You might also like
- ASP Meeting With Samator, January 10Th, 2020 - STNI OfficeDocument11 pagesASP Meeting With Samator, January 10Th, 2020 - STNI OfficeferdinanNo ratings yet
- Gypsum Products in DentistryDocument14 pagesGypsum Products in Dentistryindra_2013100% (1)
- Experience in Pot Rebuilding, Siderar, ArgentinaDocument13 pagesExperience in Pot Rebuilding, Siderar, ArgentinaToàn Lê ĐìnhNo ratings yet
- A Case Study On QTDocument8 pagesA Case Study On QTTanu SinghNo ratings yet
- Alp Bulent GULES ANNA 2010 Presentation - ShareDocument54 pagesAlp Bulent GULES ANNA 2010 Presentation - ShareMohamed KilanyNo ratings yet
- UniEquip Unicryo Cold Trap MC 2LDocument6 pagesUniEquip Unicryo Cold Trap MC 2Lhb04155No ratings yet
- WP PPR - Thermopipe SubmittalDocument36 pagesWP PPR - Thermopipe SubmittalMohammad Rashad BarakatNo ratings yet
- Saint Gobain - ReportDocument24 pagesSaint Gobain - ReportIIC ZHCETNo ratings yet
- Report On Gunj GlassDocument4 pagesReport On Gunj Glassumer263No ratings yet
- Product Data Sheet: HDPE Made Via Hostalen ProcessDocument2 pagesProduct Data Sheet: HDPE Made Via Hostalen ProcessvahidNo ratings yet
- Vocs and Haps For Air/Force Dry Paints: by Ron JosephDocument3 pagesVocs and Haps For Air/Force Dry Paints: by Ron JosephashishNo ratings yet
- Amine Cold Box Core Making: - The Need of The HourDocument38 pagesAmine Cold Box Core Making: - The Need of The HourNayan Patel100% (2)
- Approval LetterDocument1 pageApproval LetterlalijuuhNo ratings yet
- Write Down The Chemical Reactions Take Place in The Kiln or Rotary KilnDocument11 pagesWrite Down The Chemical Reactions Take Place in The Kiln or Rotary KilnMD.MOSHIUR RAHMANNo ratings yet
- Eldan RecyclingDocument10 pagesEldan RecyclingIvan BrcelicNo ratings yet
- Lecture 2 Cement Contd.Document37 pagesLecture 2 Cement Contd.Adharsh SelvarajNo ratings yet
- Slimpulse Austin Chalk TexasDocument1 pageSlimpulse Austin Chalk TexascesarjulioNo ratings yet
- U5 - Adj - 01 - Summary of The Steps of The Ceramic ProcessDocument4 pagesU5 - Adj - 01 - Summary of The Steps of The Ceramic Processbonsenso.engenhariaNo ratings yet
- Home Made Solar PanelDocument24 pagesHome Made Solar PanelLuis FisherNo ratings yet
- Geography SbaDocument25 pagesGeography SbaannmarieNo ratings yet
- Reading Practice Test 3 - Runi - CORRECRTEDDocument15 pagesReading Practice Test 3 - Runi - CORRECRTEDPutri Afra Laillatul UllaNo ratings yet
- Condensation in Switchgears and Anti Condensation Heater PDFDocument2 pagesCondensation in Switchgears and Anti Condensation Heater PDFKok WaiNo ratings yet
- 30 Tons /day Ice PlantDocument4 pages30 Tons /day Ice PlantsureshNo ratings yet
- Issue1 2Document2 pagesIssue1 2api-3764122No ratings yet
- AL13P Laminator ManualDocument5 pagesAL13P Laminator ManualmikaelNo ratings yet
- Kup FL Rapid en 2006Document2 pagesKup FL Rapid en 2006Arief RakhmadNo ratings yet
- Elmer'S Products, Inc: Pegamento para Madera. (E7040) Hoja TecnicaDocument3 pagesElmer'S Products, Inc: Pegamento para Madera. (E7040) Hoja TecnicaRafael Mul OcampoNo ratings yet
- Data Sheet ST GOLFDocument3 pagesData Sheet ST GOLFJuan Antonio Barco MorenoNo ratings yet
- CompressorDocument2 pagesCompressorAbderrahim AbarayNo ratings yet
