You might also like
- German Microelectronics Data 1968–69: Pergamon Electronics Data SeriesFrom EverandGerman Microelectronics Data 1968–69: Pergamon Electronics Data SeriesNo ratings yet
- Dan Glimne Motor Tuning 2 - MC Jan-70Document40 pagesDan Glimne Motor Tuning 2 - MC Jan-70Alfa BetaNo ratings yet
- Identity and Image: Refugee Artists from Nazi Germany in Britain (1933-1945)From EverandIdentity and Image: Refugee Artists from Nazi Germany in Britain (1933-1945)No ratings yet
- Dan Glimne Motor Tuning 1 - MC Dec-69Document32 pagesDan Glimne Motor Tuning 1 - MC Dec-69Alfa BetaNo ratings yet
- 386DX-AD5M Motherboard - Users ManualDocument42 pages386DX-AD5M Motherboard - Users ManualAndrew NikonovNo ratings yet
- Discos para Piques: G1.3507. Disco para Piques - Externo:35mm, - Interno:7mm Unid:25Document8 pagesDiscos para Piques: G1.3507. Disco para Piques - Externo:35mm, - Interno:7mm Unid:25LeonardoNo ratings yet
- Fuji Gw690 III ManualDocument33 pagesFuji Gw690 III Manualyomanuel1No ratings yet
- Rapat Evaluasi Pelayanan 4Document12 pagesRapat Evaluasi Pelayanan 4junianto nazaraNo ratings yet
- SummaDocument4 pagesSummaPrashanth AnandNo ratings yet
- Douglas UFO DocsDocument275 pagesDouglas UFO DocsAndrew JohnsonNo ratings yet
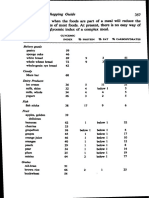
- No Carb DietDocument9 pagesNo Carb DietBryce SutherlandNo ratings yet
- The Great Cow RaceDocument141 pagesThe Great Cow Raceshanben33% (3)
- A Study of Corrosion Initiation On Polyi PDFDocument24 pagesA Study of Corrosion Initiation On Polyi PDFrasnaNo ratings yet
- United States Patent: Flad (451 Feb. 29, 1972Document12 pagesUnited States Patent: Flad (451 Feb. 29, 1972drivinerNo ratings yet
- CDMA 2000 1X: FP&A Summit, Hong Kong 10 Minute Win 7 MigrationDocument5 pagesCDMA 2000 1X: FP&A Summit, Hong Kong 10 Minute Win 7 MigrationJelly WangNo ratings yet
- CRS-2P - Spesifikasi Umum Jalan Dan Jembatan 2018Document2 pagesCRS-2P - Spesifikasi Umum Jalan Dan Jembatan 2018APE MKTNo ratings yet
- United States Patent: (12) (10) Patent N0.: US 7,011,171 B1Document33 pagesUnited States Patent: (12) (10) Patent N0.: US 7,011,171 B1Murasa2009No ratings yet
- Wind Design To Cp3 - 1972:wind Load Summary JLN Kuchai, Selangor Generalwind InputtablesDocument2 pagesWind Design To Cp3 - 1972:wind Load Summary JLN Kuchai, Selangor Generalwind InputtablesNyu123456No ratings yet
- Sekonic Apex l-218Document15 pagesSekonic Apex l-218Nae111No ratings yet
- Administrator, 1032125arDocument11 pagesAdministrator, 1032125ardasdasNo ratings yet
- Us 6362718 (US Patent For Free Energy Device)Document15 pagesUs 6362718 (US Patent For Free Energy Device)jajahahaNo ratings yet
- 39 MSTT - Judgements - 10 - 14 - 15 - 4 - 24 - 49PMDocument5 pages39 MSTT - Judgements - 10 - 14 - 15 - 4 - 24 - 49PMzamasuaepNo ratings yet
- Ce OkDocument3 pagesCe OkLeonardoNo ratings yet
- Oszcilloszkóp SchleifenOszillographen 1942Document49 pagesOszcilloszkóp SchleifenOszillographen 1942Nagy PéterNo ratings yet
- a/ - Anime & Manga: Post I NG Mode: Repl yDocument6 pagesa/ - Anime & Manga: Post I NG Mode: Repl ydeclinar260No ratings yet
- 18 PDFDocument100 pages18 PDFArielGCH100% (4)
- ZA0-2 35,0ae-03 00Document15 pagesZA0-2 35,0ae-03 00Marcos Dos Santos VieiraNo ratings yet
- Ungku Muhamad Azizi: Personal InfoDocument1 pageUngku Muhamad Azizi: Personal InfoUngku Muhamad AziziNo ratings yet
