You might also like
- Good To Great by Jim CollinsDocument6 pagesGood To Great by Jim Collinsbubasyla33% (6)
- Flexible Grouted ClampDocument14 pagesFlexible Grouted ClampMiroslav AleksicNo ratings yet
- HPHT Well Construction With Closed-Loop Cementing (C-LC) TechnologyDocument16 pagesHPHT Well Construction With Closed-Loop Cementing (C-LC) TechnologyRafael_F_Antunes100% (1)
- Greg Goode The Direct PathDocument40 pagesGreg Goode The Direct PathJack Zap72% (18)
- Managed Pressure Drilling VietnamDocument27 pagesManaged Pressure Drilling VietnamVINCENTIUS ADVEN BRILIANNo ratings yet
- Matlab Code For Digital Modulation TechniquesDocument25 pagesMatlab Code For Digital Modulation TechniquesRam Murthy100% (1)
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- Advanced Deepwater Kick DetectionDocument10 pagesAdvanced Deepwater Kick DetectionRakibul IslamNo ratings yet
- Perforating BasicsDocument64 pagesPerforating BasicsLawrence Mbah100% (1)
- FLOAT-OVERS USING DP: CASE STUDIES AND LESSONS LEARNTDocument13 pagesFLOAT-OVERS USING DP: CASE STUDIES AND LESSONS LEARNTSơn Nguyễn-Lê100% (1)
- Induction Cooker Circuit DesignDocument39 pagesInduction Cooker Circuit DesignMr. Pushparaj Ghodke74% (31)
- Pipeline Tow MethodDocument25 pagesPipeline Tow MethodctrlaltdestroyNo ratings yet
- Coiled-Tubing Drillin PracticeDocument9 pagesCoiled-Tubing Drillin PracticedagingoNo ratings yet
- OffshoreDocument3 pagesOffshorelaleye_olumideNo ratings yet
- Production OptimizationDocument36 pagesProduction OptimizationLawrence MbahNo ratings yet
- Pigging in Pipeline Pre-Commissioning PDFDocument8 pagesPigging in Pipeline Pre-Commissioning PDFAbhiyan Anala Arvind100% (1)
- Existing Pipeline Cable Under Crossings - ADDENDUM To PROCEDURE - RO3Document8 pagesExisting Pipeline Cable Under Crossings - ADDENDUM To PROCEDURE - RO3MitchellgranyNo ratings yet
- SPE 00039328 AutotrackDocument8 pagesSPE 00039328 AutotrackdiegoilNo ratings yet
- Coil Tubing TractorDocument7 pagesCoil Tubing TractorRamanamurthy Palli100% (1)
- 2015-TPC-0930 Reel-Lay Method To Allow For Direct Tie-In of Pipelines - DRAFTLDocument11 pages2015-TPC-0930 Reel-Lay Method To Allow For Direct Tie-In of Pipelines - DRAFTLnicholas_j_vaughanNo ratings yet
- The Application of The Reelwell Drilling MethodDocument7 pagesThe Application of The Reelwell Drilling Methodraj kumarNo ratings yet
- Otc 18233Document0 pagesOtc 18233Elendu Emmanuel ChigozieNo ratings yet
- Design of Well CompletionDocument10 pagesDesign of Well Completionscorpionking888No ratings yet
- Causes of Low Well Productivity Wellbore and or Reservoir IssuesDocument46 pagesCauses of Low Well Productivity Wellbore and or Reservoir IssuesLawrence MbahNo ratings yet
- SPE 94377 Abandonment of Seabed Deposition of Drill Cuttings During Offshore DrillingDocument4 pagesSPE 94377 Abandonment of Seabed Deposition of Drill Cuttings During Offshore Drillingmsmsoft90No ratings yet
- Nearshore CPT ENGDocument7 pagesNearshore CPT ENGAntónio Pedro TavaresNo ratings yet
- Update On The Design of Steel Catenary Riser Systems PDFDocument12 pagesUpdate On The Design of Steel Catenary Riser Systems PDFZylyn KuaNo ratings yet