- Company-Profile 2Document27 pagesCompany-Profile 2Solar OngridNo ratings yet
- Leed U.S. Green Building CouncilDocument6 pagesLeed U.S. Green Building CouncilMiftah FauzanNo ratings yet
- Silo 9 Boulders Investigation ReportDocument20 pagesSilo 9 Boulders Investigation ReportWaka OngetiNo ratings yet
- Ventilacion Molienda de BolasDocument26 pagesVentilacion Molienda de BolasFran jimenezNo ratings yet
- Case Studies: 200 MW, 5 Mills, Mill-F Reserve, Lignite Flow 203 T/hr. Suddenly Turbine Tripped What Action Will You Take ?Document7 pagesCase Studies: 200 MW, 5 Mills, Mill-F Reserve, Lignite Flow 203 T/hr. Suddenly Turbine Tripped What Action Will You Take ?Prudhvi Raj100% (1)
- Best Practices For Cold Weather Paving!Document2 pagesBest Practices For Cold Weather Paving!Joel ChilcaNo ratings yet
- Best Practices For Cold Weather PavingDocument2 pagesBest Practices For Cold Weather PavingCRISTINA QUISPENo ratings yet
- Difference Between Spiral Wound and Simple HDPE TankDocument1 pageDifference Between Spiral Wound and Simple HDPE Tankjokish0% (1)
- Gypsum: Gypsum As A Construction MaterialDocument29 pagesGypsum: Gypsum As A Construction Materialsarah KhalidNo ratings yet
- SP 200 Application ProcedureDocument2 pagesSP 200 Application ProcedureAhmad ShabaniNo ratings yet
- Maintenance Department: Montly Report April 2013Document5 pagesMaintenance Department: Montly Report April 2013syarifNo ratings yet
- Handbook - Submerged Arc ProductsDocument1 pageHandbook - Submerged Arc ProductsHoàng LongNo ratings yet
- Rotational Molding ProcessDocument5 pagesRotational Molding ProcessEdgar IbarraNo ratings yet
- Build A GeoDomeDocument22 pagesBuild A GeoDomeJohn Anderson100% (4)
- Duplo DB-200 Instruction Manual Perfect Binding DB-200Document18 pagesDuplo DB-200 Instruction Manual Perfect Binding DB-200Javier Rivera100% (1)
- 05 PEXb XP650 - 1. TDS (Data Sheet)Document2 pages05 PEXb XP650 - 1. TDS (Data Sheet)Mohammad Rashad BarakatNo ratings yet
- Modern WaterproofingDocument17 pagesModern WaterproofingDileepa DissanayakeNo ratings yet
- CementDocument14 pagesCementRewanta RegmiNo ratings yet
- Brosur Genteng M ClassDocument6 pagesBrosur Genteng M Classanon_795575819No ratings yet
- Waste Heat Boiler Recovery: YoshimineDocument12 pagesWaste Heat Boiler Recovery: YoshimineardiansyahhandikaNo ratings yet
- Alejandro - Insulation PowerpointDocument7 pagesAlejandro - Insulation Powerpointapi-502219049No ratings yet
- Approval LetterDocument1 pageApproval LetterlalijuuhNo ratings yet
- Hempel Interior Filler 38840Document3 pagesHempel Interior Filler 38840Noman AhmedNo ratings yet
- PP Sheet Ext GuideDocument21 pagesPP Sheet Ext GuideAliNo ratings yet
- Ingeo™ Biopolymer 8052D Technical Data Sheet Foam GradeDocument3 pagesIngeo™ Biopolymer 8052D Technical Data Sheet Foam Grademajid mehrabiNo ratings yet
- 1 - Hand Over A.Scarpete SurvilleDocument9 pages1 - Hand Over A.Scarpete Survillealex.verdzadze98No ratings yet
- DMD Insulation PaperDocument5 pagesDMD Insulation PaperSugansKandasamyNo ratings yet
- Company ProfileDocument12 pagesCompany ProfileanerdmermaidNo ratings yet
- Pittseal CW Sealant: 1. Description and Area of ApplicationDocument3 pagesPittseal CW Sealant: 1. Description and Area of ApplicationElie AouadNo ratings yet
