You might also like
- Soldering How To Solder Jewelry JMD PDFDocument16 pagesSoldering How To Solder Jewelry JMD PDFPaul Blythe Sr.75% (4)
- Yamaha CLP 170 Service ManualDocument122 pagesYamaha CLP 170 Service ManualicaroheartNo ratings yet
- Vlsi DesignDocument215 pagesVlsi Designverilogcourseteam100% (9)
- The Solder Paste Printing Process: Critical Parameters, Defect Scenarios, Specifications, and Cost ReductionDocument14 pagesThe Solder Paste Printing Process: Critical Parameters, Defect Scenarios, Specifications, and Cost ReductionNurul KhomariyahNo ratings yet
- J STD 001DS AddendumDocument22 pagesJ STD 001DS AddendumDott. Giuseppe MaruzzellaNo ratings yet
- Modern Approaches to Discrete, Integrated Component and System Reliability Engineering: Reliability EngineeringFrom EverandModern Approaches to Discrete, Integrated Component and System Reliability Engineering: Reliability EngineeringNo ratings yet
- 2 - Structural Precast Concrete Structures in Seismic Areas - USA Experience - Jason KrohnDocument21 pages2 - Structural Precast Concrete Structures in Seismic Areas - USA Experience - Jason KrohnNavendu RaiNo ratings yet
- Supplier Quality ManagementDocument68 pagesSupplier Quality ManagementAmine Chahi100% (1)
- Solid Timber Construction Report August 2015Document100 pagesSolid Timber Construction Report August 2015Alexandra AlexaNo ratings yet
- Led TV: Service ManualDocument109 pagesLed TV: Service ManualFrancisco Antonio100% (1)
- ELT1010-6 Soldering Components On A Circuit Board Revised and AnnotatedDocument6 pagesELT1010-6 Soldering Components On A Circuit Board Revised and AnnotatedEd PawliwNo ratings yet
- Solder Joint Inspection & Process Defects: Your Delegate Webinar Control PanelDocument25 pagesSolder Joint Inspection & Process Defects: Your Delegate Webinar Control PanelYounes Ben TaherNo ratings yet
- Reliability of Semiconductor Lasers and Optoelectronic DevicesFrom EverandReliability of Semiconductor Lasers and Optoelectronic DevicesNo ratings yet
- Designation B 828 - 002Document11 pagesDesignation B 828 - 002Raron1No ratings yet
- Electrochemical Deposition of Gold - Tin Alloys PDFDocument7 pagesElectrochemical Deposition of Gold - Tin Alloys PDFeid elsayedNo ratings yet
- Lead Free Wave Soldering: Process Optimization For Simple To Highly Complex BoardsDocument11 pagesLead Free Wave Soldering: Process Optimization For Simple To Highly Complex BoardsXuan HoangNo ratings yet
- Lead Free Wave Soldering Project: Performance of Lead Free Through-Hole Electrical InterconnectsDocument8 pagesLead Free Wave Soldering Project: Performance of Lead Free Through-Hole Electrical InterconnectsYounes Ben Taher100% (1)
- CDnet 2014 An Expanded Change Detection BenchmarkDocument10 pagesCDnet 2014 An Expanded Change Detection Benchmarkknk89No ratings yet
- Critical Success Factors For Improving Decision Quality On Collaborative Design in The IC Supply ChainDocument15 pagesCritical Success Factors For Improving Decision Quality On Collaborative Design in The IC Supply ChainGiniung AugieeNo ratings yet
- Critical Success Factors For Improving Decision Quality On Collaborative Design in The IC Supply ChainDocument15 pagesCritical Success Factors For Improving Decision Quality On Collaborative Design in The IC Supply ChainGiniung AugieeNo ratings yet
- Industrial Visit Report@ON SemiconductorDocument12 pagesIndustrial Visit Report@ON Semiconductorfal_qadiri100% (1)
