You might also like
- Annual Report 2016 17 (Transpek)Document100 pagesAnnual Report 2016 17 (Transpek)હિરેનપ્રફુલચંદ્રજોષીNo ratings yet
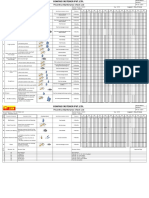
- PFMEA Review - MOM FormatDocument2 pagesPFMEA Review - MOM FormatMASU BRAKE PADS QANo ratings yet
- Express CSR Program OverviewDocument58 pagesExpress CSR Program OverviewHồng Thái Nguyễn MicroBiologyNo ratings yet
- 04-2552310121752-Sirirat-1 Productivity Improvement Tools & StandardsDocument32 pages04-2552310121752-Sirirat-1 Productivity Improvement Tools & StandardsKampol HarnkittisakulNo ratings yet
- DS-09-01 R0 Communication During ChangeDocument1 pageDS-09-01 R0 Communication During ChangeDhinakaranNo ratings yet
- Fia D1319 Sop PDFDocument3 pagesFia D1319 Sop PDFaurelianhanganuNo ratings yet
- Ivar Aasen Field Development Project PDQ: Dn02-S09011-E-Xk-6511-00Document27 pagesIvar Aasen Field Development Project PDQ: Dn02-S09011-E-Xk-6511-00ayemyothantNo ratings yet
- Zanini Social ResponsibilityDocument80 pagesZanini Social ResponsibilityPiyush DikshitNo ratings yet
- Full and Final Settlement1Document4 pagesFull and Final Settlement1Zaheer AbbasNo ratings yet
- Mohindra Fasteners CQI 9 Audit ObservationsDocument2 pagesMohindra Fasteners CQI 9 Audit ObservationsAsif AliNo ratings yet
- Butterworth Feedmill SDN BHD: Toolbox Meeting RecordsDocument1 pageButterworth Feedmill SDN BHD: Toolbox Meeting RecordsNurul NatashaNo ratings yet
- MME Calibration RecordsDocument3 pagesMME Calibration RecordsMinoj SarasanNo ratings yet
- Preventive maintenance checklist for 5/16Document2 pagesPreventive maintenance checklist for 5/16Rohtash fastnerNo ratings yet
- Lumax Quality System: Gauge TypeDocument4 pagesLumax Quality System: Gauge TypeHarkesh KumarNo ratings yet
- FINETURN Feasibility FormatDocument1 pageFINETURN Feasibility FormatAyush NarangNo ratings yet
- Chennai Radha Engineering Works (P) LTD.: Near Miss / Incident Report & Investigation FormDocument2 pagesChennai Radha Engineering Works (P) LTD.: Near Miss / Incident Report & Investigation FormsamNo ratings yet
- BONUS REGISTERDocument2 pagesBONUS REGISTERboopathi.nNo ratings yet
- 8 D For ShrinkageDocument6 pages8 D For ShrinkageSachin KumbharNo ratings yet
- Qualityprinciplesandconcepts 141214012537 Conversion Gate01 PDFDocument32 pagesQualityprinciplesandconcepts 141214012537 Conversion Gate01 PDFSuhendi SSNo ratings yet
- Super Ace: Wheel Nut CrackedDocument8 pagesSuper Ace: Wheel Nut CrackedScientific KingNo ratings yet
- IPV AQEMM 01 11 Turtle Diagram ProductionDocument4 pagesIPV AQEMM 01 11 Turtle Diagram ProductionNurul NatashaNo ratings yet
- Customer Satisfaction Survey ProcedureDocument1 pageCustomer Satisfaction Survey ProcedureAnkur GuptaNo ratings yet
- SR - No Description Make Model No. Rating Qty.: E Cable Cables & Busbar RR/Polycab - 1Document1 pageSR - No Description Make Model No. Rating Qty.: E Cable Cables & Busbar RR/Polycab - 1Vaijayanti JoshiNo ratings yet
- An Introduction To ISO/TS 16949:2002: by George TaoDocument91 pagesAn Introduction To ISO/TS 16949:2002: by George Taogerald904640No ratings yet
