You might also like
- Heat Treatment of Steel TTT CurveDocument59 pagesHeat Treatment of Steel TTT CurveINSTECH Consulting100% (1)
- Heat-Treatment of Steel: A Comprehensive Treatise on the Hardening, Tempering, Annealing and Casehardening of Various Kinds of Steel: Including High-speed, High-Carbon, Alloy and Low Carbon Steels, Together with Chapters on Heat-Treating Furnaces and on Hardness TestingFrom EverandHeat-Treatment of Steel: A Comprehensive Treatise on the Hardening, Tempering, Annealing and Casehardening of Various Kinds of Steel: Including High-speed, High-Carbon, Alloy and Low Carbon Steels, Together with Chapters on Heat-Treating Furnaces and on Hardness TestingRating: 1 out of 5 stars1/5 (1)
- Heat TreatmentDocument21 pagesHeat TreatmentChernet MerknehNo ratings yet
- Changing The Properties of SteelsDocument21 pagesChanging The Properties of SteelsBHARANINo ratings yet
- The Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelRating: 5 out of 5 stars5/5 (4)
- 1 s2.0 S0143974X21002212 MainDocument14 pages1 s2.0 S0143974X21002212 MainRavi PadmanabhanNo ratings yet
- Stress relieving steel at 650°C for 1 hour removes 90% internal stressesDocument4 pagesStress relieving steel at 650°C for 1 hour removes 90% internal stressesAshish BoraNo ratings yet
- Report On Heat Treatment of Plain Carbon Steel Kuet MeDocument11 pagesReport On Heat Treatment of Plain Carbon Steel Kuet MeAhmed JishanNo ratings yet
- Forging Operations - Machine Forging, Forging Dies and Special Forging OperationsFrom EverandForging Operations - Machine Forging, Forging Dies and Special Forging OperationsNo ratings yet
- Plasma Nitriding Process - DataDocument11 pagesPlasma Nitriding Process - Datayadu kumar singhNo ratings yet
- Forging - Manual of Practical Instruction in Hand Forging of Wrought Iron, Machine Steel and Tool Steel; Drop Forging; and Heat Treatment of Steel, Including Annealing, Hardening and TemperingFrom EverandForging - Manual of Practical Instruction in Hand Forging of Wrought Iron, Machine Steel and Tool Steel; Drop Forging; and Heat Treatment of Steel, Including Annealing, Hardening and TemperingRating: 5 out of 5 stars5/5 (1)
- Engg Metallurgy Lecture 5Document54 pagesEngg Metallurgy Lecture 5Patil Sudheer GowdNo ratings yet
- Alloys and Types of SteelDocument16 pagesAlloys and Types of SteelRajatNo ratings yet
- Electroplating Handbook GuideDocument13 pagesElectroplating Handbook GuideAbeerNo ratings yet
- Heat Treatment of MetalsDocument8 pagesHeat Treatment of MetalsDr. L. Bhanuprakash ReddyNo ratings yet
- Heat Treatment With Salt Bath FurnacesDocument12 pagesHeat Treatment With Salt Bath FurnacesVaikuntam Ramamurthy100% (1)
- If & LRFDocument20 pagesIf & LRFMashiur RahmanNo ratings yet
- Case Hardening SteelsDocument52 pagesCase Hardening SteelsGururaja TantryNo ratings yet
- Melting FurnacesDocument11 pagesMelting Furnacesabhishek_m_more0% (1)
- Dictionary of Metal TerminologyDocument59 pagesDictionary of Metal TerminologyyogeshNo ratings yet
- Metallurgy, Properties, and Uses of FerrousDocument37 pagesMetallurgy, Properties, and Uses of FerrousAl DrinNo ratings yet
- Roll Forging Process Shapes Metal Parts Under Compressive ForcesDocument6 pagesRoll Forging Process Shapes Metal Parts Under Compressive ForcesSaptarshi SinhaNo ratings yet
