You might also like
- Residential Asphalt Roofing Manual Design and Application Methods 2014 EditionFrom EverandResidential Asphalt Roofing Manual Design and Application Methods 2014 EditionNo ratings yet
- STEEL Structures in GeneralDocument11 pagesSTEEL Structures in GeneralsbunNo ratings yet
- Asme Sec Viii D1 C PT UhaDocument15 pagesAsme Sec Viii D1 C PT Uhakcp1986No ratings yet
- 1method Statement For Passivation and PicklingDocument6 pages1method Statement For Passivation and PicklinggatoNo ratings yet
- WFP 2 01 Procedure R1Document8 pagesWFP 2 01 Procedure R1leodavid87No ratings yet
- CPVC ChecklistDocument1 pageCPVC Checklistchakravarthi kanugulaNo ratings yet
- MITS-34 Rev 6Document17 pagesMITS-34 Rev 6Srinivasan RNo ratings yet
- B2.1 B2.1M 2014 Amd1 Procedure Qualification Record PQR PDFDocument2 pagesB2.1 B2.1M 2014 Amd1 Procedure Qualification Record PQR PDFNavanitheeshwaran SivasubramaniyamNo ratings yet
- HMC Spec 001 - Welding and Fabrication of Structural SteelDocument29 pagesHMC Spec 001 - Welding and Fabrication of Structural SteelJohnnyNo ratings yet
- How To Perform Tack Welding SuccessfullyDocument2 pagesHow To Perform Tack Welding SuccessfullyLucaRoldoNo ratings yet
- Welder IdentificationDocument9 pagesWelder Identificationdandiar1No ratings yet
- Sigmashield 880 GF - ISO 23040-1Document1 pageSigmashield 880 GF - ISO 23040-1Saravan KumarNo ratings yet
- Site Welding Instruction Sheet (SWIS) HandbookDocument36 pagesSite Welding Instruction Sheet (SWIS) HandbookNuwan RanaweeraNo ratings yet
- Welding & NDE Summary Sheet (BE)Document12 pagesWelding & NDE Summary Sheet (BE)MulPXNo ratings yet
- QW-403.2 InterpretationDocument1 pageQW-403.2 Interpretationlaz_kNo ratings yet
- WPSDocument25 pagesWPSWaqas WaqasNo ratings yet
- Team Mentor/ Leader Mr. Manish Gautam, Team Members:-Rakesh Kumar, Uday Gururani, Ankur Agarwal, Arvind, Antony, Sathish, RohitDocument1 pageTeam Mentor/ Leader Mr. Manish Gautam, Team Members:-Rakesh Kumar, Uday Gururani, Ankur Agarwal, Arvind, Antony, Sathish, RohitRakesh KumarNo ratings yet
- Holiday Detection ProcedureDocument4 pagesHoliday Detection Proceduregst ajah100% (1)
- DVS 2207-3Document12 pagesDVS 2207-3gura9054No ratings yet
- Weld MapDocument1 pageWeld MapvinothNo ratings yet
- BOLT Torquing ReportDocument4 pagesBOLT Torquing ReportSumith Kumar S MNo ratings yet
- Blasting and Painting Inspection Report: Achieved Profile Date of Report No: DFT Application DateDocument3 pagesBlasting and Painting Inspection Report: Achieved Profile Date of Report No: DFT Application DateLOPA THANDARNo ratings yet
- Prorox WM 960 Sa PDFDocument1 pageProrox WM 960 Sa PDFr afriantoNo ratings yet
- Blasting &painting Pocedures MTD SOP 15 01Document1 pageBlasting &painting Pocedures MTD SOP 15 01vinothNo ratings yet
- Norma CWB Cambios en W47.1-2009Document6 pagesNorma CWB Cambios en W47.1-2009Jose ManuelNo ratings yet
- A780 PDFDocument3 pagesA780 PDFMauricio Adame100% (1)
- Inar Profiles Pvt. LTD., Kotturu, Industrial Area, Visakhapatnam, Andhrapradesh, IndiaDocument14 pagesInar Profiles Pvt. LTD., Kotturu, Industrial Area, Visakhapatnam, Andhrapradesh, IndiaSreedhar Patnaik.MNo ratings yet
- Welders ManagementDocument11 pagesWelders ManagementStanley AlexNo ratings yet
- Welder Performace Qualification Report 2014..Document132 pagesWelder Performace Qualification Report 2014..Kayra Riri ChirulNo ratings yet
- PDS Hempadur Hi-Build 45200 en-GBDocument2 pagesPDS Hempadur Hi-Build 45200 en-GBvitharvanNo ratings yet