- Properties of The Operations On IntegersDocument23 pagesProperties of The Operations On Integersimee marayagNo ratings yet
- Container Terminal Operation - Current Trends and Future ChallengesDocument32 pagesContainer Terminal Operation - Current Trends and Future ChallengesAkram Faisal100% (2)
- Pigging in Pipeline Pre-Commissioning PDFDocument8 pagesPigging in Pipeline Pre-Commissioning PDFhemn100% (2)
- Plug and Abandonment Campaigns From A Riserless Light Well Intervention Vessel Provide Cost Savings For Subsea Well AbandonmentsDocument19 pagesPlug and Abandonment Campaigns From A Riserless Light Well Intervention Vessel Provide Cost Savings For Subsea Well Abandonmentserdal aydinNo ratings yet
- 2015 15 OTC Subsea StructuresDocument7 pages2015 15 OTC Subsea StructuresAlberto darianNo ratings yet
- SPE-25499-MS Fishing With Coiled TubingDocument16 pagesSPE-25499-MS Fishing With Coiled TubingirhaniefNo ratings yet
- PLET Installation in Deepwater Based On Tension Control and Length ControlDocument13 pagesPLET Installation in Deepwater Based On Tension Control and Length Controlatish_g4100% (1)
- Autonomous Subsea Tie in SystemDocument8 pagesAutonomous Subsea Tie in SystemAnonymous YSxTGQmD5No ratings yet
- SPE 141234 Coiled Tubing Operations From A Work BoatDocument9 pagesSPE 141234 Coiled Tubing Operations From A Work BoatAli mohammadNo ratings yet
- CT Drilling Perspective JPT1999 06 DA SeriesDocument5 pagesCT Drilling Perspective JPT1999 06 DA Seriesintoyou2007No ratings yet
- Offshore LNG Platforms: Going Offshore with Membrane Containment SystemsDocument26 pagesOffshore LNG Platforms: Going Offshore with Membrane Containment SystemssililloNo ratings yet
- Spe 25499 Fishing With Coiled Tubing: Potrobumen@WraDocument16 pagesSpe 25499 Fishing With Coiled Tubing: Potrobumen@WraCarliño CardenasNo ratings yet
- spe 124932 ms光纤应变与缠绕角度关系Document15 pagesspe 124932 ms光纤应变与缠绕角度关系su feiyuNo ratings yet
- Macdonald 2020Document14 pagesMacdonald 2020Rizky WahyuNo ratings yet
- Underwater Rov ThesisDocument4 pagesUnderwater Rov Thesisafcmayfzq100% (1)
- Downtime Analysis Methods For Offshore Dredging OpsDocument14 pagesDowntime Analysis Methods For Offshore Dredging Opscxb07164No ratings yet
- Iptc 19576 MSDocument9 pagesIptc 19576 MSKeyner NúñezNo ratings yet
- Jan4 DirectionalDocument2 pagesJan4 DirectionalAkshay MakhareNo ratings yet
- SPE-132084 Underbalanced Coil Tubing DrillingDocument7 pagesSPE-132084 Underbalanced Coil Tubing DrillingJuan Jose ClavijoNo ratings yet
- Spe-212894-Ms - o Enhance Coiled Tubing Accessibility ERDocument22 pagesSpe-212894-Ms - o Enhance Coiled Tubing Accessibility EREnzo Maximiliano GuerraNo ratings yet
- Otc 20506Document12 pagesOtc 20506Rasheed YusufNo ratings yet
- Evaluate Cement Integrity and Casing Condition Using LogsDocument10 pagesEvaluate Cement Integrity and Casing Condition Using LogsM JahangirNo ratings yet
- Guidelines for Floating JettiesDocument31 pagesGuidelines for Floating Jettiesye yint100% (1)
