You might also like
- Viscosity Lab ReportDocument13 pagesViscosity Lab ReportBASEKI JANI100% (4)
- WSS M2P180 DDocument12 pagesWSS M2P180 DJuan Angel DechimaNo ratings yet
- Sheet Metal Forming ProcessesDocument34 pagesSheet Metal Forming ProcessesIzi100% (12)
- ©2007 John Wiley & Sons, Inc. M P Groover, Fundamentals of Modern Manufacturing 3/eDocument51 pages©2007 John Wiley & Sons, Inc. M P Groover, Fundamentals of Modern Manufacturing 3/eMurat AydinNo ratings yet
- Unit 2Document104 pagesUnit 2Sagar DhageNo ratings yet
- Unit-3 (1-40)Document38 pagesUnit-3 (1-40)jasvinder singhNo ratings yet
- Rolling Other Deformation Processes Related To Rolling Forging Other Deformation Processes Related To Forging Extrusion Wire and Bar DrawingDocument68 pagesRolling Other Deformation Processes Related To Rolling Forging Other Deformation Processes Related To Forging Extrusion Wire and Bar Drawingrammit2007No ratings yet
- Ch17 Metal FormingDocument37 pagesCh17 Metal FormingSaman BrookhimNo ratings yet
- Fundamentos de DeformaciónDocument24 pagesFundamentos de DeformaciónLily Margareth ArrietaNo ratings yet
- Unit 3 IntriductionDocument26 pagesUnit 3 Intriductionjasvinder singhNo ratings yet
- Sheet Metalworking: ©2007 John Wiley & Sons, Inc. M P Groover, Fundamentals of Modern Manufacturing 3/eDocument38 pagesSheet Metalworking: ©2007 John Wiley & Sons, Inc. M P Groover, Fundamentals of Modern Manufacturing 3/eadvancetenNo ratings yet
- Mechanical and Other Methods of Change of FormDocument45 pagesMechanical and Other Methods of Change of FormashishghadiyaNo ratings yet
- Bulk Deformation Processes in MetalworkingDocument20 pagesBulk Deformation Processes in MetalworkingKevin Mo KorirhillaNo ratings yet
- Plastic Deformation Tool Die Yield STR Ength Geometry of The Die. Stresses Applied Co Mpressive Stretch Bend Shear StressesDocument102 pagesPlastic Deformation Tool Die Yield STR Ength Geometry of The Die. Stresses Applied Co Mpressive Stretch Bend Shear StressesEbrahim AliNo ratings yet
- Mme 431 CH15Document47 pagesMme 431 CH15Khalid WaleedNo ratings yet
- Forging of MetalsDocument31 pagesForging of MetalsSaiful IslamNo ratings yet
- Sheet Metalworking: ©2007 John Wiley & Sons, Inc. M P Groover, Fundamentals of ModernDocument28 pagesSheet Metalworking: ©2007 John Wiley & Sons, Inc. M P Groover, Fundamentals of ModernSriram MuruganNo ratings yet
- Sheet Metalworking: ©2007 John Wiley & Sons, Inc. M P Groover, Fundamentals of ModernDocument28 pagesSheet Metalworking: ©2007 John Wiley & Sons, Inc. M P Groover, Fundamentals of ModernMukulNo ratings yet
- Defects in Metal Forming Processes: Prepared By:-Amitkumar R. ShelarDocument22 pagesDefects in Metal Forming Processes: Prepared By:-Amitkumar R. ShelarKarun PeriyasamyNo ratings yet
- Defects in Metal Forming Processes: Prepared By:-Amitkumar R. ShelarDocument22 pagesDefects in Metal Forming Processes: Prepared By:-Amitkumar R. ShelarCepi Sindang KamulanNo ratings yet
- Bulk Deformation Processes in MetalworkingDocument39 pagesBulk Deformation Processes in MetalworkingSaAhRaNo ratings yet
- Bulk Deformation Processes ForgingDocument23 pagesBulk Deformation Processes ForgingIzi100% (7)
- L8 - Bulk Deformation ProcessingDocument70 pagesL8 - Bulk Deformation ProcessingAstha PantNo ratings yet
- Chapter 3 MFG IIDocument145 pagesChapter 3 MFG IITiliksew Wudie Assabe100% (1)
- 05 Ch3 ForgingDocument26 pages05 Ch3 ForgingKamil BudimanNo ratings yet
- Sheet Metal WorkingDocument66 pagesSheet Metal Workingsamurai7_77No ratings yet
- L5 - Ta201p (05.07.2021)Document84 pagesL5 - Ta201p (05.07.2021)quick winnerNo ratings yet
- Metal Forming Process: Unit IIDocument89 pagesMetal Forming Process: Unit IIgiriaj kokareNo ratings yet
