You might also like
- 2017 Six Sigma TireDocument8 pages2017 Six Sigma TirePutera SassonNo ratings yet
- Paper - Lean en TanzaniaDocument8 pagesPaper - Lean en TanzaniaSofia Carrasco GarciaNo ratings yet
- Sciencedirect SciencedirectDocument9 pagesSciencedirect Sciencedirectehtisham khanNo ratings yet
- Ford Motor Company in Cadiz 1929-1923Document8 pagesFord Motor Company in Cadiz 1929-1923Pragya SonkarNo ratings yet
- 1 s2.0 S2351978918304645 MainDocument6 pages1 s2.0 S2351978918304645 MainMiss EkinNo ratings yet
- 1 s2.0 S2351978919304147 MainDocument7 pages1 s2.0 S2351978919304147 MainArmando CastilloNo ratings yet
- Assessment TechniquesDocument6 pagesAssessment TechniquesDana RusNo ratings yet
- Industrie 4.0 Competencies For A Modern Production System A Curriculum For Learning Factories (2018)Document6 pagesIndustrie 4.0 Competencies For A Modern Production System A Curriculum For Learning Factories (2018)lazarNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument8 pagesSciencedirect Sciencedirect SciencedirectCristina DeluNo ratings yet
- Guariente 2017Document7 pagesGuariente 2017NaygerOrtizSolorzanoNo ratings yet
- Machine Learning in Cutting ProcessesDocument8 pagesMachine Learning in Cutting ProcessesPrudvireddy ParesiNo ratings yet
- Mass Personalization With Industry 40 by SMEs A CoDocument7 pagesMass Personalization With Industry 40 by SMEs A CoAulia AzzahraNo ratings yet
- Agile Based KanbanDocument6 pagesAgile Based KanbanCarlos Ernesto Flores AlbinoNo ratings yet
- DP Steel Stamping Edge CrackingDocument9 pagesDP Steel Stamping Edge CrackingAr CreationNo ratings yet
- A Decision Support System Architecture Based On Simulation Optimization For Cyber-Physical SystemsDocument13 pagesA Decision Support System Architecture Based On Simulation Optimization For Cyber-Physical SystemsAbaba CoyNo ratings yet
- Proff MainDocument6 pagesProff MainEka wiraNo ratings yet
- Industry 4.0 - A GlimpseDocument6 pagesIndustry 4.0 - A GlimpseHericles HollasNo ratings yet
- 1 s2.0 S2452321617305413 MainDocument15 pages1 s2.0 S2452321617305413 Mainojunga.samuel21No ratings yet
- CFD modeling in Industry2021Document7 pagesCFD modeling in Industry2021Pavan YadavNo ratings yet
- Cost Reduction and Quality Improvements in The Printing IndustryDocument9 pagesCost Reduction and Quality Improvements in The Printing IndustryXander ClockNo ratings yet
- Sciencedirect SciencedirectDocument6 pagesSciencedirect SciencedirectANA-MARIA-LUIZA AMZANo ratings yet
- A Comparative Study of PHP Frameworks PerformanceDocument8 pagesA Comparative Study of PHP Frameworks PerformanceCe LoneNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument8 pagesSciencedirect Sciencedirect SciencedirectPrince BadhanNo ratings yet
- Case Study of NZEB Implementation Into An Early Stage of T - 2019 - Procedia ManDocument8 pagesCase Study of NZEB Implementation Into An Early Stage of T - 2019 - Procedia ManHaider SultanNo ratings yet
- Analysis and Improvemetn of Jewellery IndustryDocument7 pagesAnalysis and Improvemetn of Jewellery IndustryReinol Eko SianturiNo ratings yet
- Spatial and Polarization Diversity Performance Analysis - 2019 - Procedia ManufDocument6 pagesSpatial and Polarization Diversity Performance Analysis - 2019 - Procedia ManufFahad MajeedNo ratings yet
