDocument8 pagesAmmonia Plant Benchmarking - Historic Progressvaratharajan g rNo ratings yet
- Radar-Based Level Measurement in Urea Synthesis or The Elimination of Radioactive Sources in Urea PlantsDocument10 pagesRadar-Based Level Measurement in Urea Synthesis or The Elimination of Radioactive Sources in Urea Plantsvaratharajan g rNo ratings yet
- Conversion of Sulfinol To BASF' S Amdea: SM ® SM SMDocument12 pagesConversion of Sulfinol To BASF' S Amdea: SM ® SM SMvaratharajan g rNo ratings yet
- Vulnerabilities of The International Energy Supply For The Ammonia IndustryDocument21 pagesVulnerabilities of The International Energy Supply For The Ammonia Industryvaratharajan g rNo ratings yet
- New KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard StraitDocument12 pagesNew KBR Process For Coal To Ammonia: Kamal Gursahani, Siva Ariyapadi, Meghji Shah and Richard Straitvaratharajan g rNo ratings yet
- Carry Over Problems in CO Removal Units: Problem DefinitionDocument10 pagesCarry Over Problems in CO Removal Units: Problem Definitionvaratharajan g rNo ratings yet
- Classical Kinetics of Catalytic Reactions: Gérald Djéga-Mariadassou and Michel BoudartDocument9 pagesClassical Kinetics of Catalytic Reactions: Gérald Djéga-Mariadassou and Michel BoudartCriveanuNNarcisNo ratings yet
- Packed Bed Catalytic ReactorDocument33 pagesPacked Bed Catalytic ReactorFaris Rahmansya Nurcahyo100% (1)
- Bercic-1993-Catalytic Dehydration of MethanolDocument7 pagesBercic-1993-Catalytic Dehydration of MethanolIonut BanuNo ratings yet
- Feed PurificationDocument12 pagesFeed PurificationrajuNo ratings yet
- University of San CarlosDocument3 pagesUniversity of San CarlosJade Lynn MagsambolNo ratings yet
- Turkevich1985 Article ColloidalGoldPartII PDFDocument7 pagesTurkevich1985 Article ColloidalGoldPartII PDFRSLNo ratings yet
- Pharmaceutical Catalysis HandbookDocument108 pagesPharmaceutical Catalysis HandbookLeda PrandiNo ratings yet
- 5 Enzymes: 0610 BiologyDocument9 pages5 Enzymes: 0610 BiologyAbdul HadiNo ratings yet
- Study Notes Topic 1 Production of MaterialsDocument37 pagesStudy Notes Topic 1 Production of Materialsapi-355649325No ratings yet
- Separation PurificationofcrudeglycerolDocument20 pagesSeparation PurificationofcrudeglycerolRita FebriyantiNo ratings yet
- Supercritical Fluids and ApplicationsDocument20 pagesSupercritical Fluids and Applicationsemihc2002No ratings yet
- Bandiera (Eds.) - Monooxygenase, Peroxidase and Peroxygenase Properties and Mechanisms of Cytochrome P450 PDFDocument376 pagesBandiera (Eds.) - Monooxygenase, Peroxidase and Peroxygenase Properties and Mechanisms of Cytochrome P450 PDFaytekinNo ratings yet
- Production of Propylene From 1-Butene On Highly Active "Bi-Functional Single Active Site" Catalyst: Tungsten Carbene-Hydride Supported On AluminaDocument4 pagesProduction of Propylene From 1-Butene On Highly Active "Bi-Functional Single Active Site" Catalyst: Tungsten Carbene-Hydride Supported On Aluminaharshita mishraNo ratings yet
- Thermodynamics of Polymerization: O, Then Depolymerization Will Be FavoredDocument32 pagesThermodynamics of Polymerization: O, Then Depolymerization Will Be Favoreddahhanzade2010No ratings yet
- NTU FYP PresentationDocument46 pagesNTU FYP PresentationchingkeatNo ratings yet
- Textbook Ebook New Dimensions in Production and Utilization of Hydrogen 1St Edition Sonil Nanda All Chapter PDFDocument53 pagesTextbook Ebook New Dimensions in Production and Utilization of Hydrogen 1St Edition Sonil Nanda All Chapter PDFkathryn.higgins286100% (7)
- Enzymes Mechanism of Enzyme ActionDocument6 pagesEnzymes Mechanism of Enzyme Actionkl42c4300No ratings yet
- Catalytic Converter Based On Non Noble MaterialDocument4 pagesCatalytic Converter Based On Non Noble Materialpamela garciaNo ratings yet
- Chemical Reaction Engineering (CRE) Is TheDocument61 pagesChemical Reaction Engineering (CRE) Is TheHairunnisaNo ratings yet
- Ma Et Al 2024 Isolated Cu Sites in Cds Hollow Nanocubes With Doping Location Dependent Performance For PhotocatalyticDocument12 pagesMa Et Al 2024 Isolated Cu Sites in Cds Hollow Nanocubes With Doping Location Dependent Performance For Photocatalyticrozsor2No ratings yet
- Enzyme ImmobilizationDocument73 pagesEnzyme ImmobilizationDaniel Pulido RojasNo ratings yet
- Nova BookDocument208 pagesNova BookShailesh ShirguppikarNo ratings yet
- Patent International PaperDocument9 pagesPatent International PaperAjay TiwariNo ratings yet
- Schweitzer C.E. Ethyleneurea. II.Document5 pagesSchweitzer C.E. Ethyleneurea. II.xcvNo ratings yet
- Reviews: Bacterial Polyesters: Biosynthesis, Biodegradable Plastics and BiotechnologyDocument8 pagesReviews: Bacterial Polyesters: Biosynthesis, Biodegradable Plastics and BiotechnologyVal GunnNo ratings yet
- Full Report With Cover Page PDFDocument91 pagesFull Report With Cover Page PDFFareez AizatNo ratings yet
- CH 07Document96 pagesCH 07Jacquot AbendrothNo ratings yet
- IMM MicroreactorsDocument90 pagesIMM MicroreactorsGoutam GottumukkalaNo ratings yet
- BSC Chemistry SyllabusDocument22 pagesBSC Chemistry Syllabusshivamrawat7557No ratings yet
- Final Ip TolueneDocument110 pagesFinal Ip TolueneShazleen Sharfadeen100% (1)