- Unit-3, Metal Froming ProcessDocument83 pagesUnit-3, Metal Froming ProcessMudit MaheshwariNo ratings yet
- CH 23Document61 pagesCH 23Anonymous 9yhXGZVNo ratings yet
- Fundamentals of Metal FormingDocument39 pagesFundamentals of Metal FormingAakash AgarwalNo ratings yet
- Lecture 2Document35 pagesLecture 2Om PrakashNo ratings yet
- Metal Forming Processes Unit-IDocument9 pagesMetal Forming Processes Unit-IDimas Mahendra P BozerNo ratings yet
- Bulk Deformation AssignmentDocument9 pagesBulk Deformation AssignmentMuhammad FasihNo ratings yet
- Fundamentals of Metal CastingDocument53 pagesFundamentals of Metal CastingRohail AfzalNo ratings yet
- Fundamental of Metal FormingDocument5 pagesFundamental of Metal FormingAnuj BhardwajNo ratings yet
- FormingDocument10 pagesFormingYashwanth D RNo ratings yet
- Principles Rolling ProcessesDocument7 pagesPrinciples Rolling ProcessesMossstazzzaNo ratings yet
- Chapter 4-Bulk Deformation ProcessesDocument38 pagesChapter 4-Bulk Deformation ProcessesG. Dancer GhNo ratings yet
- Metal forming processesDocument91 pagesMetal forming processesSuneth TharakaNo ratings yet
- Topic#1 Metal Forming ProcessesDocument69 pagesTopic#1 Metal Forming ProcessesRam SharmaNo ratings yet
- Metal Forming Processes Guide: Forging, Rolling & MoreDocument46 pagesMetal Forming Processes Guide: Forging, Rolling & MorearhlboyNo ratings yet
- Fundementals of Metal FormingDocument23 pagesFundementals of Metal FormingMasa FuadNo ratings yet
- EMM 315 Materials Forming Processes - METAL FORMINGDocument91 pagesEMM 315 Materials Forming Processes - METAL FORMINGKimani JohnNo ratings yet
- ME491-Ch 2Document36 pagesME491-Ch 2Yazan MannaNo ratings yet
- 2.1 Overview of Metal FormingDocument8 pages2.1 Overview of Metal FormingWillykateKairuNo ratings yet
- MEE 332 05 RollingDocument27 pagesMEE 332 05 RollingAhmed AbdulrhmanNo ratings yet
- Finite Element Analysis of V-Die Bending ProcessDocument23 pagesFinite Element Analysis of V-Die Bending Processmaitoravi78No ratings yet
- Forging Process GuideDocument25 pagesForging Process GuideAdityasinh DesaiNo ratings yet
- Cold Forming of MetalsDocument9 pagesCold Forming of Metalsanakngtukneneyahoo.comNo ratings yet
- Metal Forming Pembentukan Logam 2Document49 pagesMetal Forming Pembentukan Logam 2Yoga Prdn SsflNo ratings yet
- CCM LITERATURADocument33 pagesCCM LITERATURAJose Marval RodriguezNo ratings yet
- Chapter 4-2 Sheet Metal FormingDocument19 pagesChapter 4-2 Sheet Metal FormingIhsan SamohNo ratings yet
- Material Removal Processes: ©2007 John Wiley & Sons, Inc. M P Groover, Fundamentals of Modern Manufacturing 3/eDocument43 pagesMaterial Removal Processes: ©2007 John Wiley & Sons, Inc. M P Groover, Fundamentals of Modern Manufacturing 3/eVikas MishraNo ratings yet
- ForgingDocument56 pagesForgingZulfikarUdenNo ratings yet
- Fundamentals of Metal FormingDocument22 pagesFundamentals of Metal Formingelmar waruwuNo ratings yet
- Fundamentals of Metal FormingDocument38 pagesFundamentals of Metal FormingriyannnNo ratings yet
- Rock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesFrom EverandRock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesNo ratings yet
- Heat Trasnfer in EnginesDocument29 pagesHeat Trasnfer in Enginesmohan ladiNo ratings yet
- Common Weld Defects and NDT MethodsDocument17 pagesCommon Weld Defects and NDT Methodsmohan ladiNo ratings yet
- Common Weld Defects and NDT MethodsDocument17 pagesCommon Weld Defects and NDT Methodsmohan ladiNo ratings yet
- MCE 4433 ICE Formula Sheet V3Document2 pagesMCE 4433 ICE Formula Sheet V3mohan ladiNo ratings yet
- Heat Trasnfer in EnginesDocument29 pagesHeat Trasnfer in Enginesmohan ladiNo ratings yet
- Part 4 - Machining ProcessesDocument84 pagesPart 4 - Machining Processesmohan ladi100% (1)
