You might also like
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Assemble Diff 777DDocument17 pagesAssemble Diff 777DCavandraNo ratings yet
- 336D Cat Mando Final EnsambleDocument16 pages336D Cat Mando Final EnsambleAlicia Serje100% (1)
- Assembly Transmission 777DDocument62 pagesAssembly Transmission 777DKeron TrotzNo ratings yet
- Off-Highway Truck Power Train Disassembly and AssemblyDocument61 pagesOff-Highway Truck Power Train Disassembly and AssemblyKeron TrotzNo ratings yet
- 12M Montagem Freio de ServiçoDocument10 pages12M Montagem Freio de ServiçoPaulo_GleriaNo ratings yet
- Caterpillar Cat M318C WHEELED Excavator (Prefix BCZ) Service Repair Manual (BCZ00001-02000) PDFDocument29 pagesCaterpillar Cat M318C WHEELED Excavator (Prefix BCZ) Service Repair Manual (BCZ00001-02000) PDFfkdmma0% (1)
- Bevel and Transfer Gears - AssembleDocument14 pagesBevel and Transfer Gears - AssembleIginio Malaver VargasNo ratings yet
- 140M Motor Grader B9D00001-UP (MACHINE) (SEBP4976 - 111) - DocumentaciónDocument11 pages140M Motor Grader B9D00001-UP (MACHINE) (SEBP4976 - 111) - Documentaciónpierre zuñigaNo ratings yet
- Desarmado y Armado Bomba 312cDocument22 pagesDesarmado y Armado Bomba 312cJhon VillamizarNo ratings yet
- Armado Transmision D6GDocument23 pagesArmado Transmision D6GServimaquinaria Millan Sac0% (1)
- Trasmisiond 5 HDocument41 pagesTrasmisiond 5 HRonaldo GaleanoNo ratings yet
- Install Cylinder Head on 3176C EngineDocument7 pagesInstall Cylinder Head on 3176C EngineCésar PérezNo ratings yet
- Caterpillar Cat 235 EXCAVATOR (Prefix 32K) Service Repair Manual (32K01301-02678)Document22 pagesCaterpillar Cat 235 EXCAVATOR (Prefix 32K) Service Repair Manual (32K01301-02678)rpoy9396615No ratings yet
- Caterpillar Cat M322C WHEELED Excavator (Prefix BDY) Service Repair Manual (BDY00001-02000) PDFDocument29 pagesCaterpillar Cat M322C WHEELED Excavator (Prefix BDY) Service Repair Manual (BDY00001-02000) PDFfkdmmaNo ratings yet
- Desarmado y Armado Bomba ImplementosDocument13 pagesDesarmado y Armado Bomba ImplementosRafael RodriguezNo ratings yet
- Thao Lap BM Co Khoa Mot ChieuDocument16 pagesThao Lap BM Co Khoa Mot Chieuhanh khat NguyenNo ratings yet
- Armado de Direccion DiferencialDocument15 pagesArmado de Direccion DiferencialDjPukNo ratings yet
- Convertidor de Torque D5BDocument13 pagesConvertidor de Torque D5BDeyner PerezNo ratings yet
- Final Drive - Assemble: Desarmado y ArmadoDocument9 pagesFinal Drive - Assemble: Desarmado y ArmadoWilson SanchezNo ratings yet
- Engine - Install: Installation ProcedureDocument10 pagesEngine - Install: Installation ProcedurejuankielecNo ratings yet
- Caterpillar Cat 235 EXCAVATOR (Prefix 32K) Service Repair Manual (32K02679 and Up)Document23 pagesCaterpillar Cat 235 EXCAVATOR (Prefix 32K) Service Repair Manual (32K02679 and Up)rpoy9396615No ratings yet
- Assembly Procedure: Table 1Document6 pagesAssembly Procedure: Table 1JebrodNo ratings yet
- 966c Torque Convertidor Desarmado y ArmadoDocument7 pages966c Torque Convertidor Desarmado y ArmadoJohn Ceballos100% (1)
- Assembly ProcedureDocument115 pagesAssembly ProcedureAlex Castillo100% (1)
- Montagem Comando PV275Document19 pagesMontagem Comando PV275Marcelo LeandroNo ratings yet
- Flow Doc 2 PDFDocument18 pagesFlow Doc 2 PDFJozefNo ratings yet
- Remove and Install - Aftercooler Housing With 12 BoltsDocument10 pagesRemove and Install - Aftercooler Housing With 12 BoltsJuan PujolNo ratings yet
- Transmission Planetary - Disassemble: Disassembly and AssemblyDocument23 pagesTransmission Planetary - Disassemble: Disassembly and AssemblyMbahdiro KolenxNo ratings yet
- Pont DifferentielDocument8 pagesPont DifferentielOthmanNo ratings yet