- Sciencedirect: Manfred Vogel, Michael Lechner Manfred Vogel, Michael LechnerDocument8 pagesSciencedirect: Manfred Vogel, Michael Lechner Manfred Vogel, Michael LechnerAbhijeet DhalNo ratings yet
- Share CaseStudyLeanPhilosophyfortheAutomotiveIndustry-5-1-1Document8 pagesShare CaseStudyLeanPhilosophyfortheAutomotiveIndustry-5-1-1RedandscarletNo ratings yet
- State of The Art Analysis On The Knowledge and Skills Gaps o - 2019 - Procedia MDocument8 pagesState of The Art Analysis On The Knowledge and Skills Gaps o - 2019 - Procedia MFahad MajeedNo ratings yet
- Sciencedirect SciencedirectDocument6 pagesSciencedirect SciencedirectOKA FATRANo ratings yet
- AI Based Injection Molding Process For ConsistentDocument5 pagesAI Based Injection Molding Process For ConsistentchaudharymeelNo ratings yet
- 1 s2.0 S2351978919311321 MainDocument8 pages1 s2.0 S2351978919311321 MainDiana Marcela RodriguezNo ratings yet
- A High Gain SIW Cavity Backed Triangular Slot Ante - 2019 - Procedia ManufacturiDocument6 pagesA High Gain SIW Cavity Backed Triangular Slot Ante - 2019 - Procedia ManufacturiHaider SultanNo ratings yet
- Art5 Parametryc AnalysisDocument8 pagesArt5 Parametryc AnalysisAndres CaipeNo ratings yet
- Thermo-mechanical forming procedure of high strength Aluminum sheet with improved mechanical properties and process efficiencyDocument9 pagesThermo-mechanical forming procedure of high strength Aluminum sheet with improved mechanical properties and process efficiencytarunNo ratings yet
- On The Future of Safety in The Manufacturing Industry On The Future of Safety in The Manufacturing IndustryDocument5 pagesOn The Future of Safety in The Manufacturing Industry On The Future of Safety in The Manufacturing Industryfarwa rizviNo ratings yet
- My Article NDocument7 pagesMy Article Nmozhganeutoop1998No ratings yet
- Modelling and Simulation of Logistics Service Selection in Cloud ManufacturingDocument6 pagesModelling and Simulation of Logistics Service Selection in Cloud ManufacturingShailesh Kumar Iyer0% (1)
- Sustainable Living Factories For Next Generation Manufacturing Sustainable Living Factories For Next Generation ManufacturingDocument11 pagesSustainable Living Factories For Next Generation Manufacturing Sustainable Living Factories For Next Generation Manufacturingbittu00009No ratings yet
- Collaborative Machine Tool Design - The Teaching Factory ParadigmDocument6 pagesCollaborative Machine Tool Design - The Teaching Factory ParadigmIndra Wahyu SuliswantoNo ratings yet
- 1 s2.0 S2351978918304803 MainDocument6 pages1 s2.0 S2351978918304803 MainhasnaNo ratings yet
- 1 s2.0 S2351978920301700 MainDocument8 pages1 s2.0 S2351978920301700 Maindigvijaybhingare1243No ratings yet
- Design of Smart Forestry Cableway Design of Smart Forestry CablewayDocument8 pagesDesign of Smart Forestry Cableway Design of Smart Forestry CablewayCésar Andrés SernaNo ratings yet
- 1 s2.0 S2351978918312241 MainDocument8 pages1 s2.0 S2351978918312241 MainBagus KrisviandikNo ratings yet
- 5 Learning in Context With Horizontally & Vertically Integrated Curriculum in A Smart Learning FactoryDocument6 pages5 Learning in Context With Horizontally & Vertically Integrated Curriculum in A Smart Learning FactoryRiris MarisaNo ratings yet
