You might also like
- Technical Aspects Related to the Design and Construction of Engineered Containment Barriers for Environmental RemediationFrom EverandTechnical Aspects Related to the Design and Construction of Engineered Containment Barriers for Environmental RemediationNo ratings yet
- Bulk Material Handling: Practical Guidance for Mechanical EngineersFrom EverandBulk Material Handling: Practical Guidance for Mechanical EngineersRating: 5 out of 5 stars5/5 (1)
- NDT Techniques Applied For The InspectioDocument12 pagesNDT Techniques Applied For The Inspectioaeromac33No ratings yet
- A Brief Theory On Latest Trend of FilameDocument6 pagesA Brief Theory On Latest Trend of FilameDaryl LeeNo ratings yet
- 10IJAERS 02202247 ClassificationDocument7 pages10IJAERS 02202247 Classificationarie crespoNo ratings yet
- KLM TechnologyDocument12 pagesKLM TechnologyBari Ipung GunturNo ratings yet
- Xxiii. Non-Destructive Testing in Power Plant MaintenanceDocument11 pagesXxiii. Non-Destructive Testing in Power Plant MaintenanceRaja RamNo ratings yet
- CEP - Industrial Scale Flare TestingDocument5 pagesCEP - Industrial Scale Flare TestingpsycopaulNo ratings yet
- Blade Inspection MethodsDocument8 pagesBlade Inspection MethodsSivaNo ratings yet
- Safety at Work in Hazardous Classified LocationsDocument7 pagesSafety at Work in Hazardous Classified LocationsNikorn SornpromNo ratings yet
- Hel05 PDFDocument6 pagesHel05 PDFLeonardo Lannes VieiraNo ratings yet
- Synthetic Mooring Ropes For Marine Renewable EnergyDocument14 pagesSynthetic Mooring Ropes For Marine Renewable EnergyantonioNo ratings yet
- MA2B3 N MarcialDocument4 pagesMA2B3 N MarcialmaheshNo ratings yet
- Flame ArrestorsDocument6 pagesFlame Arrestorsrsb72No ratings yet
- Pretoria Universiteit Testing RequirementsDocument29 pagesPretoria Universiteit Testing RequirementsChristian NissenNo ratings yet
- Method Statement - Installation of Conduits & Fitting - Rev 1Document16 pagesMethod Statement - Installation of Conduits & Fitting - Rev 1Muhammad IrfanNo ratings yet
- Permanent+vs+retrievable+packer 00076711.desbloqueadoDocument16 pagesPermanent+vs+retrievable+packer 00076711.desbloqueadoSalomon Rached FerrerNo ratings yet
- Fire Test Protocol For Water Mist SystemsDocument14 pagesFire Test Protocol For Water Mist SystemsأبومحمدالزياتNo ratings yet
- Trial Blast ReportDocument13 pagesTrial Blast ReportAhmed AdelNo ratings yet
- MECH-001-002 DAMAGE MITIGATION IN UREA PLANTS Rev017Document55 pagesMECH-001-002 DAMAGE MITIGATION IN UREA PLANTS Rev017zakariazelmatmecNo ratings yet
- IS3034 Page12 PDFDocument24 pagesIS3034 Page12 PDFAnonymous bxAM8jNo ratings yet
- VII Paper 19Document12 pagesVII Paper 19Anil ANo ratings yet
- Safety Training ProgramDocument30 pagesSafety Training ProgramShivaniNo ratings yet
- Using Electronic Detonators To Improve Fragmentation - Diggability and Crusher ThroughputDocument7 pagesUsing Electronic Detonators To Improve Fragmentation - Diggability and Crusher ThroughputCampos Painemilla PamelaNo ratings yet
- Development of Type B (U) Package For Cobalt-60 Teletherapy Source TransportationDocument5 pagesDevelopment of Type B (U) Package For Cobalt-60 Teletherapy Source TransportationK. JayarajanNo ratings yet
- Plot PlanDocument34 pagesPlot Plandivyesh20022003100% (1)
- IMO MSC-Circ 677 PDFDocument17 pagesIMO MSC-Circ 677 PDFislima50% (2)
- Project Standards and Specifications Layout and Spacing Rev1.0Document17 pagesProject Standards and Specifications Layout and Spacing Rev1.0Mert EfeNo ratings yet
- Process STD 601Document13 pagesProcess STD 601madx44100% (1)
