You might also like
- PEF2019 - AVEVA - Sebastien Ory - Panel 3Document20 pagesPEF2019 - AVEVA - Sebastien Ory - Panel 3Nina KonitatNo ratings yet
- 7 VCC How To Design For Manufacture and Assembly v2Document28 pages7 VCC How To Design For Manufacture and Assembly v2suhasNo ratings yet
- WMS Solution OverviewDocument29 pagesWMS Solution OverviewPratik KumarNo ratings yet
- Real Time Manufacturing' Using Oracle Cloud 13: A Manufacturing Execution System by WiproDocument18 pagesReal Time Manufacturing' Using Oracle Cloud 13: A Manufacturing Execution System by WiproSatya NekkantiNo ratings yet
- 7merging Prms and CogehDocument32 pages7merging Prms and CogehJideSalNo ratings yet
- CPCLDocument33 pagesCPCLmuse_chenNo ratings yet
- Capacity Planning NotesDocument16 pagesCapacity Planning NotesMeet LalchetaNo ratings yet
- Best Practices in Capital Equipment CommissioningDocument8 pagesBest Practices in Capital Equipment CommissioningBramJanssen76No ratings yet
- CII AWP CBA Education FrameworkDocument82 pagesCII AWP CBA Education FrameworkJean Arantes100% (2)
- ProcurementDocument18 pagesProcurementcheencheen0701No ratings yet
- 01 Idd Technical Guide Case Study ProjectDocument15 pages01 Idd Technical Guide Case Study Projectqis qusNo ratings yet
- Presentation R13 Manufacturing Cloud OverviewDocument63 pagesPresentation R13 Manufacturing Cloud OverviewSarah BakerNo ratings yet
- Demand ManagementDocument20 pagesDemand ManagementI Wayan Cahya PrabawaNo ratings yet
- URP 110 Lecture 10 Effecting Development Control 2023 3 UpdatedDocument30 pagesURP 110 Lecture 10 Effecting Development Control 2023 3 UpdatedPHENYONo ratings yet
- Individual Assignment 2 (Nor Syazwani) (Kba2442b) (2022905573)Document3 pagesIndividual Assignment 2 (Nor Syazwani) (Kba2442b) (2022905573)NOR SYAZWANI ABDUL RAHMANNo ratings yet
- IT Deployment Risk Pert 3Document19 pagesIT Deployment Risk Pert 3Arthia RuthNo ratings yet
- Pres Miller NissanDocument26 pagesPres Miller NissanRiselda Myshku KajaNo ratings yet
- ITOM Journey PDFDocument19 pagesITOM Journey PDFGiriprasad GunalanNo ratings yet
- Kapita Selekta Industri: Dosen: Tony Siagian, ST,.MT Pertemuan: VI 04 April 2020Document12 pagesKapita Selekta Industri: Dosen: Tony Siagian, ST,.MT Pertemuan: VI 04 April 2020Jogi SitohangNo ratings yet
- Heavy Equipment & Machinery Solutions: Presenter's Name: Presenter's TitleDocument37 pagesHeavy Equipment & Machinery Solutions: Presenter's Name: Presenter's TitleAdhem El SayedNo ratings yet
- JOB OPENINGS - TCFDocument4 pagesJOB OPENINGS - TCFMaheshNo ratings yet
- CEE IBP OverviewDocument47 pagesCEE IBP OverviewAlexNo ratings yet
- Awp & PPM: Project Management of The FutureDocument3 pagesAwp & PPM: Project Management of The FutureRhona Lai100% (2)
- Supply Chain: Chong Eik TzeDocument43 pagesSupply Chain: Chong Eik TzeK59 Tran Duc TriNo ratings yet
- Standard Deliverable List For Feasibility Conceptual FEED Detailed Design PDFDocument22 pagesStandard Deliverable List For Feasibility Conceptual FEED Detailed Design PDFLuis Carlos Ayllón Escobar100% (2)
- 1 - Field Development Planning - Intro + FDP TeamDocument53 pages1 - Field Development Planning - Intro + FDP TeamRadwan AliNo ratings yet
- IFS Look and Feel - Course SlidesDocument179 pagesIFS Look and Feel - Course SlidesGulam Hasan NiyaziNo ratings yet
- アジア開発銀行(ADB) ビジネス・オポチュニティ・セミナー 2017Document36 pagesアジア開発銀行(ADB) ビジネス・オポチュニティ・セミナー 2017ADBJRONo ratings yet
- SCM - Enhanced Production Scheduling in Oracle Fusion Cloud Supply PlanningDocument39 pagesSCM - Enhanced Production Scheduling in Oracle Fusion Cloud Supply PlanningdavidjqNo ratings yet