- An Overview of Next Generation Manufacturing System (MES) - An Overview of Next Level of MESDocument8 pagesAn Overview of Next Generation Manufacturing System (MES) - An Overview of Next Level of MESAbbasMureedNo ratings yet
- Windscreen Angle and Hood Inclination Optimization For Drag Reduction of CarDocument8 pagesWindscreen Angle and Hood Inclination Optimization For Drag Reduction of CarMuhammad FurqanNo ratings yet
- Planning and Optimising Petroleum Supply Chain Planning and Optimising Petroleum Supply ChainDocument8 pagesPlanning and Optimising Petroleum Supply Chain Planning and Optimising Petroleum Supply ChainNasih NooriNo ratings yet
- Integration of Lifi Technology in An Industry 4.0 Learning FactoryDocument8 pagesIntegration of Lifi Technology in An Industry 4.0 Learning FactoryDeyvi michaelNo ratings yet
- Oliveira 2019 PDFDocument9 pagesOliveira 2019 PDFVishnu WishNo ratings yet
- A Digital Twin Reference For Mass Personalization in Industry 4.0Document6 pagesA Digital Twin Reference For Mass Personalization in Industry 4.0Hazim FawziNo ratings yet
- Augmented and Virtual Reality For Inspection and MDocument8 pagesAugmented and Virtual Reality For Inspection and MRoNo ratings yet
- Racirea Criogenica A SculeiDocument7 pagesRacirea Criogenica A Sculeifujy fujyNo ratings yet
- Center of Excellence For Lean Enterprise 4.0 Center of Excellence For Lean Enterprise 4.0Document6 pagesCenter of Excellence For Lean Enterprise 4.0 Center of Excellence For Lean Enterprise 4.0Henry D. LópezNo ratings yet
- Translating JSON Schema Logics Into OWL Axioms For Unified 2019 Procedia MaDocument6 pagesTranslating JSON Schema Logics Into OWL Axioms For Unified 2019 Procedia MaSerbanNo ratings yet
- Tsega - 2020 - Literature Review - DT ModelsDocument6 pagesTsega - 2020 - Literature Review - DT Modelsnggnalian2No ratings yet
- Sciencedirect: Jasprabhjit Mehami, Mauludin Nawi, Ray Y Zhong Jasprabhjit Mehami, Mauludin Nawi, Ray Y ZhongDocument10 pagesSciencedirect: Jasprabhjit Mehami, Mauludin Nawi, Ray Y Zhong Jasprabhjit Mehami, Mauludin Nawi, Ray Y ZhongSoli UdinNo ratings yet
- Framework For Selection of ERP System: Case Study.: Procedia Manufacturing January 2019Document8 pagesFramework For Selection of ERP System: Case Study.: Procedia Manufacturing January 2019Pranatia Wisnu HeryudaNo ratings yet
- Selected Effective Methods of Increasing The Durability of Forging ToolsDocument6 pagesSelected Effective Methods of Increasing The Durability of Forging ToolsAnnelíesi LopesNo ratings yet
- A Study of the Supply Chain and Financial Parameters of a Small Manufacturing BusinessFrom EverandA Study of the Supply Chain and Financial Parameters of a Small Manufacturing BusinessNo ratings yet
- Geo technical engineering fundamentalsDocument44 pagesGeo technical engineering fundamentalsSri Gaja Govind Babu100% (1)
- Multi-Hole Orifice CalculationDocument10 pagesMulti-Hole Orifice Calculationadrianrrcc100% (1)
- CS8603 Distributed SystemsDocument11 pagesCS8603 Distributed SystemsMohammad Bilal - Asst. Prof, Dept. of CSENo ratings yet
- Samsung CAC Duct S Brochure 20140729 0Document16 pagesSamsung CAC Duct S Brochure 20140729 0Callany AnycallNo ratings yet