- Name: Nihat First Name (S) : WPQ N°: TUR-19-A-931: Essential Variables (QW - 350) Actual Values Qualified Ranges QWDocument2 pagesName: Nihat First Name (S) : WPQ N°: TUR-19-A-931: Essential Variables (QW - 350) Actual Values Qualified Ranges QWSabit CirdiNo ratings yet
- Transamerican Manufacturing Group: Document Title: Weld Standards, SteelDocument16 pagesTransamerican Manufacturing Group: Document Title: Weld Standards, SteelQuoc VinhNo ratings yet
- Welding Repair ProcedureDocument4 pagesWelding Repair ProcedureRiky SumantriNo ratings yet
- p999999 100zd11 000 zd0001 - 0 Welding StandardDocument25 pagesp999999 100zd11 000 zd0001 - 0 Welding StandardJennyNo ratings yet
- Sspc-Ab 1Document7 pagesSspc-Ab 1Allan LindoNo ratings yet
- ?di' FQ: Procedure For Radiographic Examination Welds Unique Sery'CesDocument33 pages?di' FQ: Procedure For Radiographic Examination Welds Unique Sery'Cesvijay padaleNo ratings yet
- WPS - 020Document15 pagesWPS - 020MAT-LION100% (2)
- Fit Up Report: Project Name Project No. Tank No. Report No. DateDocument1 pageFit Up Report: Project Name Project No. Tank No. Report No. DatekarthikumarnpNo ratings yet
- NDT Request (Template)Document4 pagesNDT Request (Template)Bethel NdifonNo ratings yet
- Defining Mechanical Surface Preparation Standards With Power ToolsDocument8 pagesDefining Mechanical Surface Preparation Standards With Power ToolsAryo Wicaksono100% (1)
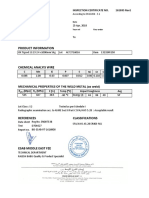
- Product Information: Inspection Certificate No. 161095 Rev1Document1 pageProduct Information: Inspection Certificate No. 161095 Rev1nwoforNo ratings yet
- PQR Editable SampleDocument2 pagesPQR Editable SampleKoya ThangalNo ratings yet
- Weld Book - Flare KOD - Structure Rev ADocument169 pagesWeld Book - Flare KOD - Structure Rev ARajesh K PillaiNo ratings yet
- Guidance To Prepare Wps PQR For WeldingDocument1 pageGuidance To Prepare Wps PQR For WeldingHamid MansouriNo ratings yet
- WPS Format For Asme Ix - Wps - Gtaw SawDocument1 pageWPS Format For Asme Ix - Wps - Gtaw SawThe Welding Inspections CommunityNo ratings yet
- Procedure Qualification RecordsDocument2 pagesProcedure Qualification RecordsRM ENTERPRISESNo ratings yet
- Arc StrikeDocument9 pagesArc StrikeBulut YildizNo ratings yet
- MNT - QC - BP - 001 Blasting & Painting ReportDocument1 pageMNT - QC - BP - 001 Blasting & Painting Reportsivagnanam sNo ratings yet
- ENG-DUQM-101 - Painting Procedure - Rev 3.Document269 pagesENG-DUQM-101 - Painting Procedure - Rev 3.Shiva RajNo ratings yet
- En 10029Document3 pagesEn 10029hamoody_007100% (1)
- DTEC FR04 REV00 Surface Preparation Inspection ReportDocument18 pagesDTEC FR04 REV00 Surface Preparation Inspection ReportSyaiful Rasyidi TamsirNo ratings yet
- Define of WPS & PQRDocument16 pagesDefine of WPS & PQRThanh Hua100% (1)
- WPS 856110.016 Rev 3Document1 pageWPS 856110.016 Rev 3laz_kNo ratings yet
- W QC A 004 Rev1, WQT ProcedureDocument15 pagesW QC A 004 Rev1, WQT ProcedureAlif Rahmat FebriantoNo ratings yet
- FS2005 - Rev.4 Specification For Protective CoatingDocument67 pagesFS2005 - Rev.4 Specification For Protective CoatingRudolph Rednose100% (2)
- How To Carry Out Tack WeldingDocument2 pagesHow To Carry Out Tack WeldingwentropremNo ratings yet
- Painting ProcedureDocument8 pagesPainting ProcedureBharat BhoirNo ratings yet
- UntitledDocument11 pagesUntitledRodrigo LeanosNo ratings yet
- Painting Procedures ADocument7 pagesPainting Procedures AMaged Lotfy Abdel-aal100% (1)
