You might also like
- Tubing Movement DesignDocument7 pagesTubing Movement DesignCanaviri C. Nexus KaramatzoNo ratings yet
- Samuel 2012Document9 pagesSamuel 2012AshutoshSharma100% (1)
- How A Bellows Works: Pressure ThrustDocument2 pagesHow A Bellows Works: Pressure ThrustTushar NaikNo ratings yet
- Tubing Stress and Movement CalculationsDocument37 pagesTubing Stress and Movement CalculationsSAAbrigo100% (4)
- Features of Metallic Expansion JointsDocument22 pagesFeatures of Metallic Expansion JointsCepi Sindang KamulanNo ratings yet
- Montrose Tubing Movement Calculations ManualDocument33 pagesMontrose Tubing Movement Calculations Manualtitiche1100% (3)
- Types of StressDocument8 pagesTypes of StressgggNo ratings yet
- Lateral BucklingDocument36 pagesLateral Bucklingrsb72No ratings yet
- Tubing Changes From Pressure and TemperatureDocument4 pagesTubing Changes From Pressure and TemperatureSaeid OrangiNo ratings yet
- StressinCurvedCircularThinWallTubes PDFDocument2 pagesStressinCurvedCircularThinWallTubes PDFskyerfreeNo ratings yet
- Reinforcement Stress CalculationsDocument11 pagesReinforcement Stress CalculationsmshNo ratings yet
- PIPE STRESS ANALYSIS GUIDEDocument39 pagesPIPE STRESS ANALYSIS GUIDEsharmila patil100% (1)
- Buckling Phenomenon: Buckling Can Be Important in Tubing Stress Analysis For A Variety of ReasonsDocument3 pagesBuckling Phenomenon: Buckling Can Be Important in Tubing Stress Analysis For A Variety of ReasonsAvininda FitriaNo ratings yet
- Cylinder Stress ComponentsDocument4 pagesCylinder Stress ComponentsWell LojuminNo ratings yet
- Theory of Shrinkage and Forced FitsDocument48 pagesTheory of Shrinkage and Forced FitsGene GattiNo ratings yet
- SPE 89518 Predicting Coiled-Tubing Failure Below Injector: WWW - Petroman.irDocument5 pagesSPE 89518 Predicting Coiled-Tubing Failure Below Injector: WWW - Petroman.irmsmsoftNo ratings yet
- بحث الميتالDocument7 pagesبحث الميتالAhmed fahmyNo ratings yet
- Bellow Design GuideDocument14 pagesBellow Design Guidelokeshraja007100% (2)
- 0263 8231 (85) 90030 8Document18 pages0263 8231 (85) 90030 8sagar1503No ratings yet
- Buckling Analysis With Expansion JointsDocument11 pagesBuckling Analysis With Expansion JointsNgo Van HieuNo ratings yet
- 06 Nozzle ReinforcementDocument10 pages06 Nozzle ReinforcementNitesh SardarNo ratings yet
- Petsoc 2004 135 PDocument10 pagesPetsoc 2004 135 PvibhutiNo ratings yet
- Design of Machine Elements - II (10me62)Document271 pagesDesign of Machine Elements - II (10me62)swetha shree chavan m100% (1)
- Extrusion Lab ReportDocument20 pagesExtrusion Lab Reportex4182100% (1)
- Expansion Joints: Raison EtreDocument2 pagesExpansion Joints: Raison EtreTAHIR MAHMOODNo ratings yet
- Piping Stress AnalysisDocument36 pagesPiping Stress AnalysisSugumar S100% (1)
- UNIT 9, 10 DESIGN OF PV SHELLS UNDER EXTERNAL PRESSUREDocument14 pagesUNIT 9, 10 DESIGN OF PV SHELLS UNDER EXTERNAL PRESSUREmwamba chandaNo ratings yet
- Modeling of Internal Pressure and Thrust Load On Nozzles Using WRC 368Document5 pagesModeling of Internal Pressure and Thrust Load On Nozzles Using WRC 368m5416No ratings yet
- Pressure Thrust Expansion JointsDocument21 pagesPressure Thrust Expansion JointsIngenieros Asociados R&SNo ratings yet
- 1-s2.0-S0263823116300167-Jonathan D Glassman Plate Buckling 2016Document39 pages1-s2.0-S0263823116300167-Jonathan D Glassman Plate Buckling 2016NaubaNo ratings yet
