You might also like
- Asset Integrity Management A Complete Guide - 2020 EditionFrom EverandAsset Integrity Management A Complete Guide - 2020 EditionNo ratings yet
- Pressure Vessels Field Manual: Common Operating Problems and Practical SolutionsFrom EverandPressure Vessels Field Manual: Common Operating Problems and Practical SolutionsRating: 4 out of 5 stars4/5 (12)
- Maintenance and Repair of Pressure VesselsDocument81 pagesMaintenance and Repair of Pressure Vesselsjishnunelliparambil100% (3)
- Vessel Inspection PDFDocument18 pagesVessel Inspection PDFAhmed Imtiaz Rao100% (1)
- Allied OP-2 API-510 Pressure Vessel Inspection StandardDocument21 pagesAllied OP-2 API-510 Pressure Vessel Inspection StandardGonzalo Tellería100% (1)
- Process Piping Inspection Procedure Rev.2 PDFDocument34 pagesProcess Piping Inspection Procedure Rev.2 PDFLevi Porter100% (6)
- Onshore Regeneration Gas Subcooler Internal Inspection ProcedureDocument16 pagesOnshore Regeneration Gas Subcooler Internal Inspection Procedurekptl6185No ratings yet
- Occidental Oil and Gas pressure vessel inspectionDocument17 pagesOccidental Oil and Gas pressure vessel inspectionedwinsazzzNo ratings yet
- Pressure Vessel Repair ProcedureDocument7 pagesPressure Vessel Repair ProcedureAndy UgohNo ratings yet
- Owner-User Pressure Equipment Integrity ManagementDocument43 pagesOwner-User Pressure Equipment Integrity ManagementInspection EngineerNo ratings yet
- Inspection of Unfired Pressure Vessel Std-128Document34 pagesInspection of Unfired Pressure Vessel Std-128dyke_engg100% (1)
- Pressure Vessel InspectionDocument44 pagesPressure Vessel Inspectionأحمد صبحى100% (4)
- To Commissioning Manual: Appendix No. 1Document7 pagesTo Commissioning Manual: Appendix No. 1Bassem BalghouthiNo ratings yet
- Visual Inspection of Tanks & Pressure VesselsDocument29 pagesVisual Inspection of Tanks & Pressure VesselsShahul Hameed Razik100% (5)
- API 510 PV Inspection ChecklistDocument9 pagesAPI 510 PV Inspection ChecklistSreekumar SNo ratings yet
- OES-INS-P057 Piping Inspection ProcedureDocument9 pagesOES-INS-P057 Piping Inspection ProcedureMatheus Ribeiro100% (2)
- Pressure Vessel Repair ProcedureDocument2 pagesPressure Vessel Repair ProcedureMohamad Arraj75% (8)
- API 510 Training CourseDocument320 pagesAPI 510 Training Coursehiram89100% (2)
- Vessel Cleaning ProcedureDocument6 pagesVessel Cleaning ProcedureUmair Awan75% (4)
- Inspection of Relief DevicesDocument50 pagesInspection of Relief Deviceslpatarroyo55783% (6)
- Api RP 579 FSSDocument25 pagesApi RP 579 FSSNdomadu100% (1)
- API 653 Insection IntervalsDocument34 pagesAPI 653 Insection IntervalsMIRCEA130586% (7)
- Pressure Vessel Fabrication, Testing, and Inspection StandardsDocument70 pagesPressure Vessel Fabrication, Testing, and Inspection Standardsjishnunelliparambil100% (1)
- Class Notes MaterialDocument313 pagesClass Notes MaterialAditya Pandit86% (7)
- Base Line SurveyDocument10 pagesBase Line Surveycisar0007No ratings yet
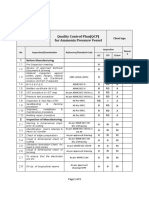
- Quality Control Plan (QCP) For Ammonia Pressure Vessel: Before ManufacturingDocument3 pagesQuality Control Plan (QCP) For Ammonia Pressure Vessel: Before ManufacturingFaisal Awad100% (1)
- Pressure Vessel InspectionsDocument29 pagesPressure Vessel InspectionsStephanie Webb100% (2)
- Vessel Inspection ProcedureDocument16 pagesVessel Inspection Proceduremahmoud_elnaggar_5100% (2)