- Sign TSDocument16 pagesSign TSAjay SinghNo ratings yet
- EBS1-PTFA27-SAPI-SPDI-1001-D00 - Specification For Piping Stress AnalysisDocument23 pagesEBS1-PTFA27-SAPI-SPDI-1001-D00 - Specification For Piping Stress AnalysisAhmedNo ratings yet
- Ebs1-Ptfa34-Saqa-Plci-1001 - (Itp Civ-01)Document14 pagesEbs1-Ptfa34-Saqa-Plci-1001 - (Itp Civ-01)AhmedNo ratings yet
- 6.EBS1-PTFA27-SAQA-PLQA-1002-D00 - Project Quality PlanDocument28 pages6.EBS1-PTFA27-SAQA-PLQA-1002-D00 - Project Quality PlanAhmedNo ratings yet
- EBS1-PTFA32-SACM-PRJB-1005-D03 (Painting Procedure)Document30 pagesEBS1-PTFA32-SACM-PRJB-1005-D03 (Painting Procedure)Ahmed100% (1)
- Ebs1-Ptfa30-Sacm-Prmm-1003 (Material Control Procedure) - 4Document7 pagesEbs1-Ptfa30-Sacm-Prmm-1003 (Material Control Procedure) - 4AhmedNo ratings yet
- Aci 563-18Document44 pagesAci 563-18Ahmed100% (3)
- Fusing Procedure Specifications (FPS) According To ISO 10839 - ISO 12176-1 - DVS 2207-1, ASME Section 9Document1 pageFusing Procedure Specifications (FPS) According To ISO 10839 - ISO 12176-1 - DVS 2207-1, ASME Section 9AhmedNo ratings yet
- Marathon: Technical Data SheetDocument5 pagesMarathon: Technical Data SheetOkinawa TeakNo ratings yet
- 01 FPQDocument1 page01 FPQAhmedNo ratings yet
- Hydro-Test Procedure For HDPE PipelineDocument14 pagesHydro-Test Procedure For HDPE PipelineAhmedNo ratings yet
- Barrier 80 PDFDocument5 pagesBarrier 80 PDFBalaji GuruNo ratings yet
- Welding Stainless Steels-LincolnelectricDocument40 pagesWelding Stainless Steels-LincolnelectricsachinumaryeNo ratings yet
- 55210Document2 pages55210whah11No ratings yet
- Lincoln ER316/316L: Conformances Key FeaturesDocument2 pagesLincoln ER316/316L: Conformances Key FeaturesAhmedNo ratings yet
- ITP For Pipeline Repair Works - by Using Belzona Superwrap IIDocument4 pagesITP For Pipeline Repair Works - by Using Belzona Superwrap IIAhmedNo ratings yet
- ValvesDocument4 pagesValvesAhmedNo ratings yet
- Iraq Gates Contracting Company: Kaz 12.2 Rehabilitation ProjectDocument8 pagesIraq Gates Contracting Company: Kaz 12.2 Rehabilitation ProjectAhmedNo ratings yet
- Welding HISTORY SHEETDocument9 pagesWelding HISTORY SHEETAhmedNo ratings yet
- Cold-Applied Tape Coating - Rev 3-17Document19 pagesCold-Applied Tape Coating - Rev 3-17AhmedNo ratings yet
- Jobs in 12.2Document12 pagesJobs in 12.2AhmedNo ratings yet
- Iraq Gates Contracting Company: Kaz 12.2 Rehabilitation ProjectDocument8 pagesIraq Gates Contracting Company: Kaz 12.2 Rehabilitation ProjectAhmedNo ratings yet
- Valve Requst From BGCDocument2 pagesValve Requst From BGCAhmedNo ratings yet
- EBS1 FPFA00 SAPI SPMT 1021 D00 Piping and Valve Material SpecificationDocument39 pagesEBS1 FPFA00 SAPI SPMT 1021 D00 Piping and Valve Material SpecificationAhmedNo ratings yet
- Ebs1-Fpfa00-Sapi-Dsvl-1022-D00 Ball Valve 3 4" 14" DatasheetsDocument16 pagesEbs1-Fpfa00-Sapi-Dsvl-1022-D00 Ball Valve 3 4" 14" DatasheetsAhmedNo ratings yet
- EBS1 FPFA00 SAPI SPMT 1024 D00 Flanges SpecificationDocument27 pagesEBS1 FPFA00 SAPI SPMT 1024 D00 Flanges SpecificationAhmedNo ratings yet
- Ebs1 Fpfa00 Sapi SPMT 1025 d00 Bns Seamless PipeDocument31 pagesEbs1 Fpfa00 Sapi SPMT 1025 d00 Bns Seamless PipeAhmedNo ratings yet
- Ebs1 Fpfa00 Sapi SPMT 1023 d00 Fittings SpecificationDocument28 pagesEbs1 Fpfa00 Sapi SPMT 1023 d00 Fittings SpecificationAhmedNo ratings yet
- EBS1 FPFA00 SAPI RQMA 1032 D00 Technical Requisition For Ball Valve 16"Document27 pagesEBS1 FPFA00 SAPI RQMA 1032 D00 Technical Requisition For Ball Valve 16"AhmedNo ratings yet