- Reverberatory FurnaceDocument8 pagesReverberatory FurnaceAnonymous iAWZ0Z100% (1)
- Upset Forging of ValvesDocument10 pagesUpset Forging of ValvesSankar KumarNo ratings yet
- Choosing The Best Pocket Knife: Knife Steel Composition ChartDocument12 pagesChoosing The Best Pocket Knife: Knife Steel Composition ChartNguyễn Thống NhấtNo ratings yet
- Steel Making - Open-Hearth TehniqueDocument5 pagesSteel Making - Open-Hearth TehniqueMarcelo Rodriguez FujimotoNo ratings yet
- Flame HardeningDocument29 pagesFlame Hardeningzaid sulaimanNo ratings yet
- Observation of Defects in Cast Iron Castings by Surface AnalysisDocument19 pagesObservation of Defects in Cast Iron Castings by Surface Analysisgonzalo gimenez100% (1)
- Foundry Tools Guide for Sand MouldingDocument5 pagesFoundry Tools Guide for Sand MouldingChristian VicenteNo ratings yet
- Benefits of induction heating for metal forging applicationsDocument4 pagesBenefits of induction heating for metal forging applicationsdhruvNo ratings yet
- Melting Practice, Casting Defects and Their Remedies in Aluminum AlloysDocument26 pagesMelting Practice, Casting Defects and Their Remedies in Aluminum AlloysShubham KaseraNo ratings yet
- Fe Co ElectroformingDocument8 pagesFe Co ElectroformingIsman KhaziNo ratings yet
- Steel MakingDocument35 pagesSteel MakingBharichalo007No ratings yet
- Introduction To Water-Hardening Tool Steels (W Series)Document3 pagesIntroduction To Water-Hardening Tool Steels (W Series)giulior89No ratings yet
- Hot Forge UpsetDocument13 pagesHot Forge UpsetAnonymous QiMB2lBCJLNo ratings yet
- Effect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIDocument6 pagesEffect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIgiokniessNo ratings yet
- Effects of MN Content and Heat TreatmentDocument5 pagesEffects of MN Content and Heat TreatmentTrần Xuân VịnhNo ratings yet
- Rolling of Metals Process and Principles (With Diagram)Document11 pagesRolling of Metals Process and Principles (With Diagram)SUDIPTA BHATTACHARJEENo ratings yet
- Tool SteelDocument6 pagesTool Steelsaifullah629No ratings yet
- True Centrifugal CastingDocument6 pagesTrue Centrifugal Castingmuhammadasrafazmi0% (1)
- Induction Furnace PresentationDocument14 pagesInduction Furnace PresentationRajdeep SikdarNo ratings yet
- Proto Type Arc FurnaceDocument5 pagesProto Type Arc FurnaceMoudeh ToumaNo ratings yet
- Effect of heat treatment on spring steel microstructures and propertiesDocument7 pagesEffect of heat treatment on spring steel microstructures and propertiesMahmood KhanNo ratings yet
- Induction HardeningDocument7 pagesInduction HardeningJames HoldenNo ratings yet
- 09 Cast IronDocument34 pages09 Cast IronyogeshmangulkarNo ratings yet
- Wear Analysis of Hard Faced Agricultural Equipment - Doc FFDocument15 pagesWear Analysis of Hard Faced Agricultural Equipment - Doc FFSunil BasavarajuNo ratings yet
- Lecture 04-CCT and TemperingDocument17 pagesLecture 04-CCT and TemperingRudy Dwi PrasetyoNo ratings yet
- Engineering Failure Analysis of Low Carbon Steels in Deep DrawingDocument7 pagesEngineering Failure Analysis of Low Carbon Steels in Deep DrawingPaul RosiahNo ratings yet
- Solidification of MetalsDocument13 pagesSolidification of MetalsDalitso TemboNo ratings yet
