You might also like
- Read Me FirstDocument9 pagesRead Me Firstmijael1393No ratings yet
- Differential & Bevel GearDocument7 pagesDifferential & Bevel GearNadhifatulNo ratings yet
- Flow Doc 2 PDFDocument18 pagesFlow Doc 2 PDFJozefNo ratings yet
- Diff Assembling ProcedureDocument19 pagesDiff Assembling ProceduresatyaNo ratings yet
- Assemble Diff 777DDocument17 pagesAssemble Diff 777DCavandraNo ratings yet
- 336D Cat Mando Final EnsambleDocument16 pages336D Cat Mando Final EnsambleAlicia Serje100% (1)
- Hydraulic Pump: EspecificacionesDocument4 pagesHydraulic Pump: EspecificacionesEdgar Rojas EspejoNo ratings yet
- 966c Torque Convertidor Desarmado y ArmadoDocument7 pages966c Torque Convertidor Desarmado y ArmadoJohn Ceballos100% (1)
- Pre Carga de Piñon de DiferencialDocument3 pagesPre Carga de Piñon de Diferencialmamani aquio juannNo ratings yet
- Especificaciones 3304Document196 pagesEspecificaciones 3304insano008No ratings yet
- Assembly ProcedureDocument115 pagesAssembly ProcedureAlex Castillo100% (1)
- Convertidor de Torque D5BDocument13 pagesConvertidor de Torque D5BDeyner PerezNo ratings yet
- Pinion Assemblies - AssembleDocument4 pagesPinion Assemblies - Assemblemijael1393No ratings yet
- Swing Rack - InstallDocument7 pagesSwing Rack - InstallGilney FreitasNo ratings yet
- The Trolleys Are in Nitely Variable Within The Range For Adjustment To Various AngeDocument4 pagesThe Trolleys Are in Nitely Variable Within The Range For Adjustment To Various Angegreat landNo ratings yet
- Clutch Echo 2002Document17 pagesClutch Echo 2002Tomas DominguezNo ratings yet
- Inst Cylinder HeadDocument8 pagesInst Cylinder Headmanuel1357100% (1)
- Fuel Injection Pump - InstallDocument5 pagesFuel Injection Pump - InstallMaria PazNo ratings yet
- Cylinder & Piston Fitting GuideDocument6 pagesCylinder & Piston Fitting Guidev0rtex77No ratings yet
- Final Drive - Assemble: Desarmado y ArmadoDocument9 pagesFinal Drive - Assemble: Desarmado y ArmadoWilson SanchezNo ratings yet
- R3000H Ajuste de Mando Final Fuera de La MaquinaDocument2 pagesR3000H Ajuste de Mando Final Fuera de La Maquinacarlos riveraNo ratings yet
- Remove and Install Torque Divider 3113-010Document19 pagesRemove and Install Torque Divider 3113-010Milton Hernandez PérezNo ratings yet
- Spesifikasi Conrod C6.4Document3 pagesSpesifikasi Conrod C6.4JebrodNo ratings yet
- Gear Housing 2wdDocument8 pagesGear Housing 2wdestrupicioNo ratings yet
- Armar Culata 330bDocument4 pagesArmar Culata 330bAlvaro MartinezNo ratings yet
- Sti Timing Belt InstructionsDocument19 pagesSti Timing Belt InstructionsPablo DpNo ratings yet
- 12M Montagem Freio de ServiçoDocument10 pages12M Montagem Freio de ServiçoPaulo_GleriaNo ratings yet
- Assembly Procedure: Table 1Document6 pagesAssembly Procedure: Table 1JebrodNo ratings yet
- 420a TimingDocument4 pages420a TimingBobby PaisonNo ratings yet
- Espicificaciones 14G Piñones de TransferenciaDocument4 pagesEspicificaciones 14G Piñones de TransferenciayeisonNo ratings yet