- X3M2023 PTRO Company UpdateDocument44 pagesX3M2023 PTRO Company UpdateGalaxy Zfold3No ratings yet
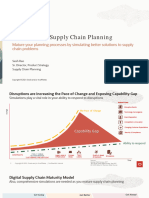
- SCM - Mature Your Planning Processes by Simulating Better Solutions To Supply Chain ProblemsDocument39 pagesSCM - Mature Your Planning Processes by Simulating Better Solutions To Supply Chain ProblemsdavidjqNo ratings yet
- SCM Whats New in Oracle Fusion Cloud Supply PlanningDocument66 pagesSCM Whats New in Oracle Fusion Cloud Supply PlanningYajuvendar GaddamNo ratings yet
- Coating and Services: Interplan Asset IntegrityDocument22 pagesCoating and Services: Interplan Asset IntegritynarmathaNo ratings yet
- ISE420 Module 2 Define PhaseDocument89 pagesISE420 Module 2 Define Phasemohmedkelioy1No ratings yet
- Infosys Procurement AND Planning PracticeDocument8 pagesInfosys Procurement AND Planning PracticeDipesh JainNo ratings yet
- BAA R I Presentation FINAL 10.02.11Document27 pagesBAA R I Presentation FINAL 10.02.11Olu AjayiNo ratings yet
- Global Production and Sourcing StrategyDocument27 pagesGlobal Production and Sourcing StrategyGopuNo ratings yet
- Production Data Management Dramatically Increases PerformanceDocument2 pagesProduction Data Management Dramatically Increases PerformanceariosabzNo ratings yet
- Optimizing Performance Through Indepth Process MappingDocument24 pagesOptimizing Performance Through Indepth Process MappingVijaykumar KunnathNo ratings yet
- PWC Shale Well Development Planning Operating Expenses and InvestmentDocument14 pagesPWC Shale Well Development Planning Operating Expenses and InvestmentpanthaloorNo ratings yet
- DFM Slides USDocument54 pagesDFM Slides USsanthoshkumar.sNo ratings yet
- COP - KM - PC 2020 - r2Document19 pagesCOP - KM - PC 2020 - r2ard127No ratings yet
- Introduction To Performance DashboardDocument194 pagesIntroduction To Performance DashboardLuiz Souza100% (4)
- Construction Management Mohamed Al Imam 2014Document479 pagesConstruction Management Mohamed Al Imam 2014wesam allabadiNo ratings yet
- Capitalize Six Drivers Successful Capex Saving StrategiesDocument12 pagesCapitalize Six Drivers Successful Capex Saving StrategiesMine BentachNo ratings yet
- BPCL PPT LatestDocument20 pagesBPCL PPT LatestBasu0% (1)
- Auto Desk 210218 ISG IT Leadership Briefing - SHAREDDocument48 pagesAuto Desk 210218 ISG IT Leadership Briefing - SHAREDSUBHENDU MAJINo ratings yet
- CM 4 Scope ManagementDocument7 pagesCM 4 Scope ManagementFelicity AtaydeNo ratings yet
- IEng 171 Report JITDocument12 pagesIEng 171 Report JITJoke JokeNo ratings yet
- Oracle Advanced PlanningDocument79 pagesOracle Advanced PlanningSanjay Narayan100% (1)
- BP Subsea Realiability StrategyDocument25 pagesBP Subsea Realiability Strategyrize1159No ratings yet
- What Next ..... TA - Webinar IAFMIDocument10 pagesWhat Next ..... TA - Webinar IAFMIDananNo ratings yet
- BDGS KPI Status 2019 Q2 - All Employees InfoDocument1 pageBDGS KPI Status 2019 Q2 - All Employees InfoAbhishek NagoriNo ratings yet
- 2S. Seminar ActivityDocument3 pages2S. Seminar ActivityUmralia OmiNo ratings yet
- SCM - Manufacturing Cloud Update 21C OverviewDocument26 pagesSCM - Manufacturing Cloud Update 21C OverviewdavidjqNo ratings yet
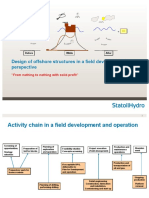
- Design of Offshore Structures - 10 - 01 - 2008Document8 pagesDesign of Offshore Structures - 10 - 01 - 2008Said Haggag100% (1)
- Practical Project Management: Tips, Tactics, and ToolsFrom EverandPractical Project Management: Tips, Tactics, and ToolsRating: 4 out of 5 stars4/5 (1)
- The Six Sigma Project Planner: A Step-by-Step Guide to Leading a Six Sigma Project Through DMAICFrom EverandThe Six Sigma Project Planner: A Step-by-Step Guide to Leading a Six Sigma Project Through DMAICRating: 4.5 out of 5 stars4.5/5 (7)