- Technology Qualification of Tendon Connectors For Deep and Ultra Deep Water ApplicationDocument9 pagesTechnology Qualification of Tendon Connectors For Deep and Ultra Deep Water ApplicationErnesto CisnerosNo ratings yet
- Analysis and Optimization of Water Treatment Plant Rotating TrussDocument5 pagesAnalysis and Optimization of Water Treatment Plant Rotating TrussShameer ShajiNo ratings yet
- Ocean Engineering: Teresa Abramowicz-Gerigk, Zbigniew Burciu, Wojciech Górski, Maciej ReichelDocument11 pagesOcean Engineering: Teresa Abramowicz-Gerigk, Zbigniew Burciu, Wojciech Górski, Maciej ReichelMaciej ReichelNo ratings yet
- Successful Application of Plug and Hydrajetting Technique During Multistage Fracture For Horizontal Wells With CTDocument14 pagesSuccessful Application of Plug and Hydrajetting Technique During Multistage Fracture For Horizontal Wells With CTErdal AYDINNo ratings yet
- Australia Dukc PDFDocument12 pagesAustralia Dukc PDFMariana MichimotoNo ratings yet
- IPC2014 33552 Structural Reliability Free SpansDocument11 pagesIPC2014 33552 Structural Reliability Free SpansfrvdabeeNo ratings yet
- Otc-25865-Ms - BSRDocument24 pagesOtc-25865-Ms - BSRCarlos LemosNo ratings yet
- Scour at Marine Structures A Manual For Practical Applications PDFDocument4 pagesScour at Marine Structures A Manual For Practical Applications PDFJhormanNo ratings yet
- Research of Design Challenges and New Technologies For Floating LNG PDFDocument16 pagesResearch of Design Challenges and New Technologies For Floating LNG PDFOIL & GAS 101No ratings yet
- CT Intervention On Snake WellsDocument8 pagesCT Intervention On Snake WellsRamanamurthy PalliNo ratings yet
- SPE 121461 Applying Well-Remediation Techniques To Subsea Flowlines in Deepwater Gulf of MexicoDocument10 pagesSPE 121461 Applying Well-Remediation Techniques To Subsea Flowlines in Deepwater Gulf of MexicoAlfredo RojasNo ratings yet
- Lessons from Template Installation MethodsDocument13 pagesLessons from Template Installation MethodssarahbstNo ratings yet
- SPE-173646-MS Combined Electric Line Milling and Clean-Out To Eliminate Fluid Costs For Multi-Stage Frac Preparation in Southeast SaskatchewanDocument8 pagesSPE-173646-MS Combined Electric Line Milling and Clean-Out To Eliminate Fluid Costs For Multi-Stage Frac Preparation in Southeast SaskatchewanksNo ratings yet
- Ibp1236 12Document8 pagesIbp1236 12Marcelo Varejão CasarinNo ratings yet
- OTC-26560-MS Comprehensive Well Integrity Solutions in Challenging Environments Using Latest Technology InnovationsDocument9 pagesOTC-26560-MS Comprehensive Well Integrity Solutions in Challenging Environments Using Latest Technology InnovationsheydaripostNo ratings yet
- Sewage Disposal Works: Their Design and ConstructionFrom EverandSewage Disposal Works: Their Design and ConstructionNo ratings yet
- FCMB 20211231Document1 pageFCMB 20211231Lawrence MbahNo ratings yet
- Completion of Acquisition of 100% Equity Stake in Enyo Retail and Supply LimitedDocument1 pageCompletion of Acquisition of 100% Equity Stake in Enyo Retail and Supply LimitedLawrence MbahNo ratings yet
- Water Shutoff - Resin - IGPDocument10 pagesWater Shutoff - Resin - IGPLawrence MbahNo ratings yet