- ISO 9001:2008 ISO/TS 16949:2009 Added Requirement: 0.5 Goal of This Technical SpecificationDocument36 pagesISO 9001:2008 ISO/TS 16949:2009 Added Requirement: 0.5 Goal of This Technical Specificationsupady5751No ratings yet
- Environmental, Occupational Health and Safety Management SystemDocument4 pagesEnvironmental, Occupational Health and Safety Management SystemAsan IbrahimNo ratings yet
- F MR 13 Internal Audit ScheduleDocument6 pagesF MR 13 Internal Audit ScheduleRohtash fastnerNo ratings yet
- Salt Spray Test Report - SampleDocument8 pagesSalt Spray Test Report - SamplearvindNo ratings yet
- IATF 16949 2016 Clause 4 Intrested Party Needs & Expectation FormatDocument2 pagesIATF 16949 2016 Clause 4 Intrested Party Needs & Expectation FormatMahesh JadhavNo ratings yet
- QAV observations closure sheet summaryDocument1 pageQAV observations closure sheet summaryDEVENDERNo ratings yet
- DS-05-02 R0 Objectieve & TargetsDocument20 pagesDS-05-02 R0 Objectieve & TargetsDhinakaranNo ratings yet
- Control Plan: Pre-Launch Production PrototypeDocument1 pageControl Plan: Pre-Launch Production PrototypeAnkur DhirNo ratings yet
- Process Capability Analysis: Rohtas Fasteners PVT - LimitedDocument2 pagesProcess Capability Analysis: Rohtas Fasteners PVT - LimitedVikas KashyapNo ratings yet
- 02 Manufacturing Process Design InputsDocument3 pages02 Manufacturing Process Design InputsRaja DuraiNo ratings yet
- Shelf Life Management SystemDocument1 pageShelf Life Management Systemrajesh sharmaNo ratings yet
- EHS Audit Points TrackerDocument7 pagesEHS Audit Points TrackerDhinakaranNo ratings yet
- 04 Alternate Process ControlDocument24 pages04 Alternate Process ControlRaja DuraiNo ratings yet
- 1.FPC BNG 06 F 0101 Certificate of Gauge InspectionDocument3 pages1.FPC BNG 06 F 0101 Certificate of Gauge InspectionSunil GowdaNo ratings yet
- 10-Part Air Gauge Measurement AnalysisDocument4 pages10-Part Air Gauge Measurement AnalysisSaurabh PhandNo ratings yet
- Amendment Record Delite Technoplast: Date Doc. No. Rev. No. Details of Change Eff, Date MR NEW RevDocument2 pagesAmendment Record Delite Technoplast: Date Doc. No. Rev. No. Details of Change Eff, Date MR NEW RevSaurabhNo ratings yet
- Intertek Package Price For OrchestraDocument1 pageIntertek Package Price For OrchestraFerdous Khan RubelNo ratings yet
- 1 - Supplier Rating - Including Premium Freight1Document1 page1 - Supplier Rating - Including Premium Freight1RAJESH DHOKALENo ratings yet
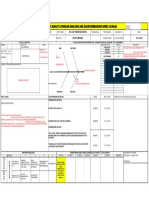
- Supplier quality problem analysis and countermeasuresDocument1 pageSupplier quality problem analysis and countermeasuresneerajrdx100% (1)
- MRM Agenda April 2018-July 18Document4 pagesMRM Agenda April 2018-July 18ukavathekarNo ratings yet
- Productivity April 151Document1 pageProductivity April 151azadNo ratings yet
- 5.04 Corrective Action PlanDocument2 pages5.04 Corrective Action PlanAnkur DhirNo ratings yet
- ISO Audit ProcedureDocument3 pagesISO Audit Procedurekyunjae JetomoNo ratings yet