- By Tom Sellers: The Magic Wand SeriesDocument24 pagesBy Tom Sellers: The Magic Wand SeriesSteadyhandsNo ratings yet
- Bultaco Alpina 250,350 '77 Parts Book.Document100 pagesBultaco Alpina 250,350 '77 Parts Book.Nikolas Karrer100% (2)
- 2006 DualMan CNC TechnologyDocument12 pages2006 DualMan CNC TechnologyGeorge KeithNo ratings yet
- Fig 1502 HUDocument1 pageFig 1502 HUClernard FerreiraNo ratings yet
- Perkins 4.236M HandbookDocument43 pagesPerkins 4.236M HandbookAusNo ratings yet
- Hapag Lloyd Europa 2 2014/2015 Online BrochureDocument32 pagesHapag Lloyd Europa 2 2014/2015 Online BrochureJames Crossland0% (1)
- Midbury Drama Club: Listening Section I Euestions 1-10Document19 pagesMidbury Drama Club: Listening Section I Euestions 1-10Zhetkenev SanzharNo ratings yet
- CM 8826fn Operation ManualDocument3 pagesCM 8826fn Operation ManualMarisela TelloNo ratings yet
- Yamaha AMP GP Pro A Series-Disklavier III-dc3a Dc5a Dc6a Dc7a Ds4a Ds6a Dcf3sa ProDocument116 pagesYamaha AMP GP Pro A Series-Disklavier III-dc3a Dc5a Dc6a Dc7a Ds4a Ds6a Dcf3sa ProDamon Brunger100% (1)
- Sony Fe2 Chassis Kv29cl10 TV SMDocument53 pagesSony Fe2 Chassis Kv29cl10 TV SMFrancisco Acosta PadillaNo ratings yet
- United States PatentDocument20 pagesUnited States PatentpamururamuNo ratings yet
- Die Sieben Reisen Sinbads Des SeemanesDocument207 pagesDie Sieben Reisen Sinbads Des SeemanesAnonymous TNaPN570No ratings yet
- Kronologi Kematian PDFDocument1 pageKronologi Kematian PDFariev RsnuNo ratings yet
- Kronologi Kematian PDFDocument1 pageKronologi Kematian PDFariev RsnuNo ratings yet
- Nahdlatul Ulama: R U M A H S A K I TDocument1 pageNahdlatul Ulama: R U M A H S A K I Tariev RsnuNo ratings yet
- Fatigue Crack Initiation and Microcrack Growth in 4140 SteelDocument5 pagesFatigue Crack Initiation and Microcrack Growth in 4140 SteelEdda Andrade RosalesNo ratings yet
- Valves Series NA: Electropneumatically Operated G1/4 3/2 - 5/2 - 5/3 Way With Interface According NAMUR StandardDocument5 pagesValves Series NA: Electropneumatically Operated G1/4 3/2 - 5/2 - 5/3 Way With Interface According NAMUR StandardDiana DrutaNo ratings yet
- Roller KilnsDocument3 pagesRoller Kilnsjohan_nieuwoudtNo ratings yet
- Testing RegimeDocument1 pageTesting RegimemawejosephNo ratings yet
- Buri Allyssa Marie L. WaiverDocument2 pagesBuri Allyssa Marie L. WaiverHakdog CheesedogNo ratings yet
- Aps Mid 2016Document1 pageAps Mid 2016Mansoor SarwarNo ratings yet
- Bomba Racine E055 9535233228 - 1101Document2 pagesBomba Racine E055 9535233228 - 1101Marco HernandezNo ratings yet
- City Bus Ikarus 543.30Document2 pagesCity Bus Ikarus 543.30Kft. UnipartsNo ratings yet
- Mod1 Depliant UK-ITA 2Document2 pagesMod1 Depliant UK-ITA 2machine_toolsNo ratings yet
- SRPS N.S8.101 1981Document23 pagesSRPS N.S8.101 1981makimagNo ratings yet
- Ls 221blDocument42 pagesLs 221blindiskyooNo ratings yet
- GFT (General Fitter) - QUESTIONS & ANSWERS: Questions Related To SafetyDocument37 pagesGFT (General Fitter) - QUESTIONS & ANSWERS: Questions Related To SafetyRajan PVNo ratings yet
- 1 - SopepDocument169 pages1 - SopepalxgamNo ratings yet
- Open Secrets - Argentina Coup - Contact With VaticanDocument1 pageOpen Secrets - Argentina Coup - Contact With VaticanBranko BrkicNo ratings yet
- 1967 - Strangway1967Document5 pages1967 - Strangway1967Luis VelderrainNo ratings yet