- Vertical Forces Cause Vibration in A Reciprocating CompressorDocument7 pagesVertical Forces Cause Vibration in A Reciprocating CompressorghradaNo ratings yet
- Stress QuizDocument8 pagesStress QuizNagarjuna SeellaNo ratings yet
- Tubing design stressesDocument12 pagesTubing design stressesakshitppe11No ratings yet
- Structure Design of SubmarinesDocument12 pagesStructure Design of SubmarinesPramod Kumar MallyaNo ratings yet
- Pressure Vessel Stress AnalysisDocument52 pagesPressure Vessel Stress Analysisratchagaraja100% (1)
- Thin Walled VesselsDocument9 pagesThin Walled VesselsBibek ShresthaNo ratings yet
- FACT ManualDocument22 pagesFACT ManualLuis PinoNo ratings yet
- Calculating Stresses in Thin-Walled Pressure VesselsDocument43 pagesCalculating Stresses in Thin-Walled Pressure VesselsAdonis C. BibatNo ratings yet
- Straight Talk About Riser Tension and MoreDocument15 pagesStraight Talk About Riser Tension and MoreballojehNo ratings yet
- Expansion JointsDocument15 pagesExpansion Jointsaop10468No ratings yet
- Hoop StressDocument3 pagesHoop Stresskarthikraja21No ratings yet
- Thick Shell TheoryDocument17 pagesThick Shell TheoryNitin SuryawanshiNo ratings yet
- Thin Walled Pressure Vessel: T/R 1 Usually R/T 10Document9 pagesThin Walled Pressure Vessel: T/R 1 Usually R/T 10NishanthoraNo ratings yet
- Induced Stresses in Pipe - Hoop, Longitudinal and Radial StressesDocument8 pagesInduced Stresses in Pipe - Hoop, Longitudinal and Radial StressesMichael WaltersNo ratings yet
- In Elastic Buckling of Geometrically Imperfect TubesDocument16 pagesIn Elastic Buckling of Geometrically Imperfect TubesSiva RajNo ratings yet
- Structural Mechanics of Buried Pipes: Anderson, Loren Runar Et Al "ENCASED FLEXIBLE PIPES" Boca Raton: CRC Press LLC, 2000Document19 pagesStructural Mechanics of Buried Pipes: Anderson, Loren Runar Et Al "ENCASED FLEXIBLE PIPES" Boca Raton: CRC Press LLC, 2000obricenoNo ratings yet
- Improved Thermal Piping Analysis For Reciprocating Compressor Piping SystemsDocument7 pagesImproved Thermal Piping Analysis For Reciprocating Compressor Piping SystemsJimmy Alexander AvilaNo ratings yet
- Gusset StressDocument21 pagesGusset StressSameera RaoNo ratings yet
- De Ade - Design of Vessels Subject To External PressureDocument15 pagesDe Ade - Design of Vessels Subject To External PressureJudy Anne De adeNo ratings yet
- FEIVU-SP-HZC-2012 - TAKIYA ShockWave Attenuation by BafflesDocument12 pagesFEIVU-SP-HZC-2012 - TAKIYA ShockWave Attenuation by BafflesGilmar TenórioNo ratings yet
- SPE 27605 Hydraulic Workover Techniques: Their Versatility and ApplicationsDocument10 pagesSPE 27605 Hydraulic Workover Techniques: Their Versatility and ApplicationsVera Linda Rios DiazNo ratings yet
- Bellow Design 1Document5 pagesBellow Design 1zingalala100% (2)
- 5.00 A Conundrum The Difficulties of Pipe Stress Analysis For Cold PipesDocument17 pages5.00 A Conundrum The Difficulties of Pipe Stress Analysis For Cold Pipesprabu2001No ratings yet
- Thin and Thick CylinderDocument20 pagesThin and Thick Cylinderdearsaswat100% (2)
- 1986-Design of Pervious Pressure Tunnels-SchleissDocument8 pages1986-Design of Pervious Pressure Tunnels-SchleissPauloAndresSepulveda100% (1)
- Acharya FinalReportDocument46 pagesAcharya FinalReportGonzalokpo69No ratings yet
- Fatigue Bruhn FulltextDocument5 pagesFatigue Bruhn FulltextysapeNo ratings yet
- Aspect-96-155 Lateral Buckling PalmerDocument20 pagesAspect-96-155 Lateral Buckling PalmerJuan Roberto López Betanzos100% (2)
