You might also like
- US6029951, Varco, Control System For DrawworksDocument12 pagesUS6029951, Varco, Control System For DrawworksDhrubajyoti BoraNo ratings yet
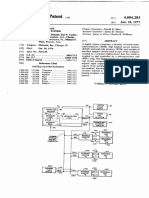
- US4004283Document33 pagesUS4004283Electronical_DudeNo ratings yet
- United States Patent (19Document12 pagesUnited States Patent (19Chetan DadhaniyaNo ratings yet
- Koehring and Bantam Telescoops Telecranes t744 Parts Book 4205549Document10 pagesKoehring and Bantam Telescoops Telecranes t744 Parts Book 4205549marian100% (42)
- United States Patent (19) : Silva, JRDocument12 pagesUnited States Patent (19) : Silva, JRnooraaNo ratings yet
- Aztec SM PDFDocument1,309 pagesAztec SM PDFA_WellesleyNo ratings yet
- Presurizacion MandosDocument9 pagesPresurizacion MandosHector NelsonNo ratings yet
- Pegasus 503-4, 504-4, 505-4, 512-4, 514-4, 515-4, 516-4 PDFDocument141 pagesPegasus 503-4, 504-4, 505-4, 512-4, 514-4, 515-4, 516-4 PDFNicholson DyeNo ratings yet
- Disc BrochureDocument3 pagesDisc BrochureMGNMNo ratings yet
- Us 5206539Document26 pagesUs 5206539Ronne HerbertNo ratings yet
- Air Handling Unit Schedule: Attachment 1Document15 pagesAir Handling Unit Schedule: Attachment 1charadeg100No ratings yet
- DB-60 Type PDFDocument73 pagesDB-60 Type PDFFabiano OliveiraNo ratings yet
- Installation and Parts Manual: FOR Caterpillar D8T & D9T TractorsDocument28 pagesInstallation and Parts Manual: FOR Caterpillar D8T & D9T TractorsJusaNadaNo ratings yet
- Only Reference 2023Document32 pagesOnly Reference 2023Luis miguel SanchezNo ratings yet
- Ushio ReinetsuDocument1 pageUshio Reinetsuironite100% (2)
- ZF 4 HP 14Document3 pagesZF 4 HP 14Carlos JaquesNo ratings yet
- Infrared TransoucertransmitterDocument9 pagesInfrared TransoucertransmitterFava yavarNo ratings yet
- United States PatentDocument8 pagesUnited States PatentNitin DhawanNo ratings yet
- 15-sy45M12220SE2: V. VntynxaarDocument7 pages15-sy45M12220SE2: V. VntynxaarWilton CarvalhoNo ratings yet
- United States Patent (10) Patent No.: US 6,257,859 B1: K0da Et Al. (45) Date of Patent: Jul. 10, 2001Document10 pagesUnited States Patent (10) Patent No.: US 6,257,859 B1: K0da Et Al. (45) Date of Patent: Jul. 10, 2001SelvamNo ratings yet
- Whitlock-A-10753 DNFTDocument4 pagesWhitlock-A-10753 DNFTmarbbanNo ratings yet
- United States Patent (19) 11 Patent Number: 5,265,567: Nudds Et Al. (45) Date of Patent: Nov. 30, 1993Document8 pagesUnited States Patent (19) 11 Patent Number: 5,265,567: Nudds Et Al. (45) Date of Patent: Nov. 30, 1993Bala RajuNo ratings yet
- 234903.PDF TelehandlerDocument176 pages234903.PDF TelehandlerLeonardo David Santana Hernández100% (1)
- 11 Manual Chiller YCADocument64 pages11 Manual Chiller YCAinvestigador_1977No ratings yet
- Th644c Manual PartsDocument187 pagesTh644c Manual PartsGustavo Ordoñez67% (3)
- A330 Eng Run Check ListDocument41 pagesA330 Eng Run Check ListAnh TuanNo ratings yet
- Us5274791 PDFDocument15 pagesUs5274791 PDFحسام.علاوي جاسمNo ratings yet
- Overcurrent Protection Circuit Utilizing Peak Detection Circuit With Variable Dynamic ResponseDocument9 pagesOvercurrent Protection Circuit Utilizing Peak Detection Circuit With Variable Dynamic Response周朝灵No ratings yet
- SI Twin Commander 690A, 690B, 690C, 690DDocument1,771 pagesSI Twin Commander 690A, 690B, 690C, 690Dthilo eckardt100% (1)
- Aisc Mbma Design Aid 3d Wind Dt.08.11.2019Document74 pagesAisc Mbma Design Aid 3d Wind Dt.08.11.2019Ankit BhadolaNo ratings yet
- ZF 4HP14: Tranmission Code: 1036 000 XXX 4 SPEED FWD (Hydraulic Control)Document3 pagesZF 4HP14: Tranmission Code: 1036 000 XXX 4 SPEED FWD (Hydraulic Control)Jonathan Perona Ramírez100% (1)