- 4 VCC How To Understand Impact On Financial Measures v2Document17 pages4 VCC How To Understand Impact On Financial Measures v2suhasNo ratings yet
- How To Carry Out Problem Solving: Value Chain Competitiveness (VCC)Document26 pagesHow To Carry Out Problem Solving: Value Chain Competitiveness (VCC)suhasNo ratings yet
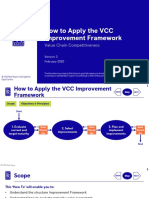
- 0 VCC How To Apply The Improvement Framework v2Document17 pages0 VCC How To Apply The Improvement Framework v2suhasNo ratings yet
- How To Develop and Operate A Sustainment System: Value Chain Competitiveness (VCC)Document20 pagesHow To Develop and Operate A Sustainment System: Value Chain Competitiveness (VCC)suhasNo ratings yet
- How To Understand and Complete A Value Stream Map: Value Chain Competitiveness (VCC)Document26 pagesHow To Understand and Complete A Value Stream Map: Value Chain Competitiveness (VCC)Balachandar SNo ratings yet
- 6 VCC How To Understand and Manage Load and Capacity v2Document12 pages6 VCC How To Understand and Manage Load and Capacity v2suhasNo ratings yet
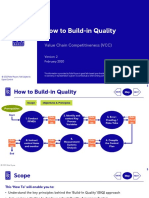
- 8 VCC How To Build in Quality v2Document29 pages8 VCC How To Build in Quality v2suhas100% (1)
- Six Sigma A Complete Step by Step Guide PDFDocument829 pagesSix Sigma A Complete Step by Step Guide PDFKrish VeniNo ratings yet
- Sri Hanuman Chalisa in HindiDocument3 pagesSri Hanuman Chalisa in HindiSrivatsa97% (31)
- How To Lead Business Plan Deployment: Value Chain Competitiveness (VCC)Document19 pagesHow To Lead Business Plan Deployment: Value Chain Competitiveness (VCC)suhasNo ratings yet
- Lean Six Sigma Some Basic ConceptsDocument15 pagesLean Six Sigma Some Basic ConceptsemmdmkNo ratings yet
- Lean Six Sigma Some Basic ConceptsDocument15 pagesLean Six Sigma Some Basic ConceptsemmdmkNo ratings yet
- Lean Six Sigma Some Basic ConceptsDocument15 pagesLean Six Sigma Some Basic ConceptsemmdmkNo ratings yet
- Six Sigma A Complete Step by Step Guide PDFDocument829 pagesSix Sigma A Complete Step by Step Guide PDFKrish VeniNo ratings yet
- MSDS Paint Thinner PDFDocument6 pagesMSDS Paint Thinner PDFwidyNo ratings yet
- Six Sigma Tools For Early Adopters Autor Rick Hefner, Jeannine SiviyDocument131 pagesSix Sigma Tools For Early Adopters Autor Rick Hefner, Jeannine SiviysuhasNo ratings yet
- Lean Six Sigma Some Basic ConceptsDocument15 pagesLean Six Sigma Some Basic ConceptsemmdmkNo ratings yet
- Six Sigma A Complete Step by Step Guide PDFDocument829 pagesSix Sigma A Complete Step by Step Guide PDFKrish VeniNo ratings yet
- MSDS Paint Thinner PDFDocument6 pagesMSDS Paint Thinner PDFwidyNo ratings yet
- Six Sigma A Complete Step by Step Guide PDFDocument829 pagesSix Sigma A Complete Step by Step Guide PDFKrish VeniNo ratings yet
- Six Sigma A Complete Step by Step Guide PDFDocument829 pagesSix Sigma A Complete Step by Step Guide PDFKrish VeniNo ratings yet
- Six Sigma A Complete Step by Step Guide PDFDocument829 pagesSix Sigma A Complete Step by Step Guide PDFKrish VeniNo ratings yet
- Six Sigma Tools For Early Adopters Autor Rick Hefner, Jeannine SiviyDocument131 pagesSix Sigma Tools For Early Adopters Autor Rick Hefner, Jeannine SiviysuhasNo ratings yet
- Six Sigma Tools For Early Adopters Autor Rick Hefner, Jeannine SiviyDocument131 pagesSix Sigma Tools For Early Adopters Autor Rick Hefner, Jeannine SiviysuhasNo ratings yet
- Lean Six Sigma Some Basic ConceptsDocument15 pagesLean Six Sigma Some Basic ConceptsemmdmkNo ratings yet
- Lean Six Sigma Some Basic ConceptsDocument15 pagesLean Six Sigma Some Basic ConceptsemmdmkNo ratings yet