- Pdis 102Document66 pagesPdis 102Dhirendra PatelNo ratings yet
- IS 15394.2003 Fire Safety in Petroleum RefineriesDocument16 pagesIS 15394.2003 Fire Safety in Petroleum RefineriesnpwalNo ratings yet
- Is 3034 1993Document21 pagesIs 3034 1993kanna gNo ratings yet
- Tp17-Padilla Crisolo PDFDocument13 pagesTp17-Padilla Crisolo PDFJefreyMatuanMondranoNo ratings yet
- Pipelines LOCDocument28 pagesPipelines LOCuserscribd2011100% (1)
- Svacina Larson - Understanding Hazardous Area Sensing - Intrinsic Safety - Part3Document10 pagesSvacina Larson - Understanding Hazardous Area Sensing - Intrinsic Safety - Part3AbdelRahmanNo ratings yet
- Evaluation and Optimization of Linear Shaped Charges: AbstractDocument10 pagesEvaluation and Optimization of Linear Shaped Charges: AbstractGkcDedeNo ratings yet
- PTS 20185Document48 pagesPTS 20185ronelbarafaeldiegoNo ratings yet
- Mothballing Guidelines For Plant Equipme PDFDocument11 pagesMothballing Guidelines For Plant Equipme PDFamarnath jagirdar100% (1)
- Mothballing Guidelines For Plant EquipmentDocument11 pagesMothballing Guidelines For Plant EquipmentthawatchaiNo ratings yet
- 01 - Jibbs Et AlDocument11 pages01 - Jibbs Et AlAtul SanghaviNo ratings yet
- Compiled Quizzes Group1 12 - ME3118Document11 pagesCompiled Quizzes Group1 12 - ME3118Jude Philip MaglasangNo ratings yet
- Deliverable 5.49: Preparation of Test Panels and Nets Coated With Up To Six Commercial Coatings For In-Situ DeploymentDocument9 pagesDeliverable 5.49: Preparation of Test Panels and Nets Coated With Up To Six Commercial Coatings For In-Situ Deploymentمحمد مقلدNo ratings yet
- Mod2 - Topic3 - Operating FacilitiesDocument14 pagesMod2 - Topic3 - Operating Facilitiessteve devlinNo ratings yet
- Guide To Smoke Extraction in Buildings PDFDocument76 pagesGuide To Smoke Extraction in Buildings PDFMiroslav Luladžić100% (2)
- Chapter 1 Final A5 Edit PDFDocument10 pagesChapter 1 Final A5 Edit PDFkINGNo ratings yet
- Use of Drones in Power PlantsDocument2 pagesUse of Drones in Power PlantsShashi SharmaNo ratings yet
- A Review of Robotics in Onshore Oil-Gas Industry PDFDocument8 pagesA Review of Robotics in Onshore Oil-Gas Industry PDFAmit ShuklaNo ratings yet
- AG04M 2.66 İnstallation Instruction ENGDocument13 pagesAG04M 2.66 İnstallation Instruction ENGINFRASTRUKTURANo ratings yet
- Study of Coal Mine Ventilation System OptimizationDocument4 pagesStudy of Coal Mine Ventilation System OptimizationPablo Guzman RetamalNo ratings yet
- Pages From Mod9-6Document2 pagesPages From Mod9-6boeiniNo ratings yet
- Engineering Layout of Fuel Tanks in A Tank Farm - J of LPDocument7 pagesEngineering Layout of Fuel Tanks in A Tank Farm - J of LPthawdarNo ratings yet
- ETAG 001-1 Anchors in GeneralDocument53 pagesETAG 001-1 Anchors in GeneralChen Yong Chao Gabriel100% (2)
- Machine Selection Inglês 2Document21 pagesMachine Selection Inglês 2Kanú EmmanuelNo ratings yet
- Fjytt-Afa: Fire Safety in Petroleum Refineries and Fertilizer Plants - Code of PracticeDocument13 pagesFjytt-Afa: Fire Safety in Petroleum Refineries and Fertilizer Plants - Code of PracticeAravind B PatilNo ratings yet
- General Method Statement Ras Gara PhaseDocument21 pagesGeneral Method Statement Ras Gara Phaseyaser elgohary100% (2)
- Ajme 5 4 3Document10 pagesAjme 5 4 3Héctor Eduardo Hernández LópezNo ratings yet
- Field CoatingDocument26 pagesField Coatingsohn2342100% (1)
- Channelers Diesel Gasoline Engines: (C) What Are The Hazardous Area Classification?Document43 pagesChannelers Diesel Gasoline Engines: (C) What Are The Hazardous Area Classification?vikasNo ratings yet