- Carrier 90MA404-931 Pièces DétachéesDocument43 pagesCarrier 90MA404-931 Pièces DétachéesBibene MakitaNo ratings yet
- FJ SM Ary7 9fuab Uuab Aoyfsaj UsajlDocument22 pagesFJ SM Ary7 9fuab Uuab Aoyfsaj UsajlViorel CioataNo ratings yet
- Diff Pressure TestDocument9 pagesDiff Pressure Testmzeca1No ratings yet
- Universal Shipbuilding Corporation: Single Loop Electro-Hydraulic Steering Gear S.No.038 TYPEDocument125 pagesUniversal Shipbuilding Corporation: Single Loop Electro-Hydraulic Steering Gear S.No.038 TYPEisabella bibkoNo ratings yet
- P245 - As BuiltDocument27 pagesP245 - As BuiltMaría Ester Tobar TapiaNo ratings yet
- US3765943Document7 pagesUS3765943Yanpiero BalladoresNo ratings yet
- 21 27 Series Parts Service ManualDocument66 pages21 27 Series Parts Service ManualLenin Gullapalli100% (2)
- 21 - 27-Series-Parts - Service-Manual Sunstrand PDFDocument66 pages21 - 27-Series-Parts - Service-Manual Sunstrand PDFLuis E López100% (1)
- Parts Catalog: 25, 30 HP (521cc) 2 Stroke ModelsDocument32 pagesParts Catalog: 25, 30 HP (521cc) 2 Stroke ModelsRonei MartinsNo ratings yet
- Airslide Check List1Document6 pagesAirslide Check List1SANTOSH RATHODNo ratings yet
- Catalogo de Peças MDR 2500Document27 pagesCatalogo de Peças MDR 2500Wallacce SilvaNo ratings yet
- Axera LP - Evo: Training ManualDocument30 pagesAxera LP - Evo: Training ManualCRAC100% (1)
- Us 4573002Document13 pagesUs 4573002S. L.No ratings yet
- Valvula Termostatica Num. PartesDocument12 pagesValvula Termostatica Num. PartesRoberto Rueda100% (1)
- Manual 1213896570Document14 pagesManual 1213896570Aroni AlejoNo ratings yet
- Hydro Test: CessnaDocument11 pagesHydro Test: CessnaFranco Puga100% (2)
- Personal Audio Assistant Personal Audio Assistant Paa2Document25 pagesPersonal Audio Assistant Personal Audio Assistant Paa2ittsukanNo ratings yet
- F-SeriesSW Details & COSDocument3 pagesF-SeriesSW Details & COSjosehernandez51179No ratings yet
- CADCAE Engineer Interview Questions and Answers 2190Document9 pagesCADCAE Engineer Interview Questions and Answers 2190Kaustubh PanchalNo ratings yet
- TM 9-6115-465-24PDocument467 pagesTM 9-6115-465-24PAdvocate100% (1)
- United States Patent (10) Patent No.: US 6,767,161 B1: 107, Pasadena, CA (US) 91105 Janet E. A: 19: Taberg OSRDocument12 pagesUnited States Patent (10) Patent No.: US 6,767,161 B1: 107, Pasadena, CA (US) 91105 Janet E. A: 19: Taberg OSRSpring SuperbNo ratings yet
- Arcam Diva Avr350 Service enDocument117 pagesArcam Diva Avr350 Service en王军No ratings yet
- HD1500-7 (A) Parts Book PDFDocument487 pagesHD1500-7 (A) Parts Book PDFRenier van Rooyen100% (1)
- Us 4785300Document12 pagesUs 4785300MasoudNo ratings yet
- Craftsman CompressorDocument8 pagesCraftsman CompressorhorseriderintexasNo ratings yet
- Southwest Oilfield Products, Inc.: Mud Pump Expendable Parts ListDocument10 pagesSouthwest Oilfield Products, Inc.: Mud Pump Expendable Parts ListBaris Unal100% (3)
- Anglo–American Microelectronics Data 1968–69: Manufacturers A–PFrom EverandAnglo–American Microelectronics Data 1968–69: Manufacturers A–PNo ratings yet
- The Technical, Aerodynamic & Performance Aspects of a Helicopter: A Manual for Helicopter Pilots and Engineers Who Want to Know MoreFrom EverandThe Technical, Aerodynamic & Performance Aspects of a Helicopter: A Manual for Helicopter Pilots and Engineers Who Want to Know MoreRating: 3 out of 5 stars3/5 (2)
- Ceramic High Voltage Selector Guide-1Document2 pagesCeramic High Voltage Selector Guide-1Ricardo PirelaNo ratings yet