- Six Sigma Tools For Early Adopters Autor Rick Hefner, Jeannine SiviyDocument131 pagesSix Sigma Tools For Early Adopters Autor Rick Hefner, Jeannine SiviysuhasNo ratings yet
- Six Sigma A Complete Step by Step Guide PDFDocument829 pagesSix Sigma A Complete Step by Step Guide PDFKrish VeniNo ratings yet
- System MDR 8400Document150 pagesSystem MDR 8400JESUSCALVILLONo ratings yet
- Enema Admininstration: Rosanna P. Suva, Man, RNDocument32 pagesEnema Admininstration: Rosanna P. Suva, Man, RNReignallienn Inocencio MartinNo ratings yet
- Document GDocument30 pagesDocument GWLLM100% (2)
- Instruction Manual - 93 PDFDocument262 pagesInstruction Manual - 93 PDFAndrew Z100% (1)
- Front Axle, Tie Rod and Drag Link (A21) - 20: Parts ListDocument4 pagesFront Axle, Tie Rod and Drag Link (A21) - 20: Parts ListdgloshenNo ratings yet
- 2006 Conference On IEEE 1588 - TutorialDocument57 pages2006 Conference On IEEE 1588 - TutorialliolioskNo ratings yet
- Ass AsDocument25 pagesAss AsMukesh BishtNo ratings yet
- Natal Chart ReportDocument23 pagesNatal Chart ReportEvelyn WilsonNo ratings yet
- Egg, Boiled: Nutrition FactsDocument5 pagesEgg, Boiled: Nutrition FactsbolajiNo ratings yet
- B-64603en-1 - 01 (v3) - Vol2 - 0if Connection Manual (Function)Document900 pagesB-64603en-1 - 01 (v3) - Vol2 - 0if Connection Manual (Function)SergioNo ratings yet
- ME2208 Fluid Mechanics and Machinery Lab ManualDocument54 pagesME2208 Fluid Mechanics and Machinery Lab ManualSenthil ArumugamNo ratings yet
- Rieter k42 Brochure 2539 v3 - 89691 en PDFDocument28 pagesRieter k42 Brochure 2539 v3 - 89691 en PDFAjay Singh ShekhawatNo ratings yet
- MonkayoDocument12 pagesMonkayoJabezNo ratings yet
- Manitou Forklift MLT 845 Part ManualDocument22 pagesManitou Forklift MLT 845 Part Manualedwardgibson140898sib100% (16)
- Class 8 Imo 5 Years e Book l2 2017 (PDF - Io)Document7 pagesClass 8 Imo 5 Years e Book l2 2017 (PDF - Io)JaySharan50% (2)
- The Relationship of Language Development and Nutritional Status of The Child in The Region South of The City of Kediri Region Public HealthDocument12 pagesThe Relationship of Language Development and Nutritional Status of The Child in The Region South of The City of Kediri Region Public Healthdoddyk kurniawanNo ratings yet
- Technical Specifications For LT/HT, XLPE Insulated Aluminium/Copper CablesDocument49 pagesTechnical Specifications For LT/HT, XLPE Insulated Aluminium/Copper CablesAjay KumarNo ratings yet
- Thermal Engineering IDocument30 pagesThermal Engineering IRamphani NunnaNo ratings yet
- DIO 20. ZAŠTITA PRI RADU I SMJEŠTAJ POSADE Jan 2015Document44 pagesDIO 20. ZAŠTITA PRI RADU I SMJEŠTAJ POSADE Jan 2015Samo SpontanostNo ratings yet
- Combustion Instabilities in Gas Turbine Engines PDFDocument2 pagesCombustion Instabilities in Gas Turbine Engines PDFPatrickNo ratings yet
- Examination, June/July: ExplainDocument6 pagesExamination, June/July: ExplainSandesh KulalNo ratings yet
- Anatomy-Head and NeckDocument94 pagesAnatomy-Head and NeckXahid IqbalNo ratings yet
- Sheet Service - SKT80SDocument3 pagesSheet Service - SKT80SAnanda risaNo ratings yet
- Echo SounderDocument2 pagesEcho SounderDimas AnggaNo ratings yet
- CU50 Service ManualDocument30 pagesCU50 Service ManualjhalmarckNo ratings yet
- BEAM PlusDocument219 pagesBEAM PlusEdwinLeungNo ratings yet
- How To Use A MicroscopeDocument12 pagesHow To Use A MicroscopeTommy LeungNo ratings yet
- ProgrammableFlow Intro - Sep2011Document39 pagesProgrammableFlow Intro - Sep2011Serge StasovNo ratings yet
- Mic Fright and Camera PanicDocument5 pagesMic Fright and Camera PanicNica Arizapa100% (1)
- Microprocessors and Microcontroller System PDFDocument95 pagesMicroprocessors and Microcontroller System PDFRusty 69No ratings yet