- Week 5 Lecture Pigeonhole Principle 1Document58 pagesWeek 5 Lecture Pigeonhole Principle 1CODING with ASAD.No ratings yet
- Benefits of Using FlowchartsDocument14 pagesBenefits of Using FlowchartsDave FlautaNo ratings yet
- Technical White Paper For ATM-ETH IWFDocument12 pagesTechnical White Paper For ATM-ETH IWFNeil_Liao_343No ratings yet
- 3rd Quarter Mathematics Home Take Final Exam For Grade 10Document4 pages3rd Quarter Mathematics Home Take Final Exam For Grade 10John DejuNo ratings yet
- Immunofluorescence Tests: Direct and IndirectDocument489 pagesImmunofluorescence Tests: Direct and IndirectmeskiNo ratings yet
- Advanced Process Modeling 1Document41 pagesAdvanced Process Modeling 1mtahir777945No ratings yet
- CFM To LFM CalculationDocument7 pagesCFM To LFM Calculationudilevy100% (1)
- MCCB - Disjuntores Modulados PVDocument67 pagesMCCB - Disjuntores Modulados PVJose mata IIINo ratings yet
- CAM GuideDocument10 pagesCAM Guideio1_roNo ratings yet
- Factor Analysis PresentationDocument158 pagesFactor Analysis PresentationAnonymous pnYfWvNo ratings yet
- MiniProject Assignment 3Document3 pagesMiniProject Assignment 3Asadullah ChoudharyNo ratings yet
- s7-1500 in A Nutshell PDFDocument44 pagess7-1500 in A Nutshell PDFSivaNo ratings yet
- Pokretljivost Jona U Vodenim RastvorimaDocument12 pagesPokretljivost Jona U Vodenim RastvorimaSilvester KolicNo ratings yet
- Grade: Third Grade Unit Title: Matter Course/Subject: Science Approximate Time Required: 1 WeekDocument6 pagesGrade: Third Grade Unit Title: Matter Course/Subject: Science Approximate Time Required: 1 Weekapi-272854858No ratings yet
- A Computer Code For Fully-Coupled Rocket Nozzle Flows - PergamentDocument131 pagesA Computer Code For Fully-Coupled Rocket Nozzle Flows - PergamentSantiago PatitucciNo ratings yet
- IntegratorDocument3 pagesIntegratortapan_dassNo ratings yet
- Universal Uberoid WM8650 v10.1Document4 pagesUniversal Uberoid WM8650 v10.1noniggin nignogNo ratings yet
- 1 X SeriesDocument321 pages1 X SeriesJair Merino Aguirre100% (1)
- Power MOSFET Stage For Boost Converters: I 35 A V 500 V R 0.12Document4 pagesPower MOSFET Stage For Boost Converters: I 35 A V 500 V R 0.12Franklyn AcevedoNo ratings yet
- Guia TeraSpanDocument73 pagesGuia TeraSpanTim Robles MartínezNo ratings yet
- FloodDocument9 pagesFloodapi-352767278No ratings yet
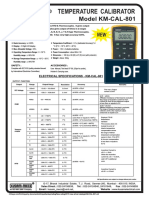
- Temperature Calibrator Specifications and FunctionsDocument1 pageTemperature Calibrator Specifications and FunctionsvihaanNo ratings yet
- Troubleshooting and Preventive Maintenance of Hydraulic Systems - Al SmileyDocument100 pagesTroubleshooting and Preventive Maintenance of Hydraulic Systems - Al SmileyStarchyLittleOleMeNo ratings yet
- Cambridge International AS & A Level: PHYSICS 9702/42Document24 pagesCambridge International AS & A Level: PHYSICS 9702/42Công Phạm BáNo ratings yet
- "Page Replacement Algorithms": - A-28 Manasi Dhote A-32 Akshat Gandhi A-63 Dhruv MistryDocument18 pages"Page Replacement Algorithms": - A-28 Manasi Dhote A-32 Akshat Gandhi A-63 Dhruv MistryManasiNo ratings yet
- PowerFactory TechRef - PVDocument13 pagesPowerFactory TechRef - PVАлександрNo ratings yet