- What Can Go Wrong in Comminution Circuit Design?: January 2009Document8 pagesWhat Can Go Wrong in Comminution Circuit Design?: January 2009souzabaiano2No ratings yet
- Building-In Reliability in BCD (Bipolar-CMOS-DMOS) TechnologiesDocument5 pagesBuilding-In Reliability in BCD (Bipolar-CMOS-DMOS) TechnologiessamactrangNo ratings yet
- Comparing Extreme Programming and Waterfall ProjecDocument7 pagesComparing Extreme Programming and Waterfall ProjecSurya Aji PratamaNo ratings yet
- TPCAG2SDDocument52 pagesTPCAG2SDluisfbNo ratings yet
- Flex and Rigid Fundamentals-TPCDG2FLEXDocument52 pagesFlex and Rigid Fundamentals-TPCDG2FLEXluisfbNo ratings yet
- Lean ExplainDocument15 pagesLean Explainkevinbgt99No ratings yet
- In-Service Welding of Pipelines Industry Action PlanDocument13 pagesIn-Service Welding of Pipelines Industry Action Planعزت عبد المنعم100% (1)
- Dissertation in Value EngineeringDocument7 pagesDissertation in Value EngineeringCustomPapersCleveland100% (1)
- Schmale 2021 IOP Conf. Ser. Mater. Sci. Eng. 1157 012006Document14 pagesSchmale 2021 IOP Conf. Ser. Mater. Sci. Eng. 1157 012006Mauricio SánchezNo ratings yet
- CLOUDCOMPUTINGSURVEYDocument23 pagesCLOUDCOMPUTINGSURVEYAbhishek KumarNo ratings yet
- A Review of Machine Learning Applications in Additive ManufacturingDocument11 pagesA Review of Machine Learning Applications in Additive ManufacturingEsaú RojasNo ratings yet
- Hilti White Paper - FinalDocument7 pagesHilti White Paper - Finalnoodlehead675No ratings yet
- 1 16 Paper AIAA 2016-6-0951 Sandiego Static Allowable Jan 2016Document19 pages1 16 Paper AIAA 2016-6-0951 Sandiego Static Allowable Jan 2016junjie yiNo ratings yet
- SMT007 July2021Document110 pagesSMT007 July2021Adair NettoNo ratings yet
- M.tech Thesis Report in Software EngineeringDocument8 pagesM.tech Thesis Report in Software Engineeringbarbarataylorspringfield100% (2)
- DST Webinar PresentationDocument58 pagesDST Webinar Presentationhgscanavino100% (1)
- Gonzaga 2021 IOP Conf. Ser. Mater. Sci. Eng. 1109 012023Document8 pagesGonzaga 2021 IOP Conf. Ser. Mater. Sci. Eng. 1109 012023Fernando BatistaNo ratings yet
- Constraints To The Use of Off-Site Production On Construction ProjectsDocument11 pagesConstraints To The Use of Off-Site Production On Construction ProjectsbuddikalrNo ratings yet
- BoundaryscanDocument59 pagesBoundaryscanDavis AbrahamNo ratings yet
- Simulation Software Makes Metalcasting Course More Interesting and ChallengingDocument4 pagesSimulation Software Makes Metalcasting Course More Interesting and ChallengingAq Chip LagiNo ratings yet
- Integrated Circuit Testing For Quality Assurance in Manufacturing: History, Current Status, and Future TrendsDocument25 pagesIntegrated Circuit Testing For Quality Assurance in Manufacturing: History, Current Status, and Future TrendsAjla Pašalić-MedarićNo ratings yet
- Development of LRFD Design Procedures For Bridge Piles in IowaDocument25 pagesDevelopment of LRFD Design Procedures For Bridge Piles in IowamartaNo ratings yet
- Advanced Concrete Technology Zongjin LiDocument9 pagesAdvanced Concrete Technology Zongjin Limadchild33020No ratings yet
- Inventory Control Project: April 2017Document11 pagesInventory Control Project: April 2017Roshan Ghatge RGNo ratings yet
- Discipline and Practices of TDD Test Driven DeveloDocument4 pagesDiscipline and Practices of TDD Test Driven DeveloJoão PauloNo ratings yet