- Applicability of IAEA Safety Standards to Non-Water Cooled Reactors and Small Modular ReactorsFrom EverandApplicability of IAEA Safety Standards to Non-Water Cooled Reactors and Small Modular ReactorsNo ratings yet
- Beamanal (Metric)Document6 pagesBeamanal (Metric)tambokNo ratings yet
- (N) RC Beam To (E) RC WallDocument3 pages(N) RC Beam To (E) RC WallNirajNo ratings yet
- Appendix B Structural Design CriteriaDocument28 pagesAppendix B Structural Design CriteriaSai GowthamNo ratings yet
- Bank of Baroda APRDocument1 pageBank of Baroda APRYash FalkeNo ratings yet
- EMI Calculator - Prepayment OptionDocument22 pagesEMI Calculator - Prepayment OptionAman JaiswalNo ratings yet
- Mat 107 Understanding Braced Wall Lines 2018 IrcDocument95 pagesMat 107 Understanding Braced Wall Lines 2018 IrcAbdurrahman CinarNo ratings yet
- Block Foundation 111xlsDocument27 pagesBlock Foundation 111xlsKrishna Veni100% (1)
- Zipping Into Multiple Files ProcessDocument4 pagesZipping Into Multiple Files ProcessNirajNo ratings yet
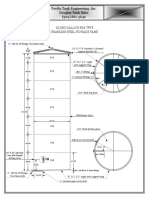
- Pacific Tank Engineering, Inc. Douglas Tank Sales (909) 861-3640Document1 pagePacific Tank Engineering, Inc. Douglas Tank Sales (909) 861-3640NirajNo ratings yet
- End Plate Moment Connections Per AISC 9th Edition (ASD)Document27 pagesEnd Plate Moment Connections Per AISC 9th Edition (ASD)cengizNo ratings yet
- Design of Isolated Pad Foundation: All The Cells That Have Border Are To Be Filled by The UserDocument11 pagesDesign of Isolated Pad Foundation: All The Cells That Have Border Are To Be Filled by The UserNirajNo ratings yet
- Pole Footing Embedded in Soil: General InformationDocument1 pagePole Footing Embedded in Soil: General InformationNirajNo ratings yet
- Aisc Design Examples v15.0 PDFDocument1,609 pagesAisc Design Examples v15.0 PDFenrique colli100% (1)
- Sample Connection ReportDocument14 pagesSample Connection ReportNirajNo ratings yet
- Rajpura Jind Ub Weld 'SP 02 R00Document2 pagesRajpura Jind Ub Weld 'SP 02 R00NirajNo ratings yet
- Seismic 1 Z - 3640 Seismic 1 - Z Seismic 2 X Seismic 2 - X Seismic 2 Z Seismic 2 - ZDocument5 pagesSeismic 1 Z - 3640 Seismic 1 - Z Seismic 2 X Seismic 2 - X Seismic 2 Z Seismic 2 - ZNirajNo ratings yet
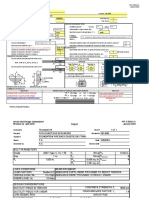
- RAJPURA TPS (2x700MW) : Data Sheet Moment Connection For B-C Bay Main Beams (WPB Rolled Section) G18 G19Document2 pagesRAJPURA TPS (2x700MW) : Data Sheet Moment Connection For B-C Bay Main Beams (WPB Rolled Section) G18 G19NirajNo ratings yet
- Elevation D-D Elevation E-E: EL.+64'-9"3/8 EL.+64'-9"3/8Document1 pageElevation D-D Elevation E-E: EL.+64'-9"3/8 EL.+64'-9"3/8NirajNo ratings yet
- Typical Sketch of Shear Connections With Angle Cleat (Beam To Beam)Document26 pagesTypical Sketch of Shear Connections With Angle Cleat (Beam To Beam)NirajNo ratings yet
- Elevation D-D Elevation E-E: EL.+64'-9"3/8 EL.+64'-9"3/8Document1 pageElevation D-D Elevation E-E: EL.+64'-9"3/8 EL.+64'-9"3/8NirajNo ratings yet
- Bill of Material: Vbr1 One - V - Brace - Vbr1Document8 pagesBill of Material: Vbr1 One - V - Brace - Vbr1NirajNo ratings yet
- Ci33 1112 Pernos de AnclajeDocument10 pagesCi33 1112 Pernos de AnclajeRavi Teja PolisettiNo ratings yet
- Rebar Tonnage For ABT wind/SSI Grav LoadingDocument4 pagesRebar Tonnage For ABT wind/SSI Grav LoadingNirajNo ratings yet
- Soil Pressure Diagrams - Case 2Document28 pagesSoil Pressure Diagrams - Case 2NirajNo ratings yet
- Blutex - Part 2 - Slab Design - One Way - 2021 - 05 - 01Document24 pagesBlutex - Part 2 - Slab Design - One Way - 2021 - 05 - 01Niraj100% (1)
