You might also like
- Alawadhi Presentation USCDocument27 pagesAlawadhi Presentation USCrajatiaNo ratings yet
- Theories of FX DeterminationDocument52 pagesTheories of FX DeterminationJeisson OchoaNo ratings yet
- Innovation and The Financial CrisisDocument20 pagesInnovation and The Financial Crisisttunguz100% (3)
- U3 ModelDocument2 pagesU3 Modelkettle1No ratings yet
- Derivatives in IndiaDocument21 pagesDerivatives in IndiaShajupaulNo ratings yet
- Managing The Financial Crisis: Argentina (2002)Document63 pagesManaging The Financial Crisis: Argentina (2002)ankushishwarNo ratings yet
- FMG China Fund - PresentationDocument15 pagesFMG China Fund - PresentationSusan AllenNo ratings yet
- Sovereign Gold Bonds: A Smart Choice For Gold InvestmentsDocument15 pagesSovereign Gold Bonds: A Smart Choice For Gold InvestmentsRaju SharmaNo ratings yet
- J.C. Parets, CMTDocument25 pagesJ.C. Parets, CMTPunit TewaniNo ratings yet
- HDFC Mutual FundDocument25 pagesHDFC Mutual Fundapi-25886395No ratings yet
- US Housing and Mortgage Trends 1110Document8 pagesUS Housing and Mortgage Trends 1110Joe LongNo ratings yet
- Investing Like Warren Buffett: Nicola BorriDocument36 pagesInvesting Like Warren Buffett: Nicola BorriZoe RossiNo ratings yet
- 74 Sme Mining Engineering HandbookDocument1 page74 Sme Mining Engineering HandbookYeimsNo ratings yet
- Task Start Date Days To Complete: Gantt ChartDocument1 pageTask Start Date Days To Complete: Gantt Chartpintu sinojiyaNo ratings yet
- Canara Robeco Emerging Equities: February 2018Document25 pagesCanara Robeco Emerging Equities: February 2018gowtham1993eeeNo ratings yet
- Tier Index V Delta Dec 2010Document2 pagesTier Index V Delta Dec 2010kettle1No ratings yet
- Oracle Database 11g OverviewDocument46 pagesOracle Database 11g OverviewEddie Awad91% (11)
- Atlanta TieredDocument1 pageAtlanta Tieredkettle1No ratings yet
- Tier IndexDocument1 pageTier Indexkettle1No ratings yet
- EPCA Seminar: Olefins Outlook: 9 October 2020Document13 pagesEPCA Seminar: Olefins Outlook: 9 October 2020Aswin KondapallyNo ratings yet
- On InflationDocument10 pagesOn Inflationmajor raveendraNo ratings yet
- Hondacivic ArDocument2 pagesHondacivic Arapi-3709675No ratings yet
- What Is Really Killing The Irish EconomyDocument1 pageWhat Is Really Killing The Irish EconomyLuis Riestra Delgado100% (1)
- (Four County Totals) Price Per SQ Foot vs. Residential Resale InventoryDocument5 pages(Four County Totals) Price Per SQ Foot vs. Residential Resale InventoryJim HamiltonNo ratings yet
- A Road Embankment Failure Near Pentalia in Southwest CyprusDocument11 pagesA Road Embankment Failure Near Pentalia in Southwest CyprusDavid Porras MonteroNo ratings yet
- Unemployment DataDocument2 pagesUnemployment Datakettle1No ratings yet
- SEB Report: Commodity Prices To Rise in Fourth QuarterDocument20 pagesSEB Report: Commodity Prices To Rise in Fourth QuarterSEB GroupNo ratings yet
- Lethargic Asset Allocation (LAA) using Growth-Trend (GT) timingDocument15 pagesLethargic Asset Allocation (LAA) using Growth-Trend (GT) timingRicardo GutierrezNo ratings yet
- SEB Commodities Monthly May 2010Document22 pagesSEB Commodities Monthly May 2010SEB GroupNo ratings yet
- Chart PendingsDocument1 pageChart PendingsHeather MendoncaNo ratings yet
- RSP Immunity 22 Jan 22Document37 pagesRSP Immunity 22 Jan 22Mas KumambangNo ratings yet
- Cronograma SGCDocument4 pagesCronograma SGCRuben Dario Perez LamarNo ratings yet
- Chart DaysDocument1 pageChart DaysHeather MendoncaNo ratings yet
- Loan CalculatorDocument24 pagesLoan Calculatormastan85No ratings yet