- Modular Hydraulic Test BenchDocument8 pagesModular Hydraulic Test BenchSabrine Ben HmidaNo ratings yet
- Computer-Aided Design, Engineering, and Manufacturing, Volume VI - Manufacturing Systems ProcessesDocument255 pagesComputer-Aided Design, Engineering, and Manufacturing, Volume VI - Manufacturing Systems ProcesseswlymjzdwNo ratings yet
- MF4202 Additive ManufacturingDocument159 pagesMF4202 Additive ManufacturingOptimMart InternationaleNo ratings yet
- What Can Go Wrong in Comminution Circuit DesignDocument8 pagesWhat Can Go Wrong in Comminution Circuit DesignAdilene LaresNo ratings yet
- OSD - Design ManualDocument34 pagesOSD - Design Manualvarun sainiNo ratings yet
- Clean PCB AssembliesDocument5 pagesClean PCB AssembliesZad ZattaNo ratings yet
- Safe Rapid Development Through The Application ofDocument23 pagesSafe Rapid Development Through The Application ofFabio OliveiraNo ratings yet
- Computing Science: University of Newcastle Upon TyneDocument8 pagesComputing Science: University of Newcastle Upon Tyneremir mirandaNo ratings yet
- DownloadDocument7 pagesDownloadCreate AccountNo ratings yet
- A Simulation Case Study of Production Planning and Control in Printed Wiring Board ManufacturingDocument4 pagesA Simulation Case Study of Production Planning and Control in Printed Wiring Board ManufacturingTwinkle BiswasNo ratings yet
- Confront The RFI Problem: Addressing The Information GapDocument6 pagesConfront The RFI Problem: Addressing The Information GapekaciptaNo ratings yet
- M Tech Thesis BhopalDocument7 pagesM Tech Thesis Bhopalaflowlupyfcyye100% (2)
- Ijert Research PapersDocument4 pagesIjert Research Papersvrxhvexgf100% (1)
- Process Optimizationfor CCGASurface Mount Assembly Basedon PhysicsofDocument5 pagesProcess Optimizationfor CCGASurface Mount Assembly Basedon PhysicsofSelvakumar NatarajanNo ratings yet
- Process Flowcharting and Simulation of House StrucDocument8 pagesProcess Flowcharting and Simulation of House StrucSaddiq Ur RehmanNo ratings yet
- Syahputra 2022 J. Phys. Conf. Ser. 2193 012089Document6 pagesSyahputra 2022 J. Phys. Conf. Ser. 2193 012089Fahmy Syahputra SaariNo ratings yet
- What Can Go Wrong in Comminution Circuit DesignDocument7 pagesWhat Can Go Wrong in Comminution Circuit DesignMarionNo ratings yet
- Chen 2010Document20 pagesChen 2010Daniel Robayo ReyesNo ratings yet
- 2010 RAMS Doe and Data AnalysisDocument30 pages2010 RAMS Doe and Data AnalysisjokonudiNo ratings yet
- Optimization of Process Parameters in Extrusion of PVC Pipes Using Taguchi Method IJERTV8IS0100291Document4 pagesOptimization of Process Parameters in Extrusion of PVC Pipes Using Taguchi Method IJERTV8IS0100291Marcos RamisNo ratings yet
- Application Note Solder Reflow Recommendations SN - PB - and - PB - Free - For - Plastic - Rfics - An038 PDFDocument3 pagesApplication Note Solder Reflow Recommendations SN - PB - and - PB - Free - For - Plastic - Rfics - An038 PDFsorintvrNo ratings yet
- Whitepaper SMT enDocument12 pagesWhitepaper SMT enYounes Ben TaherNo ratings yet
- Solder PDFDocument4 pagesSolder PDFCompuElectronic IbagueNo ratings yet
- Fuji Scalable Placement Platform NXT Programming Manual1Document171 pagesFuji Scalable Placement Platform NXT Programming Manual1YH HybrionicNo ratings yet