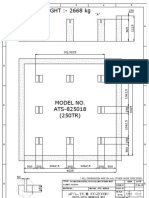
- Operation Weight:-2668 KG: All Dimension Are in MM Other Wise SpecifiedDocument1 pageOperation Weight:-2668 KG: All Dimension Are in MM Other Wise SpecifiedNirajNo ratings yet
- General Notes Special Inspections: Revision DateDocument1 pageGeneral Notes Special Inspections: Revision DateNirajNo ratings yet
- ATC Hazards by LocationDocument2 pagesATC Hazards by LocationNirajNo ratings yet
- Form 26AS: Annual Tax Statement Under Section 203AA of The Income Tax Act, 1961Document4 pagesForm 26AS: Annual Tax Statement Under Section 203AA of The Income Tax Act, 1961NirajNo ratings yet
- Flight Line MarshallerDocument24 pagesFlight Line MarshallerCap TainNo ratings yet
- Breckwell Pellet Stove PartsDocument1 pageBreckwell Pellet Stove PartsHelicon1No ratings yet
- Feedback Control SystemDocument40 pagesFeedback Control SystemMuhammad SaeedNo ratings yet
- Watch HistoryDocument14 pagesWatch HistorySandana KasthuriNo ratings yet
- VSD 50 HZ 201.21-NM2 167-1Document1 pageVSD 50 HZ 201.21-NM2 167-1Asanka RodrigoNo ratings yet
- RT8205LZQWDocument28 pagesRT8205LZQWcNo ratings yet
- F1. SCT - SN-Steel Formwork Design - ST COLUMN FORMWORKDocument18 pagesF1. SCT - SN-Steel Formwork Design - ST COLUMN FORMWORKshihabNo ratings yet
- Storage Tanks Piping and LayoutDocument18 pagesStorage Tanks Piping and LayoutAmir RazmiNo ratings yet
- Saklar NeroDocument9 pagesSaklar NeroIsmi Ambar SariNo ratings yet
- West Projects NewDocument51 pagesWest Projects NewMicheal YedeNo ratings yet
- Access - Catalog.805b.color - DP&Casing Tools-50Document1 pageAccess - Catalog.805b.color - DP&Casing Tools-50RICHARDNo ratings yet
- Chapter-I Part TwoDocument6 pagesChapter-I Part TwoTigst Tigst YzachewNo ratings yet
- Testo 622 Data SheetDocument2 pagesTesto 622 Data SheetMochammad Zaki NasrullohNo ratings yet
- David Brown Engineering LTDDocument2 pagesDavid Brown Engineering LTD'-MubashirBaigNo ratings yet
- Richardson Zaki Sedimentation and Fluidisation Part I PDFDocument19 pagesRichardson Zaki Sedimentation and Fluidisation Part I PDFpixulinoNo ratings yet
- Maag Gear Shaper CutterDocument3 pagesMaag Gear Shaper CutterBrandoNo ratings yet
- W210 Schematics 2of2Document30 pagesW210 Schematics 2of2mahmoud magdy100% (1)
- Testing RepairDocument116 pagesTesting RepairtrialnaqueraNo ratings yet
- Verificare Imbinare Cu Suruburi Grinda-StalpDocument2 pagesVerificare Imbinare Cu Suruburi Grinda-StalpVirginia Elena IordacheNo ratings yet
- R934C GB TB LMD 2012 07 - 7421 0Document8 pagesR934C GB TB LMD 2012 07 - 7421 0Ralf MaurerNo ratings yet
- MT 5656Document2 pagesMT 5656Samuel LekhbakNo ratings yet
- Ariel Corporation - Arielcorp - Com15Document1 pageAriel Corporation - Arielcorp - Com15Anwar Sadat100% (1)
- DM Plan Naogaon District - English Version-2014Document138 pagesDM Plan Naogaon District - English Version-2014CDMP BangladeshNo ratings yet
- Microelectronic CapsuleDocument20 pagesMicroelectronic CapsuleMouni BoomiReddyMounikaNo ratings yet
- Wooden PanelingDocument47 pagesWooden PanelingRashim SharmaNo ratings yet
- Liugong 375A PDFDocument2 pagesLiugong 375A PDFArle SalasNo ratings yet
- Company Profile - PretechDocument26 pagesCompany Profile - PretechanandivmNo ratings yet
- Advanced Electronic ComponentsDocument17 pagesAdvanced Electronic Componentsprem_chandranNo ratings yet
- CrO3 Alternatives in Decorative and Functional PlatingDocument22 pagesCrO3 Alternatives in Decorative and Functional PlatingLukeNo ratings yet