- Sample Whistle Blower PolicyDocument2 pagesSample Whistle Blower Policy4geniecivilNo ratings yet
- 4M Change RecordDocument6 pages4M Change RecordRAHUL SINGHNo ratings yet
- ICM Certification (P) LTD.: STANDARD: - ISO 9001: 2015 Audit ReportDocument18 pagesICM Certification (P) LTD.: STANDARD: - ISO 9001: 2015 Audit ReportRohit AttriNo ratings yet
- Rejection PPM - Forging (2019 20)Document7 pagesRejection PPM - Forging (2019 20)Rohtash fastnerNo ratings yet
- Preventive Maintenance Checklist for Hardrock Attachments Pvt. LtdDocument1 pagePreventive Maintenance Checklist for Hardrock Attachments Pvt. LtdSandeep KumarNo ratings yet
- Prepared by Approved by Department Status Saurabh Kumar Praguman Verma Biw VqaDocument2 pagesPrepared by Approved by Department Status Saurabh Kumar Praguman Verma Biw VqaScientific KingNo ratings yet
- Tool Life Monitoring RecordDocument4 pagesTool Life Monitoring RecordMani ManishNo ratings yet
- Gauge Validation ReportDocument71 pagesGauge Validation ReportPreetam GiteNo ratings yet
- Format No - Qf-As-02 - Daily Production Log BookDocument2 pagesFormat No - Qf-As-02 - Daily Production Log BookDisha ShahNo ratings yet
- HLS and ISO 9001 - ISO 14001 - Key Changes and Transition (September 2015) - tcm8-12652Document18 pagesHLS and ISO 9001 - ISO 14001 - Key Changes and Transition (September 2015) - tcm8-12652KumaravelNo ratings yet
- BiasDocument2 pagesBiasSudhagarNo ratings yet
- Mangement Review FormatsDocument7 pagesMangement Review FormatsAnkur DhirNo ratings yet
- Inspection Test Plan For Eot CraneDocument4 pagesInspection Test Plan For Eot CraneBikash ShreshthaNo ratings yet
- EGMC002 PDF Final PDFDocument9 pagesEGMC002 PDF Final PDFNageshwar SinghNo ratings yet
- Churchit Exports Dilivery Challan: OriginalDocument1 pageChurchit Exports Dilivery Challan: Originaleddycul009No ratings yet
- Churchit Exports Dilivery Challan: OriginalDocument1 pageChurchit Exports Dilivery Challan: Originaleddycul009No ratings yet
- Organisational BehaviourDocument12 pagesOrganisational Behavioureddycul009100% (1)
- Churchit Exports: Dyeing OrderDocument1 pageChurchit Exports: Dyeing Ordereddycul009No ratings yet
- Churchit Exports: Handwork IssueDocument1 pageChurchit Exports: Handwork Issueeddycul009No ratings yet
- Churchit Exports Dilivery Challan: OriginalDocument1 pageChurchit Exports Dilivery Challan: Originaleddycul009No ratings yet
- Churchit Exports: Kaj Button IssueDocument1 pageChurchit Exports: Kaj Button Issueeddycul009No ratings yet
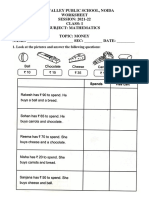
- Indus Valley Public School, Noida Worksheet SESSION: 2021-22 Class: I Subject: Mathematics Topic: Money NAME: - SEC: - DATEDocument3 pagesIndus Valley Public School, Noida Worksheet SESSION: 2021-22 Class: I Subject: Mathematics Topic: Money NAME: - SEC: - DATEeddycul009No ratings yet
- Hi177 1Document1 pageHi177 1eddycul009No ratings yet
