You might also like
- Resistance Spot Welding ExplainedDocument13 pagesResistance Spot Welding ExplainedAashishSethiNo ratings yet
- Lucas-TVS Parts Catalogue with Warranty Terms and PricingDocument188 pagesLucas-TVS Parts Catalogue with Warranty Terms and Pricingapalvora4u75% (12)
- MFG II 3182 Chapter 2Document74 pagesMFG II 3182 Chapter 2Naol EmanaNo ratings yet
- Safety Precautions and Assembly Procedures for Heavy Construction EquipmentDocument223 pagesSafety Precautions and Assembly Procedures for Heavy Construction EquipmentIsmail ReccaNo ratings yet
- Ford Motor Companys Financial AnalysisDocument22 pagesFord Motor Companys Financial AnalysisD ANo ratings yet
- Gas Station Business PlanDocument31 pagesGas Station Business Plangggg666667g80% (35)
- Fundamentals of Vehicle Dynamics by Thomas D GillespieDocument99 pagesFundamentals of Vehicle Dynamics by Thomas D GillespieYogesh Chandrawanshi0% (1)
- Volvo Construction - Diesel Engine PartsDocument50 pagesVolvo Construction - Diesel Engine Partshuskerchamps100% (5)
- Construction Machinery-1Document57 pagesConstruction Machinery-1Rauf KhanNo ratings yet
- Resistance WeldingDocument21 pagesResistance WeldingAyush KumarNo ratings yet
- GA 160! - AssemblyDocument7 pagesGA 160! - Assemblymohamed100% (1)
- Resistance Welding: Resistance Welding Is A Pressure Welding Technique Using HighDocument32 pagesResistance Welding: Resistance Welding Is A Pressure Welding Technique Using HighPratik ThakerNo ratings yet
- On Resistance WeldingDocument18 pagesOn Resistance WeldingMadhup Kulshrestha100% (1)
- Principle of Arc WeldingDocument60 pagesPrinciple of Arc Weldingsamurai7_7786% (7)
- Electric Welding: Some of The Advantages of Welding AreDocument11 pagesElectric Welding: Some of The Advantages of Welding ArePriyadarshi MNo ratings yet
- Spot Welding Process and ApplicationsDocument10 pagesSpot Welding Process and ApplicationsAcerz VillagraciaNo ratings yet
- Fuse Box Diagram Mercedes Sprinter W901 W902 W903 W904 W905Document8 pagesFuse Box Diagram Mercedes Sprinter W901 W902 W903 W904 W905Klasserei Lda100% (1)
- Gardenrailissue 329 January 2022Document52 pagesGardenrailissue 329 January 2022Martijn HinfelaarNo ratings yet
- AS350 B3 CH 3 - Main Rotor Drive SystemDocument37 pagesAS350 B3 CH 3 - Main Rotor Drive SystemAntonio Bedoya100% (2)
- Chapter 7 Segmentation, Targeting, and Positioning: Global Marketing, 10e (Green/Keegan)Document29 pagesChapter 7 Segmentation, Targeting, and Positioning: Global Marketing, 10e (Green/Keegan)miranjdNo ratings yet
- Welding Processes ExplainedDocument20 pagesWelding Processes ExplainedNawaz RafiqueNo ratings yet
- Electric welding guideDocument19 pagesElectric welding guideRaghupatruni SowmyaNo ratings yet
- Electric Welding: Unit-IiDocument41 pagesElectric Welding: Unit-IiKUMAR SNo ratings yet
- Electric Welding ProcessesDocument19 pagesElectric Welding ProcessesUnzillahNo ratings yet
- Advanced Welding Process and Inspection: Q Α I R t Q= k I RtDocument22 pagesAdvanced Welding Process and Inspection: Q Α I R t Q= k I RtDarshan SNo ratings yet
- Resis Weld 28 May 09Document22 pagesResis Weld 28 May 09skumarNo ratings yet
- Resistance WeldingDocument19 pagesResistance WeldingJustin McClendon100% (1)
- Welding and Allied ProcessesDocument48 pagesWelding and Allied ProcessesFarazAhmed100% (1)
- Electric Welding Processes GuideDocument32 pagesElectric Welding Processes GuideAMAR CHAND MEENANo ratings yet