- Stress Analysis Problems in S.I. Units: The Commonwealth and International Library: Mechanical Engineering DivisionFrom EverandStress Analysis Problems in S.I. Units: The Commonwealth and International Library: Mechanical Engineering DivisionRating: 2.5 out of 5 stars2.5/5 (4)
- Appointment Letter FormatDocument7 pagesAppointment Letter FormatAdv Kunal KapoorNo ratings yet
- Appointment Letter FormatDocument7 pagesAppointment Letter FormatAdv Kunal KapoorNo ratings yet
- Schneider NS800Document64 pagesSchneider NS800Anonymous Lh3Yh8basINo ratings yet
- ASME B31.3 InterpretationDocument743 pagesASME B31.3 Interpretationiangregorrustria100% (3)
- ANNEXURE-7.pdf BHEL PDFDocument10 pagesANNEXURE-7.pdf BHEL PDFSuleman KhanNo ratings yet
- Pollution Control Guidelines for Conversion to Solid FuelsDocument24 pagesPollution Control Guidelines for Conversion to Solid FuelsdurgamadhabaNo ratings yet
- Haripura - Analysis Sheet 15-07-15Document58 pagesHaripura - Analysis Sheet 15-07-15Joshi DhvanitNo ratings yet
- Transforming India PDFDocument160 pagesTransforming India PDFShantanu NandaNo ratings yet
- Siemens Basics of PLCDocument89 pagesSiemens Basics of PLCAlejandro Cortes Bolados100% (1)
- Control of Moisture Content in Bagasse by Using Bagasse DryerDocument3 pagesControl of Moisture Content in Bagasse by Using Bagasse DryerseventhsensegroupNo ratings yet
- 14 - 8 - 15 FinalDocument118 pages14 - 8 - 15 FinalJoshi DhvanitNo ratings yet
- Conclusion & RecommendationDocument4 pagesConclusion & RecommendationJoshi DhvanitNo ratings yet
- 144 ADocument14 pages144 AJoshi DhvanitNo ratings yet
- 144 BDocument14 pages144 BJoshi DhvanitNo ratings yet
- Lec37 PDFDocument35 pagesLec37 PDFAli AlengineerNo ratings yet
- JJDocument5 pagesJJJoshi DhvanitNo ratings yet
- 2011 C FnodeDocument1 page2011 C FnodeJoshi DhvanitNo ratings yet
- Sr.NO Savings Calculation kW/TR TR kW kWh/Annum Lakh Rs Lakh Rs/Annum Years Savings CalculationDocument2 pagesSr.NO Savings Calculation kW/TR TR kW kWh/Annum Lakh Rs Lakh Rs/Annum Years Savings CalculationJoshi DhvanitNo ratings yet
- Coal CombustionDocument73 pagesCoal Combustionsaliheren100% (1)
- 142 ADocument16 pages142 AJoshi DhvanitNo ratings yet
- Convert Electricity Use to CO2 EmissionsDocument1 pageConvert Electricity Use to CO2 EmissionsJoshi DhvanitNo ratings yet
- DARCY FRICTION LOSS CALCULATOR FOR PIPESDocument1 pageDARCY FRICTION LOSS CALCULATOR FOR PIPESJoshi DhvanitNo ratings yet
- Thermopac BlowerDocument2 pagesThermopac BlowerJoshi DhvanitNo ratings yet
- Savings Calculation: Overall Chiller SPC TR Saved Power Savings Can Be Achieved Energy SavingsDocument2 pagesSavings Calculation: Overall Chiller SPC TR Saved Power Savings Can Be Achieved Energy SavingsJoshi DhvanitNo ratings yet
- Equipment 20checkingDocument18 pagesEquipment 20checkingJoshi DhvanitNo ratings yet
- Savings Calculation: Overall Chiller SPC TR Saved Power Savings Can Be Achieved Energy SavingsDocument2 pagesSavings Calculation: Overall Chiller SPC TR Saved Power Savings Can Be Achieved Energy SavingsJoshi DhvanitNo ratings yet
- Energy Efficient Compressed Air Systems: GPG385 Good Practice GuideDocument40 pagesEnergy Efficient Compressed Air Systems: GPG385 Good Practice GuideDerek White100% (2)
- Urban AreaDocument2 pagesUrban AreaJoshi DhvanitNo ratings yet
- H LookDocument1 pageH LookJoshi DhvanitNo ratings yet
- Owners manual for 3203H crane seriesDocument74 pagesOwners manual for 3203H crane seriesfelixvosNo ratings yet