- Spe 936177 G PDFDocument10 pagesSpe 936177 G PDFsanty222No ratings yet
- AFEX Weekly Commodities Report Nov 15 - Nov 19, 2021Document5 pagesAFEX Weekly Commodities Report Nov 15 - Nov 19, 2021Lawrence MbahNo ratings yet
- Luxury Charter Yacht Tatiana Profile and SpecificationsDocument23 pagesLuxury Charter Yacht Tatiana Profile and SpecificationsLawrence MbahNo ratings yet
- SPE-184785-MS Subsea Coiled Tubing Acid Stimulation Operation Using CT Tractor in AngolaDocument7 pagesSPE-184785-MS Subsea Coiled Tubing Acid Stimulation Operation Using CT Tractor in AngolaLawrence MbahNo ratings yet
- SPE-120772-MS Acid Tunneling Stimulation in Oklahoma Limestone Using Coiled TubingDocument3 pagesSPE-120772-MS Acid Tunneling Stimulation in Oklahoma Limestone Using Coiled TubingLawrence MbahNo ratings yet
- 65 Notification of Insider Dealing - Mr. OtedolaDocument1 page65 Notification of Insider Dealing - Mr. OtedolaLawrence MbahNo ratings yet
- SPE 81731 Is Acid Placement Through Coiled Tubing Better Than Bullheading?Document5 pagesSPE 81731 Is Acid Placement Through Coiled Tubing Better Than Bullheading?Adri SyawalNo ratings yet
- Domestic Fund Transfer: Transaction DetailsDocument1 pageDomestic Fund Transfer: Transaction DetailsLawrence MbahNo ratings yet
- SPE-188704-MS Coral South FLNG Technology From Screening To Real ApplicationDocument11 pagesSPE-188704-MS Coral South FLNG Technology From Screening To Real ApplicationLawrence MbahNo ratings yet
- Tutorial 5 - Juniper Field (Answer)Document4 pagesTutorial 5 - Juniper Field (Answer)Lawrence MbahNo ratings yet
- Elon Musks Next MoveDocument15 pagesElon Musks Next MoveLawrence MbahNo ratings yet
- Tutorial 4 - Lobster Field (Answer)Document5 pagesTutorial 4 - Lobster Field (Answer)Lawrence MbahNo ratings yet
- Tutorial 2 - Pentland Field (Full Answer)Document13 pagesTutorial 2 - Pentland Field (Full Answer)Lawrence MbahNo ratings yet
- New Volumetric SDocument11 pagesNew Volumetric SLawrence MbahNo ratings yet
- Mindfulness: Presented by Joshua Green, M.S. Doctoral Intern at Umaine Counseling CenterDocument12 pagesMindfulness: Presented by Joshua Green, M.S. Doctoral Intern at Umaine Counseling CenterLawrence MbahNo ratings yet
- Tutorial Juniper FieldDocument2 pagesTutorial Juniper FieldLawrence MbahNo ratings yet
- Tutorial Lobster Field (Acceleration Project) Questions (LFQ)Document1 pageTutorial Lobster Field (Acceleration Project) Questions (LFQ)Lawrence MbahNo ratings yet
- Tutorial 2 - Pentland Field Cashflow MatrixDocument3 pagesTutorial 2 - Pentland Field Cashflow MatrixLawrence MbahNo ratings yet
- 1 ProductivityDocument12 pages1 ProductivityLawrence MbahNo ratings yet
- GTL Registrars e Dividend Mandate FormDocument1 pageGTL Registrars e Dividend Mandate FormPrecious EsuaNo ratings yet
- Reservoir Production FundamentDocument209 pagesReservoir Production FundamentLawrence MbahNo ratings yet
- Casing Leakage MonitoringDocument6 pagesCasing Leakage MonitoringLawrence MbahNo ratings yet
- Modelica03 AdvancedTutorialDocument34 pagesModelica03 AdvancedTutorialWuberestNo ratings yet