- Identification of Artillery ProjectilesDocument136 pagesIdentification of Artillery ProjectilesPavel MachNo ratings yet
- Cylinder Filling Plants Technical Specification MediumDocument8 pagesCylinder Filling Plants Technical Specification Mediumkalyanm203515100% (1)
- Plate Rolling Machine 2Document22 pagesPlate Rolling Machine 2Oluwaseyi Victor Sorinade100% (1)
- Xxiv MSG MeetingDocument40 pagesXxiv MSG MeetingSheetal HarrisonNo ratings yet
- DC MachineDocument124 pagesDC MachinejoebrislinNo ratings yet
- 300+ TOP Electrical Machine Design Objective Type Questions and AnswersDocument29 pages300+ TOP Electrical Machine Design Objective Type Questions and AnswersVishal GorivaleNo ratings yet
- 4.5 Torque Expressions in A DC Machine: C Dr. P. Sensarma, Department of Electrical Engg, IIT-Kanpur, IndiaDocument2 pages4.5 Torque Expressions in A DC Machine: C Dr. P. Sensarma, Department of Electrical Engg, IIT-Kanpur, IndiaAdarsh BanthNo ratings yet
- Items To Check During Inspection of Signaling Gears For RailwayDocument23 pagesItems To Check During Inspection of Signaling Gears For RailwayVikas Srivastav100% (8)
- Water Carrying RobotDocument63 pagesWater Carrying RobotAnonymous inLKm9No ratings yet
- DC GenDocument74 pagesDC GenAhmed58seribegawan100% (1)
- MPA Products 20200811Document19 pagesMPA Products 20200811Eric KenyaNo ratings yet
- Traction Motor & Alternator Report Bhel BhopalDocument54 pagesTraction Motor & Alternator Report Bhel Bhopalvarsha100% (1)
- TND6041-D DC Motor Driver Fundamentals PDFDocument9 pagesTND6041-D DC Motor Driver Fundamentals PDFAlex CarmonaNo ratings yet
- AURETR130 - Assessment 1 - Written Knowledge Questions - V3Document22 pagesAURETR130 - Assessment 1 - Written Knowledge Questions - V3MUHAMMAD UMAR100% (1)
- Maintenance and Check Electrical MotorsDocument7 pagesMaintenance and Check Electrical MotorsalexfrizNo ratings yet
- DynamoDocument25 pagesDynamoOm Prakash SinghNo ratings yet
- Hawkins Electrical Guide v. 02 of 10Document232 pagesHawkins Electrical Guide v. 02 of 10Kachi AbidiNo ratings yet
- Electric MotorsDocument32 pagesElectric MotorsMazilu Daniel100% (1)
- Hillier's Fundamentals of Motor Vehicle Technology Book3Document272 pagesHillier's Fundamentals of Motor Vehicle Technology Book3Njabulo Simon Ncube90% (20)
- Sub Module 3.12 DC Gen MotorsDocument51 pagesSub Module 3.12 DC Gen MotorsInterogator5No ratings yet
- Industrial Emulator Manual Chapter 4 Thru 6Document37 pagesIndustrial Emulator Manual Chapter 4 Thru 6Jake DaytonNo ratings yet
- Brushless DC Electric MotorDocument8 pagesBrushless DC Electric MotorAngel VelasquezNo ratings yet
- WATER WEED REMOVER NewDocument50 pagesWATER WEED REMOVER NewmujeebNo ratings yet
- Maintenance of Electric MotorsDocument6 pagesMaintenance of Electric MotorsEmilNo ratings yet
- TN 36 Armature BandingDocument4 pagesTN 36 Armature Bandingpranav05No ratings yet
- Emd NotesDocument182 pagesEmd Notesvpzfaris0% (1)
- Unit - 3: Losses and Efficiency of DC MachinesDocument12 pagesUnit - 3: Losses and Efficiency of DC MachinesNisha JosephNo ratings yet
- PrestoliteStarterAlternatorManual PDFDocument155 pagesPrestoliteStarterAlternatorManual PDFElzo FreitasNo ratings yet
- Mccormick Tractor Ztx230 Ztx260 Ztx280 Parts CatalogDocument10 pagesMccormick Tractor Ztx230 Ztx260 Ztx280 Parts Catalogstephanielopez010487wdt100% (117)