- Electric WeldingDocument56 pagesElectric WeldingKilaru Sai KiranNo ratings yet
- Experiment No 02: AIM To Study Resistance Welding & Its SetupDocument6 pagesExperiment No 02: AIM To Study Resistance Welding & Its Setuprahul9981759900No ratings yet
- BTI1133 Ch31Document40 pagesBTI1133 Ch31ACC SHNo ratings yet
- Resistance WeldingDocument27 pagesResistance WeldingridaNo ratings yet
- Joining Processes and Welding TypesDocument7 pagesJoining Processes and Welding TypesarunkumarnoolaNo ratings yet
- Notes-22 7Document20 pagesNotes-22 7Dan JonNo ratings yet
- Lec 14Document17 pagesLec 14poulomi gangulyNo ratings yet
- Welding Technology Unit 6008Document10 pagesWelding Technology Unit 6008loganathanNo ratings yet
- Electron Beam Welding Process - Equipment's, Working Principle With DiagramDocument7 pagesElectron Beam Welding Process - Equipment's, Working Principle With DiagramDr.S.Ravi CITNo ratings yet
- 1585680360EEE 552 Slides-Pt3Document14 pages1585680360EEE 552 Slides-Pt3ksrmuruganNo ratings yet
- Resistance Welding ProcessesDocument17 pagesResistance Welding ProcessesRamoji Aditya CharyNo ratings yet
- WELDINGDocument94 pagesWELDINGharshaNo ratings yet
- Fundamentals of Electric Resistance WeldingDocument40 pagesFundamentals of Electric Resistance WeldingRajkumar ArumugamNo ratings yet
- Electro Mechanical PartDocument18 pagesElectro Mechanical Partmahendra161024No ratings yet
- Resistance WeldingDocument5 pagesResistance WeldingJoel BrasilBorgesNo ratings yet
- Engineering Practice: Assignment # 01Document8 pagesEngineering Practice: Assignment # 01Saad Ur Rehman AftabNo ratings yet
- CH 5Document49 pagesCH 5MuhammadMansoorGoharNo ratings yet
- 6,7-Forge Welding, Resistance WeldingDocument13 pages6,7-Forge Welding, Resistance WeldingRamu AmaraNo ratings yet
- Welding Details Slide - 1Document32 pagesWelding Details Slide - 1Azmain IktedarNo ratings yet
- 3.10. Flash, Thermit, FrictionDocument14 pages3.10. Flash, Thermit, FrictionVINAY BHASKARNo ratings yet
- Arc Welding SessionalDocument13 pagesArc Welding Sessionalnehar shubheschaNo ratings yet
- 2 WeldingDocument24 pages2 WeldingpriyanshuvraoNo ratings yet
- Welding, Soldering and BrazingDocument11 pagesWelding, Soldering and BrazingAyush 100niNo ratings yet
- MEC230 Unit 2 Solid State Welding ProcessesDocument33 pagesMEC230 Unit 2 Solid State Welding ProcessesAditya Kumar100% (2)
- Manufacturing ProcessesDocument10 pagesManufacturing ProcessesHasnain AshrafNo ratings yet
- PPAC Module - III Welding-1Document14 pagesPPAC Module - III Welding-1Albin DonyNo ratings yet
- Firiction Welding NoteDocument18 pagesFiriction Welding Noteይታገሡ ተሥፋዬNo ratings yet
- Resistance WeldingDocument18 pagesResistance WeldingAnand JainNo ratings yet
- Spot & TIG WeldingDocument17 pagesSpot & TIG WeldingMostafizur Rahman SobujNo ratings yet
- MOdern Welding ProcessesDocument25 pagesMOdern Welding ProcessesAnwar Sadath M A50% (2)
- Metal Joining Processes: List Types of Welding, Description With Sketches of Arc Welding, Soldering and Brazing and Their ApplicationsDocument21 pagesMetal Joining Processes: List Types of Welding, Description With Sketches of Arc Welding, Soldering and Brazing and Their ApplicationseldhosekjnitNo ratings yet
- Sravan WeldingDocument16 pagesSravan WeldingSravan Kumar50No ratings yet
- SMAW Welding Guide for 4130 SteelDocument39 pagesSMAW Welding Guide for 4130 SteelSwapnil ModakNo ratings yet
- Resistance Welding ProcessesDocument63 pagesResistance Welding ProcessesJay DaveNo ratings yet