- Ebs1-Fpfa00-Sapi-rqma-1026-d00 Technical Requisition For BN Seamless PipeDocument21 pagesEbs1-Fpfa00-Sapi-rqma-1026-d00 Technical Requisition For BN Seamless PipeAhmedNo ratings yet
- LONTTO Block Machine CatalogueDocument18 pagesLONTTO Block Machine Cataloguemichael2No ratings yet
- U1. T2. Activity 1. Heat Treatments of SteelDocument11 pagesU1. T2. Activity 1. Heat Treatments of SteelTygaNo ratings yet
- Cu580M Universal LatheDocument5 pagesCu580M Universal LatheMinh PhamNo ratings yet
- Vic Stucco Report - Part 2Document95 pagesVic Stucco Report - Part 2Fare NienteNo ratings yet
- 福存五金Document73 pages福存五金cfmszailNo ratings yet
- Furnace SoftwareDocument7 pagesFurnace SoftwareolaNo ratings yet
- Oryx Postmansburg Mixes 11-5-2021Document2 pagesOryx Postmansburg Mixes 11-5-2021MantshaNo ratings yet
- Headland-Agtos Machine RangeDocument8 pagesHeadland-Agtos Machine RangeAaronNo ratings yet
- Effect of Hardening Conditions On Mechanical Properties of High Speed SteelsDocument9 pagesEffect of Hardening Conditions On Mechanical Properties of High Speed SteelsInisial DINo ratings yet
- Belt SplicingDocument10 pagesBelt SplicingDavid NyanguNo ratings yet
- Waste Water Treatment Training Institute in ChennaiDocument1 pageWaste Water Treatment Training Institute in ChennaiKishore KumarNo ratings yet
- Model Ml393D: Service ManualDocument12 pagesModel Ml393D: Service ManualJoggie RiekertNo ratings yet
- DensoHi TackPrimerDocument2 pagesDensoHi TackPrimersattar12345No ratings yet
- PDS Sikaflex SelfLevelingSealantDocument5 pagesPDS Sikaflex SelfLevelingSealantDerek LobedanNo ratings yet
- Etch Primer Is 5666Document3 pagesEtch Primer Is 5666Er Aftab ShaikhNo ratings yet
- 10-2023 - Midor Project Cementitious Fireproofing Progress Report.Document15 pages10-2023 - Midor Project Cementitious Fireproofing Progress Report.Osama KheadryNo ratings yet
- 4.enclosures KILLARKDocument56 pages4.enclosures KILLARKcesarNo ratings yet
- David, Jeanette An?onuevo: Technical Education and Skills Development AuthorityDocument3 pagesDavid, Jeanette An?onuevo: Technical Education and Skills Development AuthorityStar VosNo ratings yet
- Alloy 330 Spec SheetDocument2 pagesAlloy 330 Spec SheetArman MominNo ratings yet
- Earthing - Soluti HureDocument32 pagesEarthing - Soluti HureChulpath MendraNo ratings yet
- GMW14797 - Painted Plastic Parts Performance RequirementsDocument33 pagesGMW14797 - Painted Plastic Parts Performance Requirements廖健翔No ratings yet
- Epoxy Backing Grout Epigen 0301: Typical Applications ProfileDocument2 pagesEpoxy Backing Grout Epigen 0301: Typical Applications ProfileDianWidodoNo ratings yet
- Materil PoscoDocument7 pagesMateril Poscothanawin amradisNo ratings yet
- Permabond AdhesivesDocument2 pagesPermabond AdhesivesPDDELUCANo ratings yet
- Lime, Glass, Metals, Paints VarnishesDocument76 pagesLime, Glass, Metals, Paints VarnishesMonash MongerNo ratings yet
- NEW Electroweld Pricelist - APR 25 2022Document7 pagesNEW Electroweld Pricelist - APR 25 2022ernst gencayaNo ratings yet
- Penna Cement Industries LTD: at Telangana Submitted To: Submitted byDocument36 pagesPenna Cement Industries LTD: at Telangana Submitted To: Submitted bySatya sri KusumaNo ratings yet
- Astm A463a463m 060910Document7 pagesAstm A463a463m 060910D JNo ratings yet
- Metsaboard Prime FBB Eb en IsoDocument1 pageMetsaboard Prime FBB Eb en IsoFrancisco Vidal igamoNo ratings yet
- Homework 2Document11 pagesHomework 2michaquedasilvaNo ratings yet