- Mando Final 336Document18 pagesMando Final 336RforceIbañezNo ratings yet
- Сборка КПП - 011838 PDFDocument40 pagesСборка КПП - 011838 PDFКирилл СоколовNo ratings yet
- Caterpillar Cat M313D WHEELED Excavator (Prefix J3A) Service Repair Manual (J3A00001 and Up) PDFDocument27 pagesCaterpillar Cat M313D WHEELED Excavator (Prefix J3A) Service Repair Manual (J3A00001 and Up) PDFfkdmmaNo ratings yet
- Fuel Injection Pump - InstallDocument5 pagesFuel Injection Pump - InstallMaria PazNo ratings yet
- Caja de Cambios VT2412B I Shift Diagnostico PDFDocument21 pagesCaja de Cambios VT2412B I Shift Diagnostico PDFRoussel Florez ZuloagaNo ratings yet
- Https 127.0.0.1 Sisweb Sisweb Techdoc Techdoc Print PageDocument9 pagesHttps 127.0.0.1 Sisweb Sisweb Techdoc Techdoc Print Pagep.motortechNo ratings yet
- Manual Repair CAT CS-683 INGLESDocument30 pagesManual Repair CAT CS-683 INGLESManuel Martinez MoratoNo ratings yet
- Flow Doc.1 PDFDocument12 pagesFlow Doc.1 PDFJozefNo ratings yet
- Desarmado y Armado Trans D8RDocument27 pagesDesarmado y Armado Trans D8RCristian EduardoNo ratings yet
- Montaje Mando Final MD6540Document7 pagesMontaje Mando Final MD6540Edison CortesNo ratings yet
- Transmission - Assemble.Document20 pagesTransmission - Assemble.David MercadoNo ratings yet
- Circle Drive - Assemble-I08509292Document13 pagesCircle Drive - Assemble-I08509292Taller HeavytechNo ratings yet
- Baarra 725Document4 pagesBaarra 725ericNo ratings yet
- Caterpillar Cat 226B3 SKID STEER LOADER (Prefix DXZ) Service Repair Manual (DXZ00001 and Up)Document26 pagesCaterpillar Cat 226B3 SKID STEER LOADER (Prefix DXZ) Service Repair Manual (DXZ00001 and Up)rpoy9396615No ratings yet
- Converter - ArmadoDocument32 pagesConverter - ArmadoEVER DAVID SAAVEDRA HUAYHUANo ratings yet
- Swing Rack - InstallDocument7 pagesSwing Rack - InstallGilney FreitasNo ratings yet
- Caterpillar Cat 160h Motor Grader Prefix 9jm Service Repair Manual 9jm00001 and UpDocument23 pagesCaterpillar Cat 160h Motor Grader Prefix 9jm Service Repair Manual 9jm00001 and UpWalter RodriguezNo ratings yet
- Caterpillar Cat 329DL Excavator (Prefix TZL) Service Repair Manual (TZL00001 and Up) PDFDocument21 pagesCaterpillar Cat 329DL Excavator (Prefix TZL) Service Repair Manual (TZL00001 and Up) PDFfkdmma100% (1)
- Assamble Final Drive Cat 777Document15 pagesAssamble Final Drive Cat 777mahmudiNo ratings yet
- Cvs Series 35d Srm100 Manual Feb 09Document12 pagesCvs Series 35d Srm100 Manual Feb 09Arun KumarNo ratings yet
- Caterpillar Cat 245 EXCAVATOR (Prefix 94L) Service Repair Manual (94L00255 and Up)Document23 pagesCaterpillar Cat 245 EXCAVATOR (Prefix 94L) Service Repair Manual (94L00255 and Up)rpoy9396615No ratings yet
- D5H TRACTOR 8RC00993 Desarmado y Armado Bevel and Transfer Gears (Power Shift)Document37 pagesD5H TRACTOR 8RC00993 Desarmado y Armado Bevel and Transfer Gears (Power Shift)George Guerrero100% (1)
- Caterpillar Cat 323E SA Excavator (Prefix RAP) Service Repair Manual (RAP00001 and Up)Document23 pagesCaterpillar Cat 323E SA Excavator (Prefix RAP) Service Repair Manual (RAP00001 and Up)kfm8seuuduNo ratings yet
- Instalacion 3rz-FeDocument5 pagesInstalacion 3rz-FeAngel Lira100% (3)
- Bomba de Pistones Fan Armado InglesDocument18 pagesBomba de Pistones Fan Armado InglesAntony Armando Huaylla QuispeNo ratings yet
- Arme de Transmision D6MDocument19 pagesArme de Transmision D6MLeonardo PerezNo ratings yet
- Caterpillar Cat 216B3 SKID STEER LOADER (Prefix CD3) Service Repair Manual (CD300001 and Up)Document25 pagesCaterpillar Cat 216B3 SKID STEER LOADER (Prefix CD3) Service Repair Manual (CD300001 and Up)rpoy9396615No ratings yet