- En Wave Soldering Performance Optimization Whitepaper 450-10-011 GLBDocument16 pagesEn Wave Soldering Performance Optimization Whitepaper 450-10-011 GLBYounes Ben TaherNo ratings yet
- Soldering Guidelines For Land Grid Array Packages: Application Note 61Document12 pagesSoldering Guidelines For Land Grid Array Packages: Application Note 61Younes Ben TaherNo ratings yet
- Alpha Ef 2100 Technical Data SheetDocument4 pagesAlpha Ef 2100 Technical Data SheetYounes Ben TaherNo ratings yet
- Lead Free Wave Soldering Process Optimization ForDocument12 pagesLead Free Wave Soldering Process Optimization ForYounes Ben TaherNo ratings yet
- ALPHA SNCX Plus 07 SolderDocument32 pagesALPHA SNCX Plus 07 SolderYounes Ben TaherNo ratings yet
- DP-1520 SM PDFDocument496 pagesDP-1520 SM PDFIon JardelNo ratings yet
- LED Philips 32PFL3008D 39PFL3008D 42PFL3008D 46PFL3008D Chassis TPS10.1L-LA Televisor LCD Manual de Servicio Editado Con Notas Ojo LeerDocument71 pagesLED Philips 32PFL3008D 39PFL3008D 42PFL3008D 46PFL3008D Chassis TPS10.1L-LA Televisor LCD Manual de Servicio Editado Con Notas Ojo Leerelectronicampos100% (1)
- MTC C162dply 2n v10 LCDDocument17 pagesMTC C162dply 2n v10 LCDashwin_mcseNo ratings yet
- Components: "Quik-Tap" in Line Piercing Valves - 1/4" Male Sae With Valve Core - FDocument2 pagesComponents: "Quik-Tap" in Line Piercing Valves - 1/4" Male Sae With Valve Core - FMuhammad ZubairNo ratings yet
- Non-Ferrous MetalsDocument26 pagesNon-Ferrous MetalsNicole May Dela CruzNo ratings yet
- Yamaha Rx-V685 Receiver SMDocument132 pagesYamaha Rx-V685 Receiver SMfabio menezesNo ratings yet
- Panasonic Tc-21-29fx30la LP CH gp41 PDFDocument49 pagesPanasonic Tc-21-29fx30la LP CH gp41 PDFoscar españaNo ratings yet
- Ball Valve BrassDocument52 pagesBall Valve BrassTèo DươngNo ratings yet
- Panasonic Sa Xh170pDocument136 pagesPanasonic Sa Xh170pSantos MichelNo ratings yet
- Pa2032a PDFDocument4 pagesPa2032a PDFWanderson SantanaNo ratings yet
- Mano MetriDocument114 pagesMano MetriJustin ReyesNo ratings yet
- Philips Hts7200 ManualDocument49 pagesPhilips Hts7200 Manualnight_mare00770% (1)
- KDL-32M3000 Chasis MA1 PDFDocument95 pagesKDL-32M3000 Chasis MA1 PDFJLGONZALEZ7100% (1)
- 985279511Document81 pages985279511vitoriacunha7No ratings yet
- Yamaha Rx-V365 Htr-6230 SMDocument99 pagesYamaha Rx-V365 Htr-6230 SMjulio acesNo ratings yet
- Aviation Tinning and SolderingDocument16 pagesAviation Tinning and SolderingRebecca RiversNo ratings yet
- Fitter: Craftsmen Training Scheme (CTS) NSQF Level-5Document11 pagesFitter: Craftsmen Training Scheme (CTS) NSQF Level-5Bijay DuttaNo ratings yet
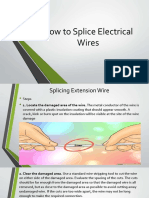
- How To Splice Electrical Wires: By: Raymar M. BaquilarDocument18 pagesHow To Splice Electrical Wires: By: Raymar M. BaquilarShema MerchsNo ratings yet
- Sob 413S42 emDocument22 pagesSob 413S42 emHafizh Ammar WahyudiNo ratings yet
- SHARP LC-42RD1E Service ManualDocument210 pagesSHARP LC-42RD1E Service ManualCarlos Segura0% (1)
- Module 7 (Maintenance Practices) Sub Module 7.15 (WeldingDocument20 pagesModule 7 (Maintenance Practices) Sub Module 7.15 (WeldingInterogator5No ratings yet
- Tc14rm12 Tc20rm12 Tc20ra12 Gp41 Panasonic TVDocument36 pagesTc14rm12 Tc20rm12 Tc20ra12 Gp41 Panasonic TVDavid MartinezNo ratings yet
- Pipes & Fittings Copper YorkshireDocument32 pagesPipes & Fittings Copper YorkshirempwasaNo ratings yet
- PCA82C250Document18 pagesPCA82C250Dario GomezNo ratings yet