- WeldingDocument12 pagesWeldingChaudhry BrothersNo ratings yet
- Arc Welding GuideDocument7 pagesArc Welding GuideJuanNo ratings yet
- A Seminar Report On Friction WeldingDocument12 pagesA Seminar Report On Friction Weldingpatel ketan70% (10)
- Solid State WeldingDocument61 pagesSolid State Weldingakramakram123No ratings yet
- Chapter 5 Metal Joinig ProcessesDocument88 pagesChapter 5 Metal Joinig Processesdagimawgchew777No ratings yet
- Essential Guide to Resistance WeldingDocument45 pagesEssential Guide to Resistance WeldingAntony SiregarNo ratings yet
- Unit 3 & 4 Chapter 6.1Document19 pagesUnit 3 & 4 Chapter 6.1MazharNo ratings yet
- Welding ShopDocument4 pagesWelding ShopAmarjeet Singh (Assistant Professor- Mechanical Engineer)No ratings yet
- Manufacturing IIDocument11 pagesManufacturing IINaol EmanaNo ratings yet
- MFG II 3182 Chapter 3Document38 pagesMFG II 3182 Chapter 3Naol EmanaNo ratings yet
- MFG II 3182 Chapter 1Document58 pagesMFG II 3182 Chapter 1Naol EmanaNo ratings yet
- Manufacturing Technology Lab ManualDocument16 pagesManufacturing Technology Lab ManualratchagarajaNo ratings yet
- 22/0.415 KV, 1000KVA TRANSFORMER Technical Specification: Balmer Lawrie & CoDocument13 pages22/0.415 KV, 1000KVA TRANSFORMER Technical Specification: Balmer Lawrie & Coshan shanzNo ratings yet
- EMD FT Operator's ManualDocument96 pagesEMD FT Operator's ManualHoracio LedesmaNo ratings yet
- Commutator in DC MotorDocument2 pagesCommutator in DC MotorArmy Joel MarianoNo ratings yet
- Safety Tips While Using Concrete Mixer at Construction SiteDocument1 pageSafety Tips While Using Concrete Mixer at Construction SiteAbegail BernabeNo ratings yet
- Manual de Usuario Creader 129E EspanolDocument15 pagesManual de Usuario Creader 129E EspanolEiber Eloy AzuajeNo ratings yet
- Operation Section GuideDocument15 pagesOperation Section GuidePreett Rajin MenabungNo ratings yet
- V228 Brochure 7-07-HiDocument2 pagesV228 Brochure 7-07-Higuichen wangNo ratings yet
- Autopilot Propilot - 725Document36 pagesAutopilot Propilot - 725RDNo ratings yet
- Cut-Pads Distribuidor AP Racing Brake Pads Reference GuideDocument9 pagesCut-Pads Distribuidor AP Racing Brake Pads Reference GuideCentauros BCNo ratings yet
- A Brief Introduction To Controller Area Network PDFDocument6 pagesA Brief Introduction To Controller Area Network PDFSivaNo ratings yet
- Service Report Tooling WearDocument47 pagesService Report Tooling WearZ1ldj1an Z1ldj1anNo ratings yet
- Exhibitors Participated in ElecramaDocument4 pagesExhibitors Participated in ElecramaMujib AlamNo ratings yet
- ST352 Sales Presentation 1-6-2005Document26 pagesST352 Sales Presentation 1-6-2005Jesus David Perez OrdóñezNo ratings yet
- Agco 819799 AK043026-1 PageDocument2 pagesAgco 819799 AK043026-1 PageGilang Patra Prendayasa100% (1)
- E38 Front Wheel Bearing RemovalDocument4 pagesE38 Front Wheel Bearing Removalsuatma DjieNo ratings yet
- Class 5 Simple MachinesDocument1 pageClass 5 Simple Machinespriyansu DattaNo ratings yet
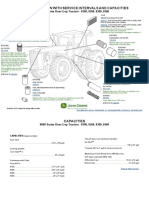
- Filter Overview With Service Intervals and Capacities: 8000 Series Row-Crop Tractors - 8100, 8200, 8300, 8400Document2 pagesFilter Overview With Service Intervals and Capacities: 8000 Series Row-Crop Tractors - 8100, 8200, 8300, 8400Alejandro DhoNo ratings yet
- Carraro 20.28Document10 pagesCarraro 20.28Mindaugas MonkevičiusNo ratings yet
- ME323 Assignment 1Document2 pagesME323 Assignment 1sbsharma5190No ratings yet