You might also like
- Astm A780Document4 pagesAstm A780Raúl Venegas Munita100% (5)
- SSPC SP16 Brush-Off Blast CleaningDocument5 pagesSSPC SP16 Brush-Off Blast Cleaninglonglong300388% (17)
- SSPC SP16 Brush-Off Blast CleaningDocument5 pagesSSPC SP16 Brush-Off Blast Cleaninglonglong300388% (17)
- SSPC SP16 Brush-Off Blast CleaningDocument5 pagesSSPC SP16 Brush-Off Blast Cleaninglonglong300388% (17)
- Surface Preparation Specification No. 15: SSPC: The Society For Protective CoatingsDocument6 pagesSurface Preparation Specification No. 15: SSPC: The Society For Protective CoatingsManolo CastilloNo ratings yet
- Surface Preparation Specification No. 15: SSPC: The Society For Protective CoatingsDocument6 pagesSurface Preparation Specification No. 15: SSPC: The Society For Protective CoatingsManolo CastilloNo ratings yet
- SSPC SP7 PDFDocument5 pagesSSPC SP7 PDFMelissa Edith Vega Reynoso100% (1)
- SSPC SP7 PDFDocument5 pagesSSPC SP7 PDFMelissa Edith Vega Reynoso100% (1)
- SSPC Pa1Document12 pagesSSPC Pa1romeroberna100% (1)
- SSPC SP3Document2 pagesSSPC SP3hidromecanico78% (9)
- SSPC PA Guide 10Document4 pagesSSPC PA Guide 10FCT100% (1)
- Aerospace Material Specification: Steel, Chrome-Molybdenum (4130) Bars and Reforging Stock (Aircraft Quality)Document14 pagesAerospace Material Specification: Steel, Chrome-Molybdenum (4130) Bars and Reforging Stock (Aircraft Quality)shas59533% (3)
- ASTM A780A780M - 09 (Reapproved 2015) Standard Practice For Repair of Damaged and Uncoated Areas of Hot-Dip Galvanized Coatings1Document4 pagesASTM A780A780M - 09 (Reapproved 2015) Standard Practice For Repair of Damaged and Uncoated Areas of Hot-Dip Galvanized Coatings1Thomas Farfan100% (2)
- Supplier Quality Agreement TemplateDocument5 pagesSupplier Quality Agreement Templatejuda823100% (3)
- SSPC SP11Document6 pagesSSPC SP11บวรลักษณ์ จ้อยโหมด50% (2)
- Surface PreparationDocument8 pagesSurface PreparationimyparkarNo ratings yet
- SSPC sp1Document2 pagesSSPC sp1beberly_torres0% (1)
- Inspection Check List 2Document34 pagesInspection Check List 2r.devendranNo ratings yet
- SSPC SP1Document2 pagesSSPC SP1longlong3003100% (2)
- 3 Coat SpecsDocument4 pages3 Coat SpecsSarathiraja SekarNo ratings yet
- AMS 2649 - Rev - CDocument7 pagesAMS 2649 - Rev - CRathnakumara Kemmara100% (1)
- Surface Roughness ComparatorDocument2 pagesSurface Roughness Comparatorlonglong3003100% (1)
- SSPC Guide 6Document16 pagesSSPC Guide 6kishorekumar.animu50% (2)
- SSPC-SP2 Hand Tool Cleaning PDFDocument2 pagesSSPC-SP2 Hand Tool Cleaning PDFsuriyaNo ratings yet
- SSPC-SP 1 Solvent Cleaning PDFDocument2 pagesSSPC-SP 1 Solvent Cleaning PDFbhadresh_prajapati_188% (8)
- SSPC AB1 Standard For Mineral and Slag AbrasivesDocument5 pagesSSPC AB1 Standard For Mineral and Slag Abrasiveslonglong3003100% (1)
- SSPC SP 7 Brush OffDocument6 pagesSSPC SP 7 Brush OffPipeMelgarejoLopezNo ratings yet
- F.sq-p-009 Rev. 0 Procedure For Inspection of Rotating EquipmentDocument13 pagesF.sq-p-009 Rev. 0 Procedure For Inspection of Rotating EquipmentIksan Adityo Mulyo100% (1)