- Caterpillar Cat 226B3 SKID STEER LOADER (Prefix SNA) Service Repair Manual (SNA00001 and Up)Document23 pagesCaterpillar Cat 226B3 SKID STEER LOADER (Prefix SNA) Service Repair Manual (SNA00001 and Up)rpoy9396615No ratings yet
- 541 Series 2 Desmontando Hélice - 082901Document9 pages541 Series 2 Desmontando Hélice - 082901Dário Martins da CunhaNo ratings yet
- Differential and Bevel Gear 966 InstallDocument14 pagesDifferential and Bevel Gear 966 InstallAlan GonzalezNo ratings yet
- Cat Electronic Technician 2015A v1.0 Product Status ReportDocument4 pagesCat Electronic Technician 2015A v1.0 Product Status ReportsatyaNo ratings yet
- Cat Electronic Technician 2015A v1.0 Product Status ReportDocument5 pagesCat Electronic Technician 2015A v1.0 Product Status ReportsatyaNo ratings yet
- Cat Electronic Technician 2015A v1.0 Product Status ReportDocument5 pagesCat Electronic Technician 2015A v1.0 Product Status ReportsatyaNo ratings yet
- Cat Electronic Technician 2015A v1.0 Product Status ReportDocument5 pagesCat Electronic Technician 2015A v1.0 Product Status ReportsatyaNo ratings yet
- Cat Electronic Technician 2015A v1.0 Product Status ReportDocument5 pagesCat Electronic Technician 2015A v1.0 Product Status ReportsatyaNo ratings yet
- Cat Electronic Technician 2015A v1.0 Product Status ReportDocument5 pagesCat Electronic Technician 2015A v1.0 Product Status ReportsatyaNo ratings yet
- Piston and Rings - One-Piece Piston: SpecificationsDocument4 pagesPiston and Rings - One-Piece Piston: SpecificationssatyaNo ratings yet
- The Singareni Collieries Company Limited: For Sale of Scrap MaterialDocument37 pagesThe Singareni Collieries Company Limited: For Sale of Scrap MaterialsatyaNo ratings yet
- Cat Electronic Technician 2015A v1.0 Product Status ReportDocument5 pagesCat Electronic Technician 2015A v1.0 Product Status ReportsatyaNo ratings yet
- Cat Electronic Technician 2015A v1.0 Product Status ReportDocument5 pagesCat Electronic Technician 2015A v1.0 Product Status ReportsatyaNo ratings yet
- Shutdown SIS: Motor Grader 14M Motor Grader B9J 14M Motor Grader B9J00001-UP (MACHINE) POWERED BY C11 EngineDocument3 pagesShutdown SIS: Motor Grader 14M Motor Grader B9J 14M Motor Grader B9J00001-UP (MACHINE) POWERED BY C11 EnginesatyaNo ratings yet
- Cat Electronic Technician 2015A v1.0 Product Status ReportDocument5 pagesCat Electronic Technician 2015A v1.0 Product Status ReportsatyaNo ratings yet
- AT10054 - Modification Procedure For Defective Opr of Steering ElectricDocument4 pagesAT10054 - Modification Procedure For Defective Opr of Steering ElectricsatyaNo ratings yet
- Cylinder Liner - Install: Disassembly and AssemblyDocument4 pagesCylinder Liner - Install: Disassembly and AssemblysatyaNo ratings yet
- Clean Radiator Maintenance D155A-6 D155AX-6Document3 pagesClean Radiator Maintenance D155A-6 D155AX-6satyaNo ratings yet
- Service Brake Wear TestDocument14 pagesService Brake Wear TestsatyaNo ratings yet
- 777D A-Frame PreloadingDocument3 pages777D A-Frame PreloadingsatyaNo ratings yet
- PC130 Part Cat NewDocument312 pagesPC130 Part Cat NewsatyaNo ratings yet
- Techdoc Print PageDocument4 pagesTechdoc Print PagesatyaNo ratings yet
- 3500 Engine Blowby TestDocument9 pages3500 Engine Blowby TestsatyaNo ratings yet
- 140K Clutch Fill Callibration ProcedureDocument9 pages140K Clutch Fill Callibration ProceduresatyaNo ratings yet
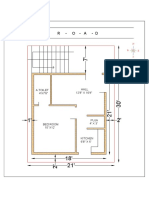
- House Plan1 BHK-ModelDocument1 pageHouse Plan1 BHK-ModelsatyaNo ratings yet
- Coal Mines Regulation 2017 en HinDocument280 pagesCoal Mines Regulation 2017 en Hinchasma dongal100% (2)
- Error Code Cat Grader 14MDocument23 pagesError Code Cat Grader 14MGerald Boy100% (3)