- FullDocument102 pagesFullTafere EndeshawNo ratings yet
- Loader 4 in 1 Bucket Installation and Parts Manual Om720Document25 pagesLoader 4 in 1 Bucket Installation and Parts Manual Om720cerolanNo ratings yet
- 56 Vosniakos KaryotisDocument6 pages56 Vosniakos Karyotiskamal aldeemNo ratings yet
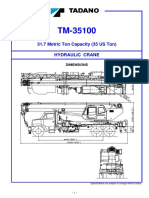
- TM 35100 TM-35100: 31.7 Metric Ton Capacity (35 US Ton) Hydraulic CraneDocument11 pagesTM 35100 TM-35100: 31.7 Metric Ton Capacity (35 US Ton) Hydraulic CraneEder Rodriguez GonzalezNo ratings yet
- Bobcat 863 G-PM PDFDocument418 pagesBobcat 863 G-PM PDFGustavo Belgrano100% (1)
- NPRD 2016 Part Descriptors FinalDocument178 pagesNPRD 2016 Part Descriptors FinalzaherspcNo ratings yet
- DW Trailer of ZJ40DBST Drilling Rig User ManualDocument23 pagesDW Trailer of ZJ40DBST Drilling Rig User ManualJohn SimancaNo ratings yet
- Hydra Jaw 0211 H 3244 LRDocument4 pagesHydra Jaw 0211 H 3244 LRLuis Miguel Añasco CorimayhuaNo ratings yet
- Torque Arms Re 15355 - 06 HagglundsDocument24 pagesTorque Arms Re 15355 - 06 HagglundsANTON NEAGUNo ratings yet
- STEER AXLE WORKSHOP MANUALDocument253 pagesSTEER AXLE WORKSHOP MANUALMiha Anghel78% (27)
- Procedimiento de Carga de Horas Hombre y Reporte de MantenimientoDocument23 pagesProcedimiento de Carga de Horas Hombre y Reporte de Mantenimientoebonilla88No ratings yet
- Project Review - 2: Hydraulic Floor CraneDocument15 pagesProject Review - 2: Hydraulic Floor CranePranav RamekarNo ratings yet
- Iyappan Engg ProductsDocument91 pagesIyappan Engg Productsapi-3827823No ratings yet
- Parker Heavy Duty Hydraulic Cylinders 2H, 2HD, 3H, 3HD PDFDocument132 pagesParker Heavy Duty Hydraulic Cylinders 2H, 2HD, 3H, 3HD PDFmackana69No ratings yet
- Genie Manlift S-60 S-65 Parts ManualDocument214 pagesGenie Manlift S-60 S-65 Parts ManualUmar Ikram0% (1)
- Djj5123 - Hydraulic - End of Chapter 2Document3 pagesDjj5123 - Hydraulic - End of Chapter 2Zuhaila MohammadNo ratings yet
- 1562 FZ35-35闸板防喷器 用户手册B0 - 英文 - 杨金飞20180522Document35 pages1562 FZ35-35闸板防喷器 用户手册B0 - 英文 - 杨金飞20180522Jaya Manggala SaktiNo ratings yet
- JTHB Shop Manual Sen06343-00Document112 pagesJTHB Shop Manual Sen06343-00Ser EscamNo ratings yet
- KS En313eu PDFDocument28 pagesKS En313eu PDFАндрейс РиекстинNo ratings yet
- Hydraulic SystemDocument46 pagesHydraulic SystemclcasalNo ratings yet
- Operation and Maint.70000056 - A4-P - 2.0 - enDocument53 pagesOperation and Maint.70000056 - A4-P - 2.0 - enmkpq100% (2)
- Catalog - O Ring Handbook - ODE5705 EN PDFDocument164 pagesCatalog - O Ring Handbook - ODE5705 EN PDFDawei WangNo ratings yet
- Systems Operation: Shutdown SIS Previous ScreenDocument18 pagesSystems Operation: Shutdown SIS Previous ScreenWladimir AmaguañaNo ratings yet
- VOLVO EC160e Product BrochureDocument28 pagesVOLVO EC160e Product BrochurePHÁT NGUYỄN THẾ100% (1)
- Above All One Standard, Always: Still A Fundamental Part of Our HSEQ EthosDocument12 pagesAbove All One Standard, Always: Still A Fundamental Part of Our HSEQ EthosSujitNo ratings yet
- Hydraulic Cylinders and Lifting Products EN-AUDocument58 pagesHydraulic Cylinders and Lifting Products EN-AUkamal arabNo ratings yet
- Martillo UG PARTS BookDocument50 pagesMartillo UG PARTS BookArmandoCalderonNo ratings yet
- HUBATA Sealings PDFDocument138 pagesHUBATA Sealings PDFMitkoNo ratings yet
- Hydraulic Cylinder DesignDocument9 pagesHydraulic Cylinder DesignManish Panchal0% (2)