- Maintenanc and Repair of Pressure VesselsDocument93 pagesMaintenanc and Repair of Pressure VesselsVimin Prakash100% (12)
- Chevron Vessel InspectionDocument100 pagesChevron Vessel Inspectionjeffry100% (11)
- Corrosion Modelling.: Piping Corrosion Circuit or Corrosion Loop / Piping Circuitization andDocument4 pagesCorrosion Modelling.: Piping Corrosion Circuit or Corrosion Loop / Piping Circuitization andOussama radikiNo ratings yet
- Procedure For Piping Hydrostatic Pressure Test - 15124-MS-M-006 Rev-1Document17 pagesProcedure For Piping Hydrostatic Pressure Test - 15124-MS-M-006 Rev-1Midhun K Chandrabose100% (3)
- 00 Saip 74 - CuiDocument8 pages00 Saip 74 - CuiAbdelrahman HosnyNo ratings yet
- General Piping InspectionDocument13 pagesGeneral Piping InspectionKingston Rivington100% (1)
- Tank Inspection Report Template (28april2004)Document37 pagesTank Inspection Report Template (28april2004)Madjid OUCHENE100% (1)
- API 598 Testing Procedure-20130720-032647Document2 pagesAPI 598 Testing Procedure-20130720-032647JOMAGUES100% (1)
- Inspection Report For TANK 102-Rev.0Document41 pagesInspection Report For TANK 102-Rev.0walid100% (1)
- Risk Based Inspection of Pressure EquipmentDocument20 pagesRisk Based Inspection of Pressure EquipmentBen0% (1)
- Heat Exchanger Inspection Procedure PDFDocument33 pagesHeat Exchanger Inspection Procedure PDFshakeelahmadjsr67% (3)
- M 111 Tank Weld Repair ProcedureDocument8 pagesM 111 Tank Weld Repair ProcedureAAISATNo ratings yet
- API 570 Piping InspectionDocument35 pagesAPI 570 Piping InspectionIrvansyah Razadin100% (9)
- Thickness Monitoring GuideDocument16 pagesThickness Monitoring Guidedosetiadi100% (4)
- PSV TestingDocument26 pagesPSV Testingmanoj thakkar100% (1)
- Inspection of Unfired Pressure VesselsDocument35 pagesInspection of Unfired Pressure Vesselstbmari100% (7)
- AB-505 Risk Based Inspection Programs For Pressure EquipmentDocument23 pagesAB-505 Risk Based Inspection Programs For Pressure Equipmentjeswin100% (1)
- Inspection and Test Plan For Pressure VesselDocument4 pagesInspection and Test Plan For Pressure VesselNurul Amirah Princesza100% (3)
- Sop-miqa-Attk-001 - Pressure Vessel Inspection For Migas Re-Certification (2007)Document10 pagesSop-miqa-Attk-001 - Pressure Vessel Inspection For Migas Re-Certification (2007)Iksan Adityo MulyoNo ratings yet
- Heat Exchanger InspectionDocument43 pagesHeat Exchanger Inspectionabdul aziz100% (6)
- Api 510 Exam 2021Document14 pagesApi 510 Exam 2021eng_far100% (2)
- Window CradleDocument48 pagesWindow CradleSelva GanapathiNo ratings yet
- Guidelines For Condition Assessment Programme Cap For Existing Ships 2020Document47 pagesGuidelines For Condition Assessment Programme Cap For Existing Ships 2020Singh GurNo ratings yet
- Emdqp Ins 215Document16 pagesEmdqp Ins 215EduardNo ratings yet
- Method Statement With Risk AssesmentDocument22 pagesMethod Statement With Risk AssesmentThirukumaran ElangovanNo ratings yet
- PR 1013Document38 pagesPR 1013Anjani PrabhakarNo ratings yet
- AIE-PR-PRJ-005 - in Service Pipework Inspection Procedure Rev 01Document20 pagesAIE-PR-PRJ-005 - in Service Pipework Inspection Procedure Rev 01faraz_muslimNo ratings yet
- Inspection - Rig AcceptanceDocument40 pagesInspection - Rig AcceptanceSrikanth Bammidi100% (6)
- Oisd-128 - UNFIRED PRESSURE VESSELSDocument32 pagesOisd-128 - UNFIRED PRESSURE VESSELSAnoopNo ratings yet
- Pressure Vessel Inspection ProcedureDocument16 pagesPressure Vessel Inspection Procedurejabir ahmad anarwalaNo ratings yet