- Modification of Transmission Snap Ring DroppingDocument4 pagesModification of Transmission Snap Ring DroppingsatyaNo ratings yet
- 988G Transmission-01Document4 pages988G Transmission-01satyaNo ratings yet
- Horsepower Gross: 895 KW 1200 HP Net: 879 KW 1178 HP Rated Gross Vehicle Weight (GVW) 163780 KGDocument16 pagesHorsepower Gross: 895 KW 1200 HP Net: 879 KW 1178 HP Rated Gross Vehicle Weight (GVW) 163780 KGAli Imran Alihar100% (1)
- Techdoc Print PageDocument4 pagesTechdoc Print PagesatyaNo ratings yet
- AT10054 - Modification Procedure For Defective Opr of Steering ElectricDocument4 pagesAT10054 - Modification Procedure For Defective Opr of Steering ElectricsatyaNo ratings yet
- AT08277 - Repair Procedure When Radiator Core Gets DamagedDocument4 pagesAT08277 - Repair Procedure When Radiator Core Gets DamagedsatyaNo ratings yet
- CE441 Class Lecture 01Document9 pagesCE441 Class Lecture 01ASHJAEE MANSIB CHOWDHURYNo ratings yet
- CollectionsDocument6 pagesCollectionsiamsonalNo ratings yet
- Dishwasher InstructionsDocument52 pagesDishwasher InstructionsNicutax Merisan100% (1)
- Multiframe AutomationDocument148 pagesMultiframe AutomationPoowadol NiyomkaNo ratings yet
- An Overview On Performance of Steel Slag in Highway IndustryDocument12 pagesAn Overview On Performance of Steel Slag in Highway Industrybkollarou9632No ratings yet
- Bias Point Analysis by Hand and in SPICE DescriptionDocument6 pagesBias Point Analysis by Hand and in SPICE DescriptionMit MA0% (1)
- C.B.S.E Study Material 2 (Unit-1)Document71 pagesC.B.S.E Study Material 2 (Unit-1)vikramkhatri4100% (2)
- 7.4 Emf and Internal Resistance 09Document11 pages7.4 Emf and Internal Resistance 09b_syiera100% (1)
- Syntatic Analysis SampleDocument22 pagesSyntatic Analysis SampleSagarNo ratings yet
- Evil ZineDocument36 pagesEvil Zinen123v100% (1)
- 231C Air Impact Wrench - Exploded View: (Dwg. TPA567-11)Document2 pages231C Air Impact Wrench - Exploded View: (Dwg. TPA567-11)julio bolivarNo ratings yet
- AHU DetailsDocument2 pagesAHU DetailsamitbslpawarNo ratings yet
- Performance Comparison: Dell Latitude E5430 vs. HP ProBook 4440sDocument16 pagesPerformance Comparison: Dell Latitude E5430 vs. HP ProBook 4440sPrincipled TechnologiesNo ratings yet
- Rotrex Technical Datasheet C30 RangeDocument7 pagesRotrex Technical Datasheet C30 RangeSidney RiveraNo ratings yet
- Listening Scripts Kls 4Document5 pagesListening Scripts Kls 4dedepamulangNo ratings yet
- Abid Hussain ResumeDocument1 pageAbid Hussain ResumeAbid HussainNo ratings yet
- 3 Flexural Analysis/Design of Beam 3 Flexural Analysis/Design of Beam 3. Flexural Analysis/Design of Beam 3. Flexural Analysis/Design of BeamDocument146 pages3 Flexural Analysis/Design of Beam 3 Flexural Analysis/Design of Beam 3. Flexural Analysis/Design of Beam 3. Flexural Analysis/Design of BeamJm CampitanNo ratings yet
- EE 499, Lecture 03 Frequency ReuseDocument6 pagesEE 499, Lecture 03 Frequency ReuselakshmiNo ratings yet
- Instruction Manual: Please Read Fully Before InstallationDocument16 pagesInstruction Manual: Please Read Fully Before InstallationleonormmapNo ratings yet
- Lavadora LAVAMAT 72950 M3 LAVAMAT 74950 M3Document80 pagesLavadora LAVAMAT 72950 M3 LAVAMAT 74950 M3MarcosNo ratings yet
- OpenStage Provisioning Interface Developer's GuideDocument182 pagesOpenStage Provisioning Interface Developer's GuideEstêvão Samuel Procópio AmaralNo ratings yet
- Request For Proposal (RFP)Document4 pagesRequest For Proposal (RFP)mochamad iwanNo ratings yet
- Project Pegasus Andy Contextualizes Contemporary Time Travel Research 3-18-10Document2 pagesProject Pegasus Andy Contextualizes Contemporary Time Travel Research 3-18-10Lawrence JonesNo ratings yet