- "Planning Your Financial Future": Mangala Boyagoda 26 October 2010Document71 pages"Planning Your Financial Future": Mangala Boyagoda 26 October 2010Inde Pendent LkNo ratings yet
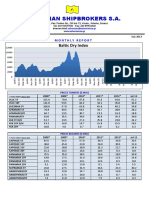
- Athenian-Shipbrokers-July 2013Document18 pagesAthenian-Shipbrokers-July 2013Nguyen Le Thu HaNo ratings yet
- Fifo Criteria Store..Document1 pageFifo Criteria Store..sumeet sharmaNo ratings yet
- 23) Sacramento, CA: Figure 157: Year/Year Change in Existing Home Prices - Sacramento, CADocument11 pages23) Sacramento, CA: Figure 157: Year/Year Change in Existing Home Prices - Sacramento, CAsacrealstatsNo ratings yet
- November 2008 Update: Why Are Electricity Prices in RTOs Increasingly Expensive?Document8 pagesNovember 2008 Update: Why Are Electricity Prices in RTOs Increasingly Expensive?RobertMcCulloughNo ratings yet
- Chart PricesDocument1 pageChart PricesHeather MendoncaNo ratings yet
- VolatilityFriendOrFoeDocument18 pagesVolatilityFriendOrFoejacekNo ratings yet
- athenian-shipbrokers-NOV 2010Document17 pagesathenian-shipbrokers-NOV 2010Nguyen Le Thu HaNo ratings yet
- State of The Live Web: David L. Sifry Founder and CEO, Technorati IncDocument17 pagesState of The Live Web: David L. Sifry Founder and CEO, Technorati Incanon-398276No ratings yet
- Risk and Return - : For 9.220, Term 1, 2002/03 02 - Lecture12.ppt Student VersionDocument18 pagesRisk and Return - : For 9.220, Term 1, 2002/03 02 - Lecture12.ppt Student VersionMohammed HammedNo ratings yet
- Jadwal Perkuliahan Semester Genap Ta. 2018/2019: Program Studi Kesehatan Hewan Semester 2Document1 pageJadwal Perkuliahan Semester Genap Ta. 2018/2019: Program Studi Kesehatan Hewan Semester 2keswan polbangtan bogorNo ratings yet
- Electric Utility Industry 101: WebinarDocument32 pagesElectric Utility Industry 101: WebinarTechnical karanNo ratings yet
- Jan 2009 Housing OutlookDocument5 pagesJan 2009 Housing Outlookkettle1No ratings yet
- Grand Tower - Main Office Fit Out Work Schedule Rev. 1Document1 pageGrand Tower - Main Office Fit Out Work Schedule Rev. 1john kevin gadinganNo ratings yet
- Rents and Yields Q1-2009Document5 pagesRents and Yields Q1-2009avisitoronscribdNo ratings yet
- Svetlana SkapoularosDocument2 pagesSvetlana SkapoularoscyhomeNo ratings yet
- By David Harding and Georgia Nakou, Winton Capital ManagementDocument5 pagesBy David Harding and Georgia Nakou, Winton Capital ManagementCoco BungbingNo ratings yet
- Russia 2010 Worth A Tactical Look: An Investor's Guide To The Risks and Opportunities in 2010Document21 pagesRussia 2010 Worth A Tactical Look: An Investor's Guide To The Risks and Opportunities in 2010jamesdb1No ratings yet
- Risk and Return - : For 9.220, Term 1, 2002/03 02 - Lecture12.ppt Student VersionDocument18 pagesRisk and Return - : For 9.220, Term 1, 2002/03 02 - Lecture12.ppt Student VersionMuhib NoharioNo ratings yet
- Catatan pasokan air PDAM macetDocument10 pagesCatatan pasokan air PDAM macetxeng leeNo ratings yet
- Livestock Price Volatility: Eric BelascoDocument15 pagesLivestock Price Volatility: Eric BelascoGlen YNo ratings yet
- September 2010Document1 pageSeptember 2010Stephanie Miller HofmanNo ratings yet
- Barita (Barium Sulphate)Document24 pagesBarita (Barium Sulphate)rubenpeNo ratings yet
- Williams 2024 WMB Analyst Day PresentationDocument176 pagesWilliams 2024 WMB Analyst Day PresentationrubenpeNo ratings yet
- Turbina Don Luis Zambrano VigiaDocument34 pagesTurbina Don Luis Zambrano VigiarubenpeNo ratings yet