- API RP 2A Platform Inspection Procedure REV 0Document21 pagesAPI RP 2A Platform Inspection Procedure REV 0Putu Yusna Armita100% (3)
- Hyatt Regency, Johorbahru, 30-31 October 1998Document6 pagesHyatt Regency, Johorbahru, 30-31 October 1998Ariq FauzanNo ratings yet
- API 650 and 653 Daily Exam QuestionsDocument5 pagesAPI 650 and 653 Daily Exam QuestionsAriq FauzanNo ratings yet
- ASME Pressure Vessel JointDocument5 pagesASME Pressure Vessel JointRodrigo CarneiroNo ratings yet
- API Examination QuestionDocument4 pagesAPI Examination QuestionBalakumarNo ratings yet
- 83 PDFDocument1 page83 PDFRamchandraNo ratings yet
- API 653 Probable QuestionsDocument4 pagesAPI 653 Probable QuestionsAriq FauzanNo ratings yet
- API 653 Questions March 2010Document2 pagesAPI 653 Questions March 2010Ariq FauzanNo ratings yet
- Pressure Vessel CertificationDocument2 pagesPressure Vessel CertificationMohammad AbdullahNo ratings yet
- Pressure Plate MaterialDocument5 pagesPressure Plate MaterialBhavani PrasadNo ratings yet
- ASME Impact Test RequirementDocument5 pagesASME Impact Test RequirementAriq FauzanNo ratings yet
- Pressure Vessel HeadsDocument2 pagesPressure Vessel HeadsAriq FauzanNo ratings yet
- Pressure Vessel RT TestDocument3 pagesPressure Vessel RT TestAriq FauzanNo ratings yet
- Pressure Vessel DefinitionDocument2 pagesPressure Vessel DefinitionAriq FauzanNo ratings yet
- Pressure Testing of Pressure VesselDocument3 pagesPressure Testing of Pressure VesselAriq FauzanNo ratings yet
- Comprehensive Subject Index for Pressure Vessel InterpretationsDocument4 pagesComprehensive Subject Index for Pressure Vessel InterpretationsDio MiNo ratings yet
- Everything about spherical pressure vesselsDocument4 pagesEverything about spherical pressure vesselsalokbdasNo ratings yet
- ASME Code Section 8 Guide for Pressure Vessel Design and ConstructionDocument9 pagesASME Code Section 8 Guide for Pressure Vessel Design and Constructionsnehal.deshmukhNo ratings yet
- Summary of Code ChangesDocument4 pagesSummary of Code ChangesAlfredo MedinaNo ratings yet
- Statement of PolicyDocument2 pagesStatement of Policyapi-26723112No ratings yet
- Responsibility of API CertifiedDocument2 pagesResponsibility of API CertifiedAriq FauzanNo ratings yet
- Asme V Si UnitsDocument3 pagesAsme V Si UnitsvidhisukhadiyaNo ratings yet
- Section VIII DIV 2 Index PDFDocument12 pagesSection VIII DIV 2 Index PDFAndres Fitria FarrelNo ratings yet
- 11part ATDocument14 pages11part ATluisfer811No ratings yet
- 12part AS PDFDocument12 pages12part AS PDFrodolfostiNo ratings yet
- Responsibility of API CertifiedDocument2 pagesResponsibility of API CertifiedAriq FauzanNo ratings yet
- Ai PDFDocument16 pagesAi PDFManikandan100% (1)
- Interpretations: ASME Boiler and Pressure Vessel Code Section Viii-2Document8 pagesInterpretations: ASME Boiler and Pressure Vessel Code Section Viii-2Dio MiNo ratings yet
- Pressure Plate MaterialDocument5 pagesPressure Plate MaterialBhavani PrasadNo ratings yet
- Pressure Vessel HandbookDocument2 pagesPressure Vessel HandbookAriq FauzanNo ratings yet
- Pressure Vessel RT TestDocument3 pagesPressure Vessel RT TestAriq FauzanNo ratings yet
- Unbalanced Dynamic Microphone Pre-AmpDocument1 pageUnbalanced Dynamic Microphone Pre-AmpAhmad FauziNo ratings yet