- Hot Working & Cold WorkingDocument34 pagesHot Working & Cold Workingavutu_kunduruNo ratings yet
- Metal Forming Technology and Process ModDocument488 pagesMetal Forming Technology and Process ModS T0% (1)
- 8 Centrifugal & Die Casting-2Document53 pages8 Centrifugal & Die Casting-2Monsieur PoopNo ratings yet
- Gear Cutting AttachmentDocument40 pagesGear Cutting AttachmentGoutham Reddy100% (1)
- Lecture 13Document11 pagesLecture 13bassamNo ratings yet
- 510 23 Q Open ExamDocument1 page510 23 Q Open ExambassamNo ratings yet
- Lec 2 - PTDocument14 pagesLec 2 - PTbassamNo ratings yet
- PE Mec Thermal Oct 2008Document3 pagesPE Mec Thermal Oct 2008rlipanovichNo ratings yet
- GENERAL ENGINEERING Handbook-of-Formulae - And-Constants PDFDocument43 pagesGENERAL ENGINEERING Handbook-of-Formulae - And-Constants PDFhasib_07No ratings yet
- Heat Treatment Process GuideDocument67 pagesHeat Treatment Process GuidebassamNo ratings yet
- Heat Treatment Process GuideDocument67 pagesHeat Treatment Process GuidebassamNo ratings yet
- Lecture 1Document9 pagesLecture 1bassamNo ratings yet
- Oxy - Acetylene Flow ChartDocument1 pageOxy - Acetylene Flow ChartbassamNo ratings yet
- Sub Arc Flow ChartDocument1 pageSub Arc Flow ChartbassamNo ratings yet
- MIG/MAG welding guide for metal inert gas and flux core arc weldingDocument1 pageMIG/MAG welding guide for metal inert gas and flux core arc weldingNiranjan khatuaNo ratings yet
- Tig Flow ChartDocument1 pageTig Flow ChartNiranjan khatuaNo ratings yet
- Lecture 3Document12 pagesLecture 3bassamNo ratings yet
- Lecture 2Document13 pagesLecture 2bassamNo ratings yet
- Material Insp Flow ChartDocument1 pageMaterial Insp Flow ChartbassamNo ratings yet
- Weldabilty Flow ChartDocument1 pageWeldabilty Flow ChartbassamNo ratings yet
- Mam Flow ChartDocument1 pageMam Flow ChartbassamNo ratings yet
- Duties of A Weld InspDocument1 pageDuties of A Weld InspbassamNo ratings yet
- Mam Flow ChartDocument1 pageMam Flow ChartbassamNo ratings yet
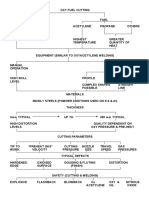
- Oxy Fuel Cutting Techniques and ParametersDocument1 pageOxy Fuel Cutting Techniques and ParametersbassamNo ratings yet
- Oxy Fuel Cutting Techniques and ParametersDocument1 pageOxy Fuel Cutting Techniques and ParametersbassamNo ratings yet
- Tig Flow ChartDocument1 pageTig Flow ChartNiranjan khatuaNo ratings yet
- Weldabilty Flow ChartDocument1 pageWeldabilty Flow ChartbassamNo ratings yet
- CswiptheoryDocument33 pagesCswiptheoryCswip QuestionsNo ratings yet
- Oxy Fuel Cutting Techniques and ParametersDocument1 pageOxy Fuel Cutting Techniques and ParametersbassamNo ratings yet
- Duties and Responsibilities of Welding InspectorDocument1 pageDuties and Responsibilities of Welding InspectorbassamNo ratings yet
- Duties of A Weld InspDocument1 pageDuties of A Weld InspbassamNo ratings yet
- CTOD Testing: Job Knowledge 71Document3 pagesCTOD Testing: Job Knowledge 71pardissNo ratings yet
- Cswip 3 (1) .1 Bridge Examination QuestionDocument3 pagesCswip 3 (1) .1 Bridge Examination QuestionbassamNo ratings yet
- SI3000 Mobile WiMAX en WebDocument8 pagesSI3000 Mobile WiMAX en WebBakyt-Bek MurzabaevNo ratings yet
- Trade Secret Complaint Against GoogleDocument24 pagesTrade Secret Complaint Against GoogleNitasha TikuNo ratings yet