- SSPC AB3 Standard For Ferrous Metallic AbrasiveDocument6 pagesSSPC AB3 Standard For Ferrous Metallic Abrasivelonglong3003100% (1)
- SSPC SP3Document2 pagesSSPC SP3Jose AngelNo ratings yet
- Sspc-Ab 2Document3 pagesSspc-Ab 2HafidzManafNo ratings yet
- Sspc-Ab 2Document3 pagesSspc-Ab 2HafidzManafNo ratings yet
- Astm D-4214Document4 pagesAstm D-4214Ahmad RoyaniNo ratings yet
- Ayuda Asme B36.10M PDFDocument26 pagesAyuda Asme B36.10M PDFEdgargar100% (1)
- SSPC-SP 11Document5 pagesSSPC-SP 11topdrive100% (3)
- SSPC-SP 11Document5 pagesSSPC-SP 11topdrive100% (3)
- Technology Update No. 7Document24 pagesTechnology Update No. 7aRiTo!No ratings yet
- Sspc-Pa9 1311669483Document5 pagesSspc-Pa9 1311669483mrreach100% (1)
- Sspc-Pa Guide 3 PDFDocument16 pagesSspc-Pa Guide 3 PDFvricardol100% (1)
- SSPC Vis 1Document2 pagesSSPC Vis 1cesar100% (3)
- Searox Technical GuidelinesDocument124 pagesSearox Technical GuidelinesbrunoNo ratings yet
- AIM Vs OUMDocument6 pagesAIM Vs OUMgvsekarNo ratings yet
- SSPC SP 17Document8 pagesSSPC SP 17German Favela100% (3)
- Attachment 1 Company ProfileDocument45 pagesAttachment 1 Company Profilelemuel bacsaNo ratings yet
- SSPC SP 8 Pickling PDFDocument3 pagesSSPC SP 8 Pickling PDFPipeMelgarejoLopezNo ratings yet
- Site Acceptance Testing (S.A.T) : Quality Control DepartmentDocument2 pagesSite Acceptance Testing (S.A.T) : Quality Control Departmentefmartin21No ratings yet
- SSPC AB1 Standard For Mineral and Slag AbrasivesDocument5 pagesSSPC AB1 Standard For Mineral and Slag Abrasiveslonglong3003100% (2)
- B36.19M 1985 Stainless Steel Pipe PDFDocument13 pagesB36.19M 1985 Stainless Steel Pipe PDFMadidj_2014No ratings yet
- BlastpaintDocument12 pagesBlastpaintdeje1726No ratings yet
- SSPC Guide11 PDFDocument5 pagesSSPC Guide11 PDFNgô Trung NghĩaNo ratings yet
- Astm D 4258Document2 pagesAstm D 4258anthonybarnard100% (1)
- SSPC SP14Document6 pagesSSPC SP14longlong3003No ratings yet
- Specification For Painting-Piping & EquipmentDocument21 pagesSpecification For Painting-Piping & EquipmentAlvin Smith100% (2)
- Examp and HSEDocument46 pagesExamp and HSElonglong3003No ratings yet
- F1089 1479757-1Document3 pagesF1089 1479757-1Thaweekarn Changthong100% (1)
- SSPC Guide 7Document14 pagesSSPC Guide 7kishorekumar.animu100% (1)
- Coating Application & Inspection Procedure-Rev 0Document27 pagesCoating Application & Inspection Procedure-Rev 0tinphat100% (1)
- ASTM D3276 - 07 Standard Guide For Painting Inspectors PDFDocument14 pagesASTM D3276 - 07 Standard Guide For Painting Inspectors PDFFCT80% (5)
- SAE USCAR 2 Rev 4 PDFDocument91 pagesSAE USCAR 2 Rev 4 PDFNgọc Đại0% (1)
- SSPC Paint20Document5 pagesSSPC Paint20vlong3003100% (3)
- Blasting and Painting Procedure - 1Document6 pagesBlasting and Painting Procedure - 1Azrul Rais64% (11)
- Iso 29601 PDFDocument14 pagesIso 29601 PDFlonglong3003No ratings yet