- Gas Exporting Countris Forum Statistic Inform 2019Document126 pagesGas Exporting Countris Forum Statistic Inform 2019rubenpeNo ratings yet
- 8 LNG Monthly August 2022Document53 pages8 LNG Monthly August 2022rubenpeNo ratings yet
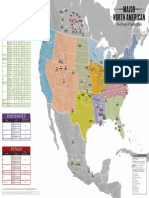
- NORTE AMERICA Argus Fertilizer North America Map 2019Document1 pageNORTE AMERICA Argus Fertilizer North America Map 2019rubenpeNo ratings yet
- European Gas HubsDocument29 pagesEuropean Gas HubsrubenpeNo ratings yet
- 6 LNG Monthly June 2023Document46 pages6 LNG Monthly June 2023rubenpeNo ratings yet
- MEDIO ESTE Argus Middle East Map 2019Document1 pageMEDIO ESTE Argus Middle East Map 2019rubenpeNo ratings yet
- Africa FertilizerMap 2020 DigitalDocument1 pageAfrica FertilizerMap 2020 DigitalrubenpeNo ratings yet
- Urea Capacities Excel FileDocument4 pagesUrea Capacities Excel FilerubenpeNo ratings yet
- Are Asian LNG Spot Prices Finally Decoupling from OilDocument4 pagesAre Asian LNG Spot Prices Finally Decoupling from OilrubenpeNo ratings yet
- AFRICA FER-Maps-Argus Africa Fertilizer Map 2020 - DigitalDocument1 pageAFRICA FER-Maps-Argus Africa Fertilizer Map 2020 - DigitalrubenpeNo ratings yet
- Application of blockchain technology in the petrochemical industryDocument6 pagesApplication of blockchain technology in the petrochemical industryrubenpeNo ratings yet
- Reporte Anual Empresa Electrica Dominica 2020Document60 pagesReporte Anual Empresa Electrica Dominica 2020rubenpeNo ratings yet
- Production Energy Statistics: C:'enhal Statistics Office Ministnl o FinanceDocument54 pagesProduction Energy Statistics: C:'enhal Statistics Office Ministnl o FinancerubenpeNo ratings yet
- Norma Tecnica DIN EN 14214-2014Document27 pagesNorma Tecnica DIN EN 14214-2014rubenpeNo ratings yet
- Doe AutohorizationDocument13 pagesDoe AutohorizationrubenpeNo ratings yet
- Trafigura Master LNG Sale and Purchase AgreementDocument58 pagesTrafigura Master LNG Sale and Purchase AgreementAgungNo ratings yet
- BP Standard Form MSA (FOB) 2019 Edition Master AgreementDocument69 pagesBP Standard Form MSA (FOB) 2019 Edition Master AgreementrubenpeNo ratings yet
- Paper Sour GasDocument17 pagesPaper Sour GasrubenpeNo ratings yet
- Economic Evaluation of NGL Recovery Process Schemes For Lean Feed CompositionsDocument10 pagesEconomic Evaluation of NGL Recovery Process Schemes For Lean Feed CompositionsFranco Camacho CanchariNo ratings yet
- Argus MethanolDocument8 pagesArgus MethanolrubenpeNo ratings yet
- LNG Monthly ENERO 2021Document43 pagesLNG Monthly ENERO 2021rubenpeNo ratings yet
- Insight 80 Natural Gas in Chinas Power SectorDocument15 pagesInsight 80 Natural Gas in Chinas Power SectorrubenpeNo ratings yet
- Industry Infrastructure-New Modeling Approach Improves Economic Analyses of Gas Processing, NGL RecoveryDocument7 pagesIndustry Infrastructure-New Modeling Approach Improves Economic Analyses of Gas Processing, NGL RecoveryrubenpeNo ratings yet
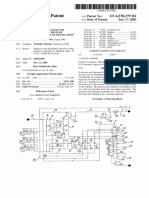
- Patente Cryoplus Linde Us4617039Document13 pagesPatente Cryoplus Linde Us4617039rubenpeNo ratings yet
- Patente Del Proceso Cryomax FlexDocument7 pagesPatente Del Proceso Cryomax FlexRuben PerezNo ratings yet
- Lean LNG Plants Lmo 2 4 Laurent Brussol Dominique GadelleDocument10 pagesLean LNG Plants Lmo 2 4 Laurent Brussol Dominique GadellerubenpeNo ratings yet
- Ojo Patente Del Proceso Cryomax MreDocument10 pagesOjo Patente Del Proceso Cryomax MrerubenpeNo ratings yet
- Energy Saving Schemes at IFFCO - Kalol UnitDocument5 pagesEnergy Saving Schemes at IFFCO - Kalol Unitlokeshmishra123No ratings yet