- Indus Valley Public School, Noida Worksheet SESSION: 2021-22 Class: I Subject: Mathematics Topic: Money NAME: - SEC: - DATEDocument1 pageIndus Valley Public School, Noida Worksheet SESSION: 2021-22 Class: I Subject: Mathematics Topic: Money NAME: - SEC: - DATEeddycul009No ratings yet
- Chap 5 - Keyboard-WorksheetDocument3 pagesChap 5 - Keyboard-Worksheeteddycul009No ratings yet
- Churchit Exports: Handwork IssueDocument1 pageChurchit Exports: Handwork Issueeddycul009No ratings yet
- Churchit Exports: Kaj Button IssueDocument1 pageChurchit Exports: Kaj Button Issueeddycul009No ratings yet
- Indus Valley Public School, Noida Worksheet SESSION: 2021-22 Class: I Subject: Mathematics Topic: Money NAME: - SEC: - DATEDocument3 pagesIndus Valley Public School, Noida Worksheet SESSION: 2021-22 Class: I Subject: Mathematics Topic: Money NAME: - SEC: - DATEeddycul009No ratings yet
- Part TimeDocument1 pagePart Timeeddycul009No ratings yet
- Sample XLSX File For TestingDocument48 pagesSample XLSX File For Testingeddycul009No ratings yet
- Indus Valley Public School, Noida Worksheet SESSION-2021-22 Class-I Subject-EnglishDocument1 pageIndus Valley Public School, Noida Worksheet SESSION-2021-22 Class-I Subject-Englisheddycul009No ratings yet
- Money 4Document1 pageMoney 4eddycul009No ratings yet
- Copia de Financial SampleDocument64 pagesCopia de Financial SampleAlejandro Garcia GarayNo ratings yet
- Action Words 2Document2 pagesAction Words 2eddycul009No ratings yet
- Indus Valley Public School, Noida Worksheet SESSION: 2021-22 Class: I Subject: Mathematics Topic: Money NAME: - SEC: - DATEDocument3 pagesIndus Valley Public School, Noida Worksheet SESSION: 2021-22 Class: I Subject: Mathematics Topic: Money NAME: - SEC: - DATEeddycul009No ratings yet
- Indus Valley Public School, Noida Worksheet SESSION-2021-22 Class-I Subject-EnglishDocument1 pageIndus Valley Public School, Noida Worksheet SESSION-2021-22 Class-I Subject-Englisheddycul009No ratings yet
- He, She, ItDocument1 pageHe, She, Iteddycul009No ratings yet
- Indus Valley Public School, Noida Practice Worksheet SESSION: 2021-22 Class: I Subject: Maths Topic: Money NAME: - SEC: - DATEDocument1 pageIndus Valley Public School, Noida Practice Worksheet SESSION: 2021-22 Class: I Subject: Maths Topic: Money NAME: - SEC: - DATEeddycul009No ratings yet
- Churchit Exports: Stitching IssueDocument1 pageChurchit Exports: Stitching Issueeddycul009No ratings yet
- He, She, ItDocument1 pageHe, She, Iteddycul009No ratings yet
- Churchit Exports: Handwork IssueDocument1 pageChurchit Exports: Handwork Issueeddycul009No ratings yet
- Churchit Exports: Handwork IssueDocument1 pageChurchit Exports: Handwork Issueeddycul009No ratings yet
- Aircon Problem Set1-1 PDFDocument26 pagesAircon Problem Set1-1 PDFNathaniel Beaver Apostol MendozaNo ratings yet
- CSL 356: Analysis and Design of Algorithms: Ragesh Jaiswal CSE, IIT DelhiDocument32 pagesCSL 356: Analysis and Design of Algorithms: Ragesh Jaiswal CSE, IIT DelhiAanand Rishabh DagaNo ratings yet
- Potential Use of Chat GPT in Global WarmingDocument2 pagesPotential Use of Chat GPT in Global WarmingFerda ÖzdemirNo ratings yet
- Volvo PentaDocument250 pagesVolvo Pentaweler13100% (2)