- Painting Scheme StructureDocument10 pagesPainting Scheme StructureVeerapandianNo ratings yet
- Blasting and Painting Procedure 1Document6 pagesBlasting and Painting Procedure 1vishwas salunkheNo ratings yet
- GTL-81-02 Rev 01 Coating and Wrapping of Buried PipingDocument17 pagesGTL-81-02 Rev 01 Coating and Wrapping of Buried Pipingjasminnee100% (2)
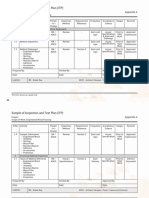
- Sample of Inspection and Test Plan (ITP) : Appendix ADocument5 pagesSample of Inspection and Test Plan (ITP) : Appendix AJuang Brian SitanggangNo ratings yet
- SSPC PA2 Measurement of Dry Coating Thickness With Magnetic GagesDocument11 pagesSSPC PA2 Measurement of Dry Coating Thickness With Magnetic Gageslonglong3003No ratings yet
- SSPC SP8Document2 pagesSSPC SP8longlong3003100% (2)
- Astm D 6677Document2 pagesAstm D 6677Ronny Moreno100% (1)
- SSPC SP 2 PDFDocument2 pagesSSPC SP 2 PDFramase123No ratings yet
- SSPC Ab 2Document4 pagesSSPC Ab 2Leo SchlossNo ratings yet
- SSPC SP 8 00 PicklingDocument2 pagesSSPC SP 8 00 PicklingashfaqbhatNo ratings yet
- Surface Preparation Specification No.: SSPC: The Society For Protective CoatingsDocument2 pagesSurface Preparation Specification No.: SSPC: The Society For Protective Coatingsmalika_00No ratings yet
- SSPC SP8Document2 pagesSSPC SP8Jose AngelNo ratings yet
- Especificaciones SSPC y Definiciones SP1-SPX PDFDocument32 pagesEspecificaciones SSPC y Definiciones SP1-SPX PDFjorgelunaNo ratings yet
- Rust Protection by Metal Preservatives in The Humidity CabinetDocument9 pagesRust Protection by Metal Preservatives in The Humidity CabinettoanvmpetrologxNo ratings yet
- Mastershield Coatings Guide For SURFACE PREPARATION - ODcwMDDocument18 pagesMastershield Coatings Guide For SURFACE PREPARATION - ODcwMDVincent LecoursNo ratings yet
- Zinc Clad IIIDocument4 pagesZinc Clad IIIScott Van PeltNo ratings yet
- Mil DTL 16232GDocument17 pagesMil DTL 16232GPatrick StanleyNo ratings yet
- Coal Tar PDFDocument4 pagesCoal Tar PDFMohammadreza AsheghNo ratings yet
- Resist 5 WF: Technical Data Sheet Application GuideDocument7 pagesResist 5 WF: Technical Data Sheet Application GuideEngTamerNo ratings yet
- Astm G 85 - 02 - Rzg1lvjfraDocument15 pagesAstm G 85 - 02 - Rzg1lvjfraSamuel EduardoNo ratings yet
- Mil DTL 16232GDocument17 pagesMil DTL 16232Grobert_in_ar100% (1)
- Acrolon 218 HSDocument4 pagesAcrolon 218 HSAndres MoralesNo ratings yet
- Treatraent (See 6.1)Document26 pagesTreatraent (See 6.1)fordsho95No ratings yet
- Barrier - 80 - Product - Description - Technicad HL PDFDocument8 pagesBarrier - 80 - Product - Description - Technicad HL PDFDimas BatamNo ratings yet
- Tips Surface PreparationDocument8 pagesTips Surface PreparationDamen YardNo ratings yet
- CoatingsDocument13 pagesCoatingsJIDEOLUWAYEMINo ratings yet
- Repair of Damaged and Uncoated Areas of Hot-Dip Galvanized CoatingsDocument4 pagesRepair of Damaged and Uncoated Areas of Hot-Dip Galvanized CoatingskhuzafaNo ratings yet