- Modified Variable Neighborhood Search Algorithm For Maximum Power Point Tracking in PV Systems Under Partial Shading ConditionsDocument8 pagesModified Variable Neighborhood Search Algorithm For Maximum Power Point Tracking in PV Systems Under Partial Shading ConditionsTELKOMNIKANo ratings yet
- Special Power of Attorney for Overseas EmploymentDocument2 pagesSpecial Power of Attorney for Overseas EmploymentJakeLeonciniNo ratings yet
- 4 AppleDocument9 pages4 AppleSam Peter GeorgieNo ratings yet
- Class 11 Accountancy Part 2Document288 pagesClass 11 Accountancy Part 2Pyngs Ronra ShimrayNo ratings yet
- Fullpapers Kmp31ce4c51eafullDocument11 pagesFullpapers Kmp31ce4c51eafullyohana biamnasiNo ratings yet
- Nameet Kumar Jain: Education ProjectsDocument1 pageNameet Kumar Jain: Education ProjectsNameet JainNo ratings yet
- Solution Manual For Macroeconomics 7th Edition Olivier BlanchardDocument38 pagesSolution Manual For Macroeconomics 7th Edition Olivier Blanchardilvaitekabassou7k10tNo ratings yet
- Cambridge IGCSE: PHYSICS 0625/62Document12 pagesCambridge IGCSE: PHYSICS 0625/62yuNo ratings yet
- Ratio & Proportion - Important Maths For BankDocument9 pagesRatio & Proportion - Important Maths For BankXpired ZoneNo ratings yet
- Week 05 Simulation Using GPSS (1) NEWDocument59 pagesWeek 05 Simulation Using GPSS (1) NEWPutriska RazaniNo ratings yet
- AICTE NoticeDocument1 pageAICTE NoticeThe WireNo ratings yet
- PATHFit 4 Volleyball BSEDDocument7 pagesPATHFit 4 Volleyball BSEDJULIUS JIM CREDONo ratings yet
- English For Academic and Professional Purposes: Quarter 1 - Module 3Document9 pagesEnglish For Academic and Professional Purposes: Quarter 1 - Module 3John Vincent Salmasan100% (5)
- Microeconomics Primer 1Document15 pagesMicroeconomics Primer 1md1sabeel1ansariNo ratings yet
- Coverage and Profiling For Real-Time Tiny KernelsDocument6 pagesCoverage and Profiling For Real-Time Tiny Kernelsanusree_bhattacharjeNo ratings yet
- Department of Education: Individual Performance Commitment and Review Form (Ipcrf) Part I-IvDocument42 pagesDepartment of Education: Individual Performance Commitment and Review Form (Ipcrf) Part I-IvRhea CastilloNo ratings yet
- Microsoft v. TomTom ComplaintDocument10 pagesMicrosoft v. TomTom ComplaintcoderightsNo ratings yet
- Dasar Ubat Nasional 2012Document74 pagesDasar Ubat Nasional 2012reymee21No ratings yet
- Topology Optimization of Automotive Brake PedalDocument5 pagesTopology Optimization of Automotive Brake PedalNizam Sudin Dan KhatijahNo ratings yet
- Zodax Collection 2011Document129 pagesZodax Collection 2011njlaporteNo ratings yet
- Ideal Home - Complete Guide To Christmas 2016 PDFDocument148 pagesIdeal Home - Complete Guide To Christmas 2016 PDFpetru555100% (2)
- The Ultimate Experience With AvatradeDocument3 pagesThe Ultimate Experience With AvatradeAnonymous wk2GeJ8ERQNo ratings yet
- RELAP5 Simulation of CANDU Station Blackout AccideDocument20 pagesRELAP5 Simulation of CANDU Station Blackout AccideWhite HeartNo ratings yet
- Malware Analysis Project ClusteringDocument11 pagesMalware Analysis Project ClusteringGilian kipkosgeiNo ratings yet
- IRS Form 13909Document2 pagesIRS Form 13909whoiscolleenlynnNo ratings yet
- QuizDocument5 pagesQuizReuven GunawanNo ratings yet
- Modified Castigliano TheoremDocument10 pagesModified Castigliano Theoremmszlazak4179No ratings yet
- Chapter 3 - Excel SolutionsDocument8 pagesChapter 3 - Excel SolutionsHalt DougNo ratings yet
- GPS Consent and TrackingDocument3 pagesGPS Consent and TrackingJoel KionisalaNo ratings yet