- PCAB CFY 2014 2015 List of ContractorsDocument570 pagesPCAB CFY 2014 2015 List of ContractorsRobert Ramirez100% (4)
- Basilica of TrajanDocument9 pagesBasilica of TrajanKavya Eranagoudar MallanagoudarNo ratings yet
- Bifunctional Nanoprecipitates StrengthenDocument26 pagesBifunctional Nanoprecipitates StrengthenmichaelNo ratings yet
- Acids and Bases Part 4 (Titration Curves) EdexcelDocument5 pagesAcids and Bases Part 4 (Titration Curves) EdexcelKevin The Chemistry Tutor50% (2)
- Soln p3 21Document5 pagesSoln p3 21Vinicius RamosNo ratings yet
- Series S6500 User ManualDocument24 pagesSeries S6500 User ManualRoberto CarlosNo ratings yet
- Ziegler-Mfm-3480 Manual-E1R0Document78 pagesZiegler-Mfm-3480 Manual-E1R0Naveed Syed MohammadNo ratings yet
- CUPRA TCR SEQ Technical Form - Final-1Document109 pagesCUPRA TCR SEQ Technical Form - Final-1jaime cid monzoNo ratings yet
- Y' Type Strainers: Data Sheet 700.9710Document2 pagesY' Type Strainers: Data Sheet 700.9710Edward Julian0% (1)
- Simpson Rule PDFDocument29 pagesSimpson Rule PDFBrajesh Narayan100% (1)
- MAPs Limited Contention ProtocolsDocument60 pagesMAPs Limited Contention ProtocolsSahilPrabhakar100% (1)
- Final 2010Document8 pagesFinal 2010Hakkı ÇelimliNo ratings yet
- Comparative Study of Bioethanol and Commercial EthanolDocument21 pagesComparative Study of Bioethanol and Commercial Ethanolanna sophia isabelaNo ratings yet
- Bảng Nguyên Tố, Nhóm Nguyên TửDocument2 pagesBảng Nguyên Tố, Nhóm Nguyên TửNghi LêNo ratings yet
- Revised - Roads Works Daily Permit FormatDocument1 pageRevised - Roads Works Daily Permit Formatsalauddin0mohammedNo ratings yet
- Boeing 737NG 800 900 BBJ2 BBJ3Normal Flow ChecklistDocument2 pagesBoeing 737NG 800 900 BBJ2 BBJ3Normal Flow ChecklistМая Маркова100% (1)
- Thermodynamicspast QuestionsDocument29 pagesThermodynamicspast QuestionsHimal TimsinaNo ratings yet
- CFD LectureDocument19 pagesCFD LectureRobi Afrizal100% (1)
- Ormulary: Photographers'Document3 pagesOrmulary: Photographers'AndreaNo ratings yet
- Construction checklist for GI trunking installationDocument1 pageConstruction checklist for GI trunking installationMAZHALAI SELVANNo ratings yet
- Transaction Acceptance Device Guide (TADG) : July 2014Document252 pagesTransaction Acceptance Device Guide (TADG) : July 2014norabidinNo ratings yet
- Portal Frames DetailsDocument4 pagesPortal Frames Detailsprajwal gohilNo ratings yet
- Inversor Min Growatt 8000 TL XDocument2 pagesInversor Min Growatt 8000 TL XIngenieria 2No ratings yet
- Unit HydrographDocument31 pagesUnit Hydrographg7711637No ratings yet
- Hitachi Data Instance Director: Quick Start GuideDocument35 pagesHitachi Data Instance Director: Quick Start GuideJugal ProhitNo ratings yet
- Kiln shell replacement guide: Procedures for layout, removal, installation & alignmentDocument7 pagesKiln shell replacement guide: Procedures for layout, removal, installation & alignmentliofasNo ratings yet
- Eview: Retentive Aids in Maxillofacial Prosthodontics - A ReviewDocument5 pagesEview: Retentive Aids in Maxillofacial Prosthodontics - A ReviewjoephinNo ratings yet
- Aerodynamic Coefficients of The Aircraft, Thrust Model and Geometric and Inertial PropertiesDocument6 pagesAerodynamic Coefficients of The Aircraft, Thrust Model and Geometric and Inertial Propertiesrudey18No ratings yet