- Motors and Drives-000Document64 pagesMotors and Drives-000Tsietsi SeralaNo ratings yet
- Universal Motor Process FlowDocument4 pagesUniversal Motor Process FlowAnurag Sharma100% (1)
- Bridge Engineering: Classifications, Design Loading, and Analysis MethodsFrom EverandBridge Engineering: Classifications, Design Loading, and Analysis MethodsRating: 4 out of 5 stars4/5 (16)
- To Engineer Is Human: The Role of Failure in Successful DesignFrom EverandTo Engineer Is Human: The Role of Failure in Successful DesignRating: 4 out of 5 stars4/5 (138)
- Carpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresFrom EverandCarpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresRating: 1 out of 5 stars1/5 (2)
- Piping Engineering Leadership for Process Plant ProjectsFrom EverandPiping Engineering Leadership for Process Plant ProjectsRating: 5 out of 5 stars5/5 (1)
- Onshore Structural Design Calculations: Power Plant and Energy Processing FacilitiesFrom EverandOnshore Structural Design Calculations: Power Plant and Energy Processing FacilitiesRating: 4.5 out of 5 stars4.5/5 (13)
- Mechanics of Flow-Induced Sound and Vibration, Volume 2: Complex Flow-Structure InteractionsFrom EverandMechanics of Flow-Induced Sound and Vibration, Volume 2: Complex Flow-Structure InteractionsNo ratings yet
- Non-destructive Testing and Evaluation of Civil Engineering StructuresFrom EverandNon-destructive Testing and Evaluation of Civil Engineering StructuresJean-Paul BalayssacNo ratings yet
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Working Guide to Pump and Pumping Stations: Calculations and SimulationsFrom EverandWorking Guide to Pump and Pumping Stations: Calculations and SimulationsRating: 5 out of 5 stars5/5 (3)
- Advanced Modelling Techniques in Structural DesignFrom EverandAdvanced Modelling Techniques in Structural DesignRating: 5 out of 5 stars5/5 (3)
- Structural Cross Sections: Analysis and DesignFrom EverandStructural Cross Sections: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (19)
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesFrom EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesRating: 3.5 out of 5 stars3.5/5 (3)
- Earthquake-Resistant Structures: Design, Build, and RetrofitFrom EverandEarthquake-Resistant Structures: Design, Build, and RetrofitRating: 4.5 out of 5 stars4.5/5 (8)
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsNo ratings yet
- Marine Structural Design CalculationsFrom EverandMarine Structural Design CalculationsRating: 4.5 out of 5 stars4.5/5 (13)
- Structural Steel Design to Eurocode 3 and AISC SpecificationsFrom EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsNo ratings yet
- Net Zero Energy Buildings (NZEB): Concepts, Frameworks and Roadmap for Project Analysis and ImplementationFrom EverandNet Zero Energy Buildings (NZEB): Concepts, Frameworks and Roadmap for Project Analysis and ImplementationRating: 5 out of 5 stars5/5 (1)
- Super Structures: The Science of Bridges, Buildings, Dams, and Other Feats of EngineeringFrom EverandSuper Structures: The Science of Bridges, Buildings, Dams, and Other Feats of EngineeringRating: 4 out of 5 stars4/5 (1)
- Green Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsFrom EverandGreen Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsNo ratings yet