- 615 Series Quick Start Guide 757435 ENa. Relay ABBDocument4 pages615 Series Quick Start Guide 757435 ENa. Relay ABBTung NguyenNo ratings yet
- Material Safety Data Sheet: Section 1: Product and Company IdentificationDocument4 pagesMaterial Safety Data Sheet: Section 1: Product and Company IdentificationIka KusumawatiNo ratings yet
- SPRINGS-UNIT-5Document6 pagesSPRINGS-UNIT-5Uday Narasimha100% (2)
- Modeling Biologics, Antibodies & ProteinsDocument2 pagesModeling Biologics, Antibodies & Proteinsthamizh555No ratings yet
- HFSS Intro 19.0 L02 Lecture Bounds SimSpaceDocument22 pagesHFSS Intro 19.0 L02 Lecture Bounds SimSpaceTinghao LiangNo ratings yet
- P343 Relay Testing ReportDocument8 pagesP343 Relay Testing ReportUsman MughalNo ratings yet
- Project Engineer - Mechanical Design (CATIA - CREO) PDFDocument3 pagesProject Engineer - Mechanical Design (CATIA - CREO) PDFsubhrajit.omNo ratings yet
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideFrom EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideRating: 2 out of 5 stars2/5 (1)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Machine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesFrom EverandMachine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesPatrick BangertRating: 3 out of 5 stars3/5 (2)
- Practical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsFrom EverandPractical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsRating: 5 out of 5 stars5/5 (1)
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Industrial Piping and Equipment Estimating ManualFrom EverandIndustrial Piping and Equipment Estimating ManualRating: 5 out of 5 stars5/5 (7)
- Hydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisFrom EverandHydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisNo ratings yet
- Asset Integrity Management for Offshore and Onshore StructuresFrom EverandAsset Integrity Management for Offshore and Onshore StructuresNo ratings yet
- Pipeline Integrity: Management and Risk EvaluationFrom EverandPipeline Integrity: Management and Risk EvaluationRating: 4.5 out of 5 stars4.5/5 (6)
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionFrom EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionRating: 4.5 out of 5 stars4.5/5 (16)
- Biostratigraphic and Geological Significance of Planktonic ForaminiferaFrom EverandBiostratigraphic and Geological Significance of Planktonic ForaminiferaRating: 4 out of 5 stars4/5 (5)
- Practical Reservoir Engineering and CharacterizationFrom EverandPractical Reservoir Engineering and CharacterizationRating: 4.5 out of 5 stars4.5/5 (3)
- Essentials of Coating, Painting, and Lining for the Oil, Gas and Petrochemical IndustriesFrom EverandEssentials of Coating, Painting, and Lining for the Oil, Gas and Petrochemical IndustriesRating: 5 out of 5 stars5/5 (5)
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsFrom EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsNo ratings yet
- A Practical Guide to Piping and Valves for the Oil and Gas IndustryFrom EverandA Practical Guide to Piping and Valves for the Oil and Gas IndustryRating: 5 out of 5 stars5/5 (3)
- Risk Management in the Oil and Gas Industry: Offshore and Onshore Concepts and Case StudiesFrom EverandRisk Management in the Oil and Gas Industry: Offshore and Onshore Concepts and Case StudiesNo ratings yet
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesFrom EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesRating: 4 out of 5 stars4/5 (2)
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryFrom EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNo ratings yet