- Methanol Production from Natural Gas in TrinidadDocument3 pagesMethanol Production from Natural Gas in TrinidadmuhamadtarmiziNo ratings yet
- Deber Inlges U8Document3 pagesDeber Inlges U8Katherine Padilla BazantesNo ratings yet
- Fig. 5 Shows A Typical Compressor Used For: Fig. 4 Schematic Diagram of Oil-Flooded Screw CompressorDocument1 pageFig. 5 Shows A Typical Compressor Used For: Fig. 4 Schematic Diagram of Oil-Flooded Screw Compressor秦东旺No ratings yet
- Power Plant Types PhilippinesDocument25 pagesPower Plant Types PhilippinesJo Sofia Delos SantosNo ratings yet
- Module Rec Solar ReferencesDocument22 pagesModule Rec Solar Referenceseltrance81No ratings yet
- Carbon Capture Using AlgaeDocument15 pagesCarbon Capture Using Algaeapi-491761735No ratings yet
- Power Plant, Steam Power PlantDocument17 pagesPower Plant, Steam Power PlantDr. B. Ramesh100% (1)
- A New Frontier, Offshore Natural Gas Liquefaction - DR Chen Hwa Chiu (Chevron)Document20 pagesA New Frontier, Offshore Natural Gas Liquefaction - DR Chen Hwa Chiu (Chevron)Faishal Khairul UmamNo ratings yet
- Transesterifikasi Menggunakan NaOHDocument12 pagesTransesterifikasi Menggunakan NaOHDanar AdityaNo ratings yet
- Ficha Tecnica GSZ14Document56 pagesFicha Tecnica GSZ14Rosy Lopez GarciaNo ratings yet
- Daikin UnitsDocument3 pagesDaikin UnitsEdNo ratings yet
- HKB Industrial Boiler PlantsDocument12 pagesHKB Industrial Boiler PlantsIvan KorlevicNo ratings yet
- 4.2 Energy Sector: Meaning of Socio-Scientific IssuesDocument2 pages4.2 Energy Sector: Meaning of Socio-Scientific IssuestaufiqNo ratings yet
- Solar Thermal Hot Water For HotelsDocument8 pagesSolar Thermal Hot Water For HotelsD.V.S.S Ram PrasadNo ratings yet
- LGU Energy Monitoring ReportDocument1 pageLGU Energy Monitoring ReportKarez Labarejos100% (1)
- Name:-Dhruv Nishar Std/Div:-Syjc/H ROLL NO.: - 86 Solar EnergyDocument15 pagesName:-Dhruv Nishar Std/Div:-Syjc/H ROLL NO.: - 86 Solar EnergyHarsh DaghaNo ratings yet
- FLP Catalouge PDFDocument2 pagesFLP Catalouge PDFPriti SonawaneNo ratings yet
- Bataan Nuclear Power PlantDocument2 pagesBataan Nuclear Power PlantJea PascualNo ratings yet
- 001 NemDocument4 pages001 NemNg Han PeiNo ratings yet
- Corn Ethanol Integration for Greenhouse Gas ReductionDocument35 pagesCorn Ethanol Integration for Greenhouse Gas ReductionEduardo LimaNo ratings yet
- Hydraulic - Clearancee50001 g500 A143 v1 4a00enlrfinal PDFDocument2 pagesHydraulic - Clearancee50001 g500 A143 v1 4a00enlrfinal PDFhamidNo ratings yet
- Understanding Nuclear Power PlantsDocument34 pagesUnderstanding Nuclear Power Plantsferdinand galut100% (1)
- Science and Technology For Sustainable Development in Current Pandemic Energy Renewable Sanjeev DevasthaliDocument23 pagesScience and Technology For Sustainable Development in Current Pandemic Energy Renewable Sanjeev Devasthalisme2020No ratings yet
- Steam Line Insulation Condition and Steam Trap Report of Co-Gen PlantDocument24 pagesSteam Line Insulation Condition and Steam Trap Report of Co-Gen PlantKuldeep RupareliaNo ratings yet
- The EcoDesign ChecklistDocument1 pageThe EcoDesign ChecklistPaolo BartoliNo ratings yet
- Stramproy Green TechnologyDocument2 pagesStramproy Green Technologyapi-26258306No ratings yet
- An Aspen Plus Model of Biomass Tor Ref ActionDocument12 pagesAn Aspen Plus Model of Biomass Tor Ref ActionJavier LemusNo ratings yet
- Electricitate La CyushuDocument2 pagesElectricitate La CyushuMishu DianaNo ratings yet
- Seminar On Magneto Hydro Dynamic Power GenerationDocument14 pagesSeminar On Magneto Hydro Dynamic Power Generationankit kumarNo ratings yet