- RIL BoppDocument14 pagesRIL BoppSaurabh PariharNo ratings yet
- CombinepdfDocument280 pagesCombinepdfKuro HanabusaNo ratings yet
- Final NCP PediaDocument2 pagesFinal NCP PediaKuro HanabusaNo ratings yet
- Placenta PreviaDocument5 pagesPlacenta PreviaKuro HanabusaNo ratings yet
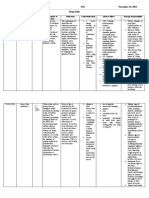
- Anna Trisha B. Crosrojas N42 November 24, 2021 Drug Study: 3G IvttDocument3 pagesAnna Trisha B. Crosrojas N42 November 24, 2021 Drug Study: 3G IvttKuro HanabusaNo ratings yet
- Pedia Drug StudyDocument6 pagesPedia Drug StudyKuro HanabusaNo ratings yet
- Cues Nursing Diagnosis Planning Interventions Rationale Evaluation SubjectiveDocument2 pagesCues Nursing Diagnosis Planning Interventions Rationale Evaluation SubjectiveKuro HanabusaNo ratings yet
- "Nag Dugo Akong Gums Kaduha" AsDocument3 pages"Nag Dugo Akong Gums Kaduha" AsKuro HanabusaNo ratings yet
- Humoral Immunity Cell-Mediated ImmunityDocument2 pagesHumoral Immunity Cell-Mediated ImmunityKuro HanabusaNo ratings yet
- This Study Resource WasDocument2 pagesThis Study Resource WasKuro HanabusaNo ratings yet
- Pedia Drug Study NaproxenparacetamolDocument3 pagesPedia Drug Study NaproxenparacetamolKuro HanabusaNo ratings yet
- Father Saturnino Urios University: (Name of Student)Document1 pageFather Saturnino Urios University: (Name of Student)Kuro HanabusaNo ratings yet
- Submissions PANITIKANG FILIPINO N41 Pamprelim Na Pagsusulit Father Saturnino Urios UniversityDocument6 pagesSubmissions PANITIKANG FILIPINO N41 Pamprelim Na Pagsusulit Father Saturnino Urios UniversityKuro HanabusaNo ratings yet
- Mental Status Examination (DSM V) : Magnetic Resonance Imaging (MRI) Chest X-Ray CT Scan SpirometryDocument3 pagesMental Status Examination (DSM V) : Magnetic Resonance Imaging (MRI) Chest X-Ray CT Scan SpirometryKuro HanabusaNo ratings yet
- What ATROPINE Is and What It Is Used For?Document3 pagesWhat ATROPINE Is and What It Is Used For?Kuro HanabusaNo ratings yet
- Drug Study (Chlordiazepoxide, Lorazepam)Document4 pagesDrug Study (Chlordiazepoxide, Lorazepam)Kuro Hanabusa100% (2)
- Resumption of Sustained PerfusingDocument14 pagesResumption of Sustained PerfusingKuro HanabusaNo ratings yet
- Image of A LeaderDocument1 pageImage of A LeaderKuro HanabusaNo ratings yet
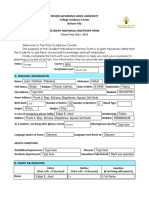
- Father Saturnino Urios University College Guidance Center Butuan City Student Individual Inventory FormDocument4 pagesFather Saturnino Urios University College Guidance Center Butuan City Student Individual Inventory FormKuro HanabusaNo ratings yet
- Image of A LeaderDocument1 pageImage of A LeaderKuro HanabusaNo ratings yet
- Mr. Eubert Tagupa: Certificate of AppreciationDocument4 pagesMr. Eubert Tagupa: Certificate of AppreciationKuro HanabusaNo ratings yet
- Excel Professional Services, Inc.: Cpa ReviewDocument11 pagesExcel Professional Services, Inc.: Cpa ReviewKuro HanabusaNo ratings yet
- Butao - Nursing Assessment MseDocument4 pagesButao - Nursing Assessment MseKuro HanabusaNo ratings yet
- Case Study Pressure Ulcer StudentDocument8 pagesCase Study Pressure Ulcer StudentKuro HanabusaNo ratings yet
- Coping With AnxietyDocument13 pagesCoping With AnxietyKuro HanabusaNo ratings yet
- Nursing Care Plan 1Document3 pagesNursing Care Plan 1Kuro HanabusaNo ratings yet