- R56 Mini Cooper Timing Chain RepairDocument16 pagesR56 Mini Cooper Timing Chain RepairJames100% (1)
- 3406e and 3456 EngineDocument20 pages3406e and 3456 EnginebejoythomasNo ratings yet
- Flow Doc.1 PDFDocument12 pagesFlow Doc.1 PDFJozefNo ratings yet
- R3000H Ajuste de Mando FinalDocument2 pagesR3000H Ajuste de Mando Finalcarlos riveraNo ratings yet
- CAT 3306B InstructionsDocument2 pagesCAT 3306B Instructionsdoriam140575% (4)
- Illustration 2 g01062278Document1 pageIllustration 2 g01062278Carlos Mateos PeñarandaNo ratings yet
- Timing Belt DocumentDocument26 pagesTiming Belt DocumentAnonymous H2ZgelNo ratings yet
- Bevel and Transfer Gears - AssembleDocument14 pagesBevel and Transfer Gears - AssembleIginio Malaver VargasNo ratings yet
- Toyota Celica l4 2.2l Dohc 5s Fe 1990Document16 pagesToyota Celica l4 2.2l Dohc 5s Fe 1990ORLANDO0301No ratings yet
- CAT G3500 Carburetor Control Linkage - Varillaje PDFDocument1 pageCAT G3500 Carburetor Control Linkage - Varillaje PDFjimeneajNo ratings yet
- Fuel Injection Equipment: EspecificacionesDocument29 pagesFuel Injection Equipment: EspecificacionesSergio Ricardo Ibañez100% (1)
- TR Service Manual Compresor Sanden PDFDocument7 pagesTR Service Manual Compresor Sanden PDFAnthony PozoNo ratings yet
- Sicnronización de Motor Hyundai, Kia, G4LC PDFDocument18 pagesSicnronización de Motor Hyundai, Kia, G4LC PDFJorge Cedeno100% (3)
- Accent Compession Pressure InspectionDocument12 pagesAccent Compession Pressure Inspectionflash_24014910No ratings yet
- Circle Clearances - Check/Adjust: Manual de Operación y MantenimientoDocument7 pagesCircle Clearances - Check/Adjust: Manual de Operación y MantenimientoTaller HeavytechNo ratings yet
- Ac Compressor ServicingDocument25 pagesAc Compressor Servicingsonny1234100% (1)
- Cylinder Head: 3406E Marine EngineDocument3 pagesCylinder Head: 3406E Marine Enginemartinskaf100% (2)
- Cat 3176c Montagem Da Cabeça.Document7 pagesCat 3176c Montagem Da Cabeça.César PérezNo ratings yet
- Injector Installation 107 EngineDocument5 pagesInjector Installation 107 EnginevalterripNo ratings yet
- 10 - Timing Chain - InstallationDocument7 pages10 - Timing Chain - Installation08088338No ratings yet
- Articulated Hitch GroupDocument4 pagesArticulated Hitch Groupcristian chuquicondor torresNo ratings yet
- Group 9 Front Axle and Rear AxleDocument71 pagesGroup 9 Front Axle and Rear AxleHậu MinhNo ratings yet
- Cvs Series 35d Srm100 Manual Feb 09Document12 pagesCvs Series 35d Srm100 Manual Feb 09Arun KumarNo ratings yet
- Propeller ShaftDocument17 pagesPropeller ShaftdwcdiscoNo ratings yet
- Desarmado y Armado Bomba 312cDocument22 pagesDesarmado y Armado Bomba 312cJhon VillamizarNo ratings yet
- Adjusting Shift Fork 16 S 221, 16 S 181, 8 S 181Document3 pagesAdjusting Shift Fork 16 S 221, 16 S 181, 8 S 181ThylaneNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- A Guide to Making a Leather Belt - A Collection of Historical Articles on Designs and Methods for Making BeltsFrom EverandA Guide to Making a Leather Belt - A Collection of Historical Articles on Designs and Methods for Making BeltsRating: 3 out of 5 stars3/5 (1)