- Part 6 - Sheet Metal WorkingDocument46 pagesPart 6 - Sheet Metal Workingmohan ladiNo ratings yet
- Part 1-Introduction Manufacturing - # 1Document53 pagesPart 1-Introduction Manufacturing - # 1mohan ladiNo ratings yet
- Part 2 - Casting ProcessDocument90 pagesPart 2 - Casting Processmohan ladiNo ratings yet
- Eengineering FE MANUALDocument11 pagesEengineering FE MANUALmohan ladiNo ratings yet
- IbpsDocument1 pageIbpsmohan ladiNo ratings yet
- BS en 10088-4-2009Document48 pagesBS en 10088-4-2009khanhNo ratings yet
- Turnout 7Document79 pagesTurnout 7Suciu FlorinNo ratings yet
- 3 - Engineering Critical Analyses To BS 7910 - in UK Guide On Methods For Assessing The Acceptability of Flaws in Metallic StructurDocument11 pages3 - Engineering Critical Analyses To BS 7910 - in UK Guide On Methods For Assessing The Acceptability of Flaws in Metallic StructurRenato Vargas100% (1)
- GFCI and Electrical Safety GuideDocument38 pagesGFCI and Electrical Safety GuideMass MariNo ratings yet
- Tension Pile Analysis and Design - 04-06Document10 pagesTension Pile Analysis and Design - 04-06KalpanaNo ratings yet
- Quotation Format 01-05-2022Document2 pagesQuotation Format 01-05-2022m nickNo ratings yet
- Benjamin Sawyer PortfolioDocument20 pagesBenjamin Sawyer PortfolioBen SawyerNo ratings yet
- Multi Storey Building FramesDocument24 pagesMulti Storey Building Framespriyanka0% (2)
- 253 PDS AiDocument4 pages253 PDS AiAchraf BoudayaNo ratings yet
- CG-107-F Bulk EarthworksDocument1 pageCG-107-F Bulk EarthworksJose AmorimNo ratings yet
- BoilerDocument23 pagesBoileronspsnons123100% (1)
- Metric Design Guide: (PBS-PQ260)Document53 pagesMetric Design Guide: (PBS-PQ260)Sunil IistNo ratings yet
- Professional lighting solutions under 40 charactersDocument14 pagesProfessional lighting solutions under 40 charactersAhmed salahNo ratings yet
- Steel Bridge Design using FEM AnalysisDocument47 pagesSteel Bridge Design using FEM AnalysisROHANNo ratings yet
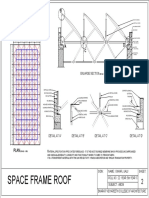
- Space frame roof structure designDocument1 pageSpace frame roof structure designChndrashekhar DombNo ratings yet
- Rajasthan Technical University, Kota: SyllabusDocument1 pageRajasthan Technical University, Kota: SyllabusRitesh PatidarNo ratings yet
- Periodic Inspection of Static Cryoginic VesselsDocument12 pagesPeriodic Inspection of Static Cryoginic VesselsAnonymous 1XHScfCINo ratings yet
- 234 2852 PDFDocument8 pages234 2852 PDFOmar Faruqe ArmanNo ratings yet
- Electrical Installation Booklet Shipyard Standards: Marine Institute of Memorial University of NewfoundlandDocument81 pagesElectrical Installation Booklet Shipyard Standards: Marine Institute of Memorial University of NewfoundlandHoangNo ratings yet
- Emd00099en JWP26CDocument4 pagesEmd00099en JWP26CLupu Ane MarieNo ratings yet
- Advanced Ceramics - The New Frontier in Modern-Day Technology: Part IDocument9 pagesAdvanced Ceramics - The New Frontier in Modern-Day Technology: Part IAbdi EphremNo ratings yet
- Section 12090 UpholsteryDocument4 pagesSection 12090 UpholsteryMØhãmmed ØwięsNo ratings yet
- ICC Review of Plycem Panels PDFDocument2 pagesICC Review of Plycem Panels PDFAnonymous Swxkz6OsEd100% (1)
- ClimalifeDocument5 pagesClimalifeVicente AlarconNo ratings yet
- Basics of Mechanical Engineering Lab ManualDocument7 pagesBasics of Mechanical Engineering Lab ManualRyan TogononNo ratings yet
- Internal Pressure Analysis Acc. To EN 13480-3 (Edit. 2017) : Input DataDocument2 pagesInternal Pressure Analysis Acc. To EN 13480-3 (Edit. 2017) : Input DataDomagoj ButumovićNo ratings yet
- 6 GeosyntheticsDocument142 pages6 GeosyntheticsRaúl Robledo100% (1)
- EnerSys Mseries SpecsDocument2 pagesEnerSys Mseries Specsibs434No ratings yet
- Qdoc - Tips Astm A108Document4 pagesQdoc - Tips Astm A108Israel de Freitas CarvalhoNo ratings yet