- SSPC SP 1 - 2000 PDFDocument2 pagesSSPC SP 1 - 2000 PDFmalika_00No ratings yet
- SSPC - SP3 PipingDocument2 pagesSSPC - SP3 Pipingvirus1999No ratings yet
- SSPC PA2 PresentationDocument8 pagesSSPC PA2 PresentationAnbalagan RavichandranNo ratings yet
- So Tay Ky Thuat - MachineryDocument18 pagesSo Tay Ky Thuat - Machinerylonglong3003No ratings yet
- B 36.10mDocument31 pagesB 36.10mmisaelzaNo ratings yet
- Ansi Z535.1 - 1998 PDFDocument27 pagesAnsi Z535.1 - 1998 PDFlonglong3003100% (2)
- Asme B32.1 PDFDocument5 pagesAsme B32.1 PDFlonglong3003No ratings yet
- Chapter 4Document43 pagesChapter 4Dipesh RajNo ratings yet
- Type I Polymer Modified Asphalt Cement For Use in Pavement ConstructionDocument2 pagesType I Polymer Modified Asphalt Cement For Use in Pavement ConstructionROHITNo ratings yet
- Validation of Process For Production and Service Provision (7.5.2)Document2 pagesValidation of Process For Production and Service Provision (7.5.2)Kamal Mulchandani100% (1)
- Bc57e687c CSRDocument104 pagesBc57e687c CSRMatty EmmaNo ratings yet
- Session 12 - Standards & Specs - QDocument59 pagesSession 12 - Standards & Specs - QAmisha SinghNo ratings yet
- REC Letter - 22Document14 pagesREC Letter - 22sunny chavanNo ratings yet
- 121 OPM Product Development User GuideDocument440 pages121 OPM Product Development User Guidesand_reddyNo ratings yet
- RR S 366eDocument12 pagesRR S 366eJohn MyersNo ratings yet
- Saso Iso 1 2020 eDocument8 pagesSaso Iso 1 2020 eMer LettoNo ratings yet
- Hamad International Airport: 00 03.02.19 Issued For Construction He AtmbcmDocument11 pagesHamad International Airport: 00 03.02.19 Issued For Construction He AtmbcmArun KumarNo ratings yet
- CISFDevlopNIT Package 4Document369 pagesCISFDevlopNIT Package 4ManasNo ratings yet
- I & PCS Pre-Commissioning Roadmap PDFDocument18 pagesI & PCS Pre-Commissioning Roadmap PDFlaboratorio cdisaNo ratings yet
- Providing Standards To The Aerospace and Defense Industries Since 1941Document2 pagesProviding Standards To The Aerospace and Defense Industries Since 1941sriyan vNo ratings yet
- Oetiker ClampDocument122 pagesOetiker ClampVennia PapadipoulouNo ratings yet
- Astm A992Document2 pagesAstm A992MUHAMEDNo ratings yet
- Ipedex Commissioning Integrated Services - IPCISDocument21 pagesIpedex Commissioning Integrated Services - IPCISharry_chem0% (1)
- Quality Manual - 2010Document31 pagesQuality Manual - 2010harpal_kathiyaNo ratings yet
- India-Warehousing Industrial Real Estate Solutions in IndiaDocument8 pagesIndia-Warehousing Industrial Real Estate Solutions in IndiaVarun GuptaNo ratings yet
- Management Accounting: Quality Costs & ProductivityDocument70 pagesManagement Accounting: Quality Costs & ProductivityannisaNo ratings yet
- Test ManagementDocument57 pagesTest ManagementHarsh RangwaniNo ratings yet
- Mobile For DeafDocument5 pagesMobile For DeafKomal SahitaNo ratings yet
- Afa Landscaping Shs - q1 Las2 FinalDocument25 pagesAfa Landscaping Shs - q1 Las2 FinalRyan Oliver Torres100% (1)