- Flange Leakag PEQ Allowable StressDocument1 pageFlange Leakag PEQ Allowable Stressazhagu duraiNo ratings yet
- Tendernotice MsrdcDocument2 pagesTendernotice MsrdcBenjamin JeyakumarNo ratings yet
- All Motor, &electrical Equipment in StorDocument8 pagesAll Motor, &electrical Equipment in StorMd. Saddam HossainNo ratings yet
- Chapter 04 - Batch Input MethodsDocument21 pagesChapter 04 - Batch Input MethodsnivasNo ratings yet
- HEC HMS - User's - Manual v4.11 20231018Document1,039 pagesHEC HMS - User's - Manual v4.11 20231018carmona.eitNo ratings yet
- AltoQuadQuad-Dual v331 ReleaseNotesDocument8 pagesAltoQuadQuad-Dual v331 ReleaseNotespeichNo ratings yet
- Service & Support: Communication Between SIMATIC S5 and Simatic S7 Over ProfibusDocument30 pagesService & Support: Communication Between SIMATIC S5 and Simatic S7 Over ProfibusMhd Samer AlHamwiNo ratings yet
- PD2-PaperGang John Wick A4Document2 pagesPD2-PaperGang John Wick A4Bot 2No ratings yet
- The Passive Cooled Cabinet: Our Challenge On RailwaysDocument8 pagesThe Passive Cooled Cabinet: Our Challenge On RailwaysIrwanNo ratings yet
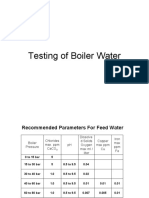
- Testing and Sampling Parameters for Boiler Water FeedDocument17 pagesTesting and Sampling Parameters for Boiler Water FeedGuruNo ratings yet
- How VFDs Improve Cane Mill Efficiency and Reduce Energy CostsDocument5 pagesHow VFDs Improve Cane Mill Efficiency and Reduce Energy CostsEdison EstrellaNo ratings yet
- Test and MeasurementDocument23 pagesTest and Measurementcloudprintsph13No ratings yet
- MTB 500i W R TXM Technical ManualDocument26 pagesMTB 500i W R TXM Technical ManualSaranyoo CHOOTIMASNo ratings yet
- Stat Lesson 1 PDFDocument19 pagesStat Lesson 1 PDFCharles Contridas100% (1)
- Does Not Export The Right Colors by The Bodymovin in The Gradient Issue #1440 Airbnblottie-Web GitHubDocument1 pageDoes Not Export The Right Colors by The Bodymovin in The Gradient Issue #1440 Airbnblottie-Web GitHubAbirama ShankaraNo ratings yet
- Maritime StandardsDocument102 pagesMaritime StandardsMgZin0% (1)
- Literacy Narrative Essay 1Document3 pagesLiteracy Narrative Essay 1api-644119616No ratings yet
- Monitor driver informationDocument1,071 pagesMonitor driver informations npNo ratings yet
- SAUDI ARAMCO OIL COMPANY PLANNER & CONTROL ENGINEER SUNNYDocument2 pagesSAUDI ARAMCO OIL COMPANY PLANNER & CONTROL ENGINEER SUNNYJojo DejucosNo ratings yet
- Megahertz Internet Network Pvt. LTD.: Retail InvoiceDocument1 pageMegahertz Internet Network Pvt. LTD.: Retail InvoiceAyush ThapliyalNo ratings yet
- How To Reset Canon MP198Document4 pagesHow To Reset Canon MP198Eko NoegNo ratings yet
- EFI FLash Tool - HowToDocument15 pagesEFI FLash Tool - HowToJasonNo ratings yet
- Success Built On Experience: Ongoing Development of Radial Forging TechnologyDocument2 pagesSuccess Built On Experience: Ongoing Development of Radial Forging TechnologyemregnesNo ratings yet
- The Specifications of 151821-2010: Details PDFDocument1 pageThe Specifications of 151821-2010: Details PDFSaul UribeNo ratings yet
- Linear-Strain Triangle Equations ChapterDocument26 pagesLinear-Strain Triangle Equations ChapterFábio1 GamaNo ratings yet