- Revision MemoDocument2 pagesRevision Memoapi-309860565No ratings yet
- Lecture 2. Working Principles of Microsystems 2.1 MicrosensorsDocument25 pagesLecture 2. Working Principles of Microsystems 2.1 MicrosensorsDossDossNo ratings yet
- CWCT Curtain Wall Installation HandbookDocument34 pagesCWCT Curtain Wall Installation HandbookmoudshahineNo ratings yet
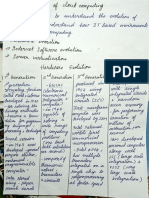
- Evolution of Cloud ComputingDocument3 pagesEvolution of Cloud ComputingVaishnavi ChockalingamNo ratings yet
- Wurth KeysDocument4 pagesWurth KeysDaniel IonuţNo ratings yet
- Media Studies at AQADocument39 pagesMedia Studies at AQAAna-Maria Huluban0% (1)
- Predicting Corporate FailureDocument26 pagesPredicting Corporate FailureCharlon ButtigiegNo ratings yet
- M Tech SDM-Curriculum SyllabiDocument69 pagesM Tech SDM-Curriculum SyllabiDinesh AnbumaniNo ratings yet
- Wordvice - EDITOR SAMPLE TEST - 20200526 (Edited Samples)Document6 pagesWordvice - EDITOR SAMPLE TEST - 20200526 (Edited Samples)wenelyn pinoNo ratings yet
- Daftar Spare Parts Alternatif Suzuki EveryDocument1 pageDaftar Spare Parts Alternatif Suzuki EveryNacz92100% (1)
- Pioneer Avic-U310btDocument101 pagesPioneer Avic-U310btboroda2410No ratings yet
- Python Financial Modelling PDFDocument54 pagesPython Financial Modelling PDFAmit KumarNo ratings yet
- 8085 Microprocessor Trainer GuideDocument73 pages8085 Microprocessor Trainer GuideKuldeep Saini0% (1)
- Allete Oracle Isupplier Portal Training GuideDocument44 pagesAllete Oracle Isupplier Portal Training GuideahosainyNo ratings yet
- Weight Reduction TechnologyDocument6 pagesWeight Reduction Technologyapi-3775258No ratings yet
- E-Commerce 2018: Business. Technology. Society: Fourteenth EditionDocument54 pagesE-Commerce 2018: Business. Technology. Society: Fourteenth EditionCarlo WidjajaNo ratings yet
- Important Concepts and Formulas - ProbabilityDocument2 pagesImportant Concepts and Formulas - ProbabilityhareshtankNo ratings yet
- PDFDocument1 pagePDFsilpaNo ratings yet
- RTS350OperationsGuide 85Document1,400 pagesRTS350OperationsGuide 85Eduardo Valldeperas100% (1)
- Operating Manual Adsorption Dryer DPS 120-630: Version: 11/2010/DEDocument64 pagesOperating Manual Adsorption Dryer DPS 120-630: Version: 11/2010/DEMendoud SofianeNo ratings yet
- TM 11398Document592 pagesTM 11398krill.copco50% (2)
- Building With Earth in Nigeria: A Review of The Past and Present Efforts To Enhance Future Housing DevelopmentsDocument15 pagesBuilding With Earth in Nigeria: A Review of The Past and Present Efforts To Enhance Future Housing DevelopmentsSANI SULEIMANNo ratings yet
- Scheduling in SAS 9.4Document78 pagesScheduling in SAS 9.4danielhidalgopNo ratings yet
- WIFIDocument11 pagesWIFIpounupr@gmail.comNo ratings yet
- Catalogue Standard Air Handling Units Blauair PDFDocument24 pagesCatalogue Standard Air Handling Units Blauair PDFIonut CatalinNo ratings yet
- Warning: Graphic Content: USPIS Statement of FactsDocument3 pagesWarning: Graphic Content: USPIS Statement of Factskballuck1No ratings yet