- 5 10 2 (PC5500)Document63 pages5 10 2 (PC5500)OthmanNo ratings yet
- Copie de Xl0000021 TTRDocument10 pagesCopie de Xl0000021 TTROthmanNo ratings yet
- Beml Bh85 CompressDocument60 pagesBeml Bh85 CompressOthmanNo ratings yet
- 160409065411so No 116Document4 pages160409065411so No 116OthmanNo ratings yet
- Pont DifferentielDocument8 pagesPont DifferentielOthmanNo ratings yet
- ForeuseDocument1 pageForeuseOthmanNo ratings yet
- Manette 4SNDocument13 pagesManette 4SNOthmanNo ratings yet
- Nit 38201617Document29 pagesNit 38201617OthmanNo ratings yet
- KX Driver Upgrade InformationDocument1 pageKX Driver Upgrade InformationCarlos LMNo ratings yet
- Component Parts List: Demag Chain Hoist - Manulift DKM 2Document16 pagesComponent Parts List: Demag Chain Hoist - Manulift DKM 2OthmanNo ratings yet
- Hose Management Guide: SN: Z9K Lines Group - Lift CylinderDocument104 pagesHose Management Guide: SN: Z9K Lines Group - Lift CylinderJose luis Consuegra100% (1)
- Hydraulic System Troubleshooting Guide PDFDocument13 pagesHydraulic System Troubleshooting Guide PDFWesame Shnoda100% (1)
- Cat Electronic Technician 2020C v1.0 Product Status ReportDocument4 pagesCat Electronic Technician 2020C v1.0 Product Status ReportOthmanNo ratings yet
- Interactive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768Document15 pagesInteractive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768exodus excNo ratings yet
- Distribiteur RipperDocument3 pagesDistribiteur RipperOthmanNo ratings yet
- Total Result 2868870 6Document7 pagesTotal Result 2868870 6OthmanNo ratings yet
- Hydraulic Training Smiley PDFDocument100 pagesHydraulic Training Smiley PDFliu zhao liu zhaoNo ratings yet
- Eaton: Pressure or Pressure-Flow Compensator Control Adjustment ProceduresDocument4 pagesEaton: Pressure or Pressure-Flow Compensator Control Adjustment ProceduresOthmanNo ratings yet
- PistonPumpFailure Analysis PDFDocument9 pagesPistonPumpFailure Analysis PDFanandsubbiahNo ratings yet
- Eaton: Pressure or Pressure-Flow Compensator Control Adjustment ProceduresDocument4 pagesEaton: Pressure or Pressure-Flow Compensator Control Adjustment ProceduresOthmanNo ratings yet
- Full Text 01Document119 pagesFull Text 01Shirdish PatilNo ratings yet
- A10vo Pistonpump Manual - 2013 PDFDocument22 pagesA10vo Pistonpump Manual - 2013 PDFVanadia Nohan100% (6)
- Full Text 01Document119 pagesFull Text 01Shirdish PatilNo ratings yet
- Hydraulic System Troubleshooting Guide PDFDocument13 pagesHydraulic System Troubleshooting Guide PDFWesame Shnoda100% (1)
- Automation Studio Starting GuideDocument20 pagesAutomation Studio Starting GuidesyaifulNo ratings yet
- Automation Studio Starting GuideDocument20 pagesAutomation Studio Starting GuidesyaifulNo ratings yet
- Wheel Loader 992KDocument24 pagesWheel Loader 992KRonald Mario Kupa AnticonaNo ratings yet
- Microsoft PowerPoint - Level 2S New by MLC Rev081921Document107 pagesMicrosoft PowerPoint - Level 2S New by MLC Rev081921mido_20067581No ratings yet
- Slab Initial Sizing - ExampleDocument2 pagesSlab Initial Sizing - ExampleRafael CuaNo ratings yet
- Cape Computer Science 2011 Unit 2 P2Document5 pagesCape Computer Science 2011 Unit 2 P2dnitehawk qNo ratings yet
- Conn BrocDocument3 pagesConn BrocbenhealyNo ratings yet
- Wide Body Shackle - CrosbyDocument1 pageWide Body Shackle - CrosbyPernando SagaNo ratings yet
- BS 6840-10 PDFDocument28 pagesBS 6840-10 PDFJeff Anderson CollinsNo ratings yet
- TigerPMS CM63Document19 pagesTigerPMS CM63Mohamed BahaaNo ratings yet
- Hydrogen Peroxide Gas GeneratorsDocument17 pagesHydrogen Peroxide Gas GeneratorsCliff ThriveNo ratings yet
- Design and Structural Analysis of 3 Axis CNC Milling Machine TableDocument6 pagesDesign and Structural Analysis of 3 Axis CNC Milling Machine Tablewai phyoeNo ratings yet
- Envoy 500 Operator Training Manual (L7320, Rev. - ) Low ResDocument86 pagesEnvoy 500 Operator Training Manual (L7320, Rev. - ) Low ResALONSO GARCIA100% (1)
- 3-Cable U-Ftp Cat 6a 4p X 23awg Lszh-3 500mts BARPADocument3 pages3-Cable U-Ftp Cat 6a 4p X 23awg Lszh-3 500mts BARPAMarco Antonio RubinaNo ratings yet
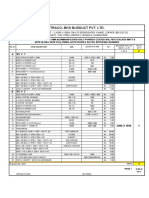
- Entraco-Bks Busduct Pvt. LTD.: Packing List ForDocument1 pageEntraco-Bks Busduct Pvt. LTD.: Packing List ForsubhajiyroyNo ratings yet
- TRUMPF Laser Systems Brochure enDocument48 pagesTRUMPF Laser Systems Brochure enXuan Phuong HuynhNo ratings yet
- Liebherr FCC 230 DatasheetDocument3 pagesLiebherr FCC 230 DatasheetAnderson BaziaNo ratings yet
- Employment NewsDocument48 pagesEmployment NewsananahmedNo ratings yet
- Cooper Nova Manual S280421 Part1Document14 pagesCooper Nova Manual S280421 Part1Arliel John GarboNo ratings yet
- Visual Foxpro DOCUMENTDocument98 pagesVisual Foxpro DOCUMENTAndronache Andreea100% (2)
- Intro To Inkscape Lesson 3Document6 pagesIntro To Inkscape Lesson 3api-234298405No ratings yet
- 7 1988Document62 pages7 1988Broomie Ajem100% (1)
- Design Plans For 1900 Mission St.Document21 pagesDesign Plans For 1900 Mission St.MissionLocalNo ratings yet
- Flight Line MarshallerDocument24 pagesFlight Line MarshallerCap TainNo ratings yet
- Dti Oil and Gas Industry White PaperDocument36 pagesDti Oil and Gas Industry White PaperSoniya AgnihotriNo ratings yet
- BSC6900 GSM V900R012 DimensioningDocument88 pagesBSC6900 GSM V900R012 Dimensioningginiskid301086No ratings yet
- Group 2 - Module 3-4Document75 pagesGroup 2 - Module 3-4Neil Matthew Jarabelo DandanNo ratings yet
- Settings For Enblocal IniDocument2 pagesSettings For Enblocal InisedessNo ratings yet
- Typological and Constructive Transformations of Spatial Structures in Mexico. The Sports Palace For The XIX OlympicsDocument10 pagesTypological and Constructive Transformations of Spatial Structures in Mexico. The Sports Palace For The XIX OlympicsMuhamet AhmetiNo ratings yet
- NCR Cassette Magnet ConfigurationDocument1 pageNCR Cassette Magnet Configurationantonysolenc100% (1)
- Resume BDK Poli PTSBDocument4 pagesResume BDK Poli PTSBamni_zakirah1689No ratings yet