- About System Center - Service Manager OLAPDocument712 pagesAbout System Center - Service Manager OLAPRicardo PirelaNo ratings yet
- Incoterms 2020 Rules Chart of Responsibility: Any Transport Mode Sea/Inland Waterway Transport Any Transport ModeDocument2 pagesIncoterms 2020 Rules Chart of Responsibility: Any Transport Mode Sea/Inland Waterway Transport Any Transport ModeRicardo PirelaNo ratings yet
- Color Temperature GuideDocument9 pagesColor Temperature GuideRicardo PirelaNo ratings yet
- Job Description - Master Production SchedulerDocument3 pagesJob Description - Master Production SchedulerRicardo PirelaNo ratings yet
- True Cost of FoodDocument42 pagesTrue Cost of FoodRicardo PirelaNo ratings yet
- DE Sept2016 PDFDocument1 pageDE Sept2016 PDFOscar Rojas LopezNo ratings yet
- What A Marine Surveyor Needs To Know About Working in Enclosed SpacesDocument54 pagesWhat A Marine Surveyor Needs To Know About Working in Enclosed Spacesacere18No ratings yet
- How To Process A Partial Pick List in Production From Dynamics AXDocument5 pagesHow To Process A Partial Pick List in Production From Dynamics AXRicardo PirelaNo ratings yet
- Understanding The Difference: Surgical Mask N95 RespiratorDocument1 pageUnderstanding The Difference: Surgical Mask N95 RespiratorRichard BarakNo ratings yet
- Folleto Agujas para Maquinas de Coser ScmetzDocument36 pagesFolleto Agujas para Maquinas de Coser ScmetzRuben PeraltaNo ratings yet
- Rules and Regulation For Certification Multi SiteDocument5 pagesRules and Regulation For Certification Multi SiteRicardo PirelaNo ratings yet
- Drum Fans: Three Ways To OrderDocument3 pagesDrum Fans: Three Ways To OrderRicardo PirelaNo ratings yet
- KP Tech Machine (India) PVT - LTD: KP-1000 &1 Fully Automatic Non Woven Tie Face Mask MachineDocument4 pagesKP Tech Machine (India) PVT - LTD: KP-1000 &1 Fully Automatic Non Woven Tie Face Mask MachineRicardo PirelaNo ratings yet
- The Strategy Matrix®Document9 pagesThe Strategy Matrix®Ricardo PirelaNo ratings yet
- Documento de Certificación de Empresas Con Localidad MúltipleDocument14 pagesDocumento de Certificación de Empresas Con Localidad MúltipleRicardo PirelaNo ratings yet
- All About NeedlesDocument6 pagesAll About NeedlesAshraf AliNo ratings yet
- Calculation of Sewing Thread Consumption For GarmentsDocument3 pagesCalculation of Sewing Thread Consumption For Garmentsleosun halariNo ratings yet
- Thread Consumption MethodsDocument13 pagesThread Consumption MethodsSaravanan Arasu100% (1)
- Iso 9000 Localidades MultiplesDocument25 pagesIso 9000 Localidades MultiplesRicardo PirelaNo ratings yet
- Bill of LadingDocument28 pagesBill of LadingPankaj KhandelwalNo ratings yet
- Rules For Materials and Welding 2012-En PDFDocument293 pagesRules For Materials and Welding 2012-En PDFDanangAjiNo ratings yet
- Premium Performance Makes A Difference: Voestalpine Precision Strip GMBHDocument36 pagesPremium Performance Makes A Difference: Voestalpine Precision Strip GMBHRicardo PirelaNo ratings yet
- A Narrative Comprehensive Report of Student Teaching ExperiencesDocument82 pagesA Narrative Comprehensive Report of Student Teaching ExperiencesEpal Carlo74% (23)
- 18TE72 - Wireless Communication Experiential Learning ReportDocument10 pages18TE72 - Wireless Communication Experiential Learning ReportRitika BakshiNo ratings yet
- Indian Space Research OrganisationDocument5 pagesIndian Space Research OrganisationGarima GoyalNo ratings yet
- Renaissance RapierDocument66 pagesRenaissance Rapierrshpr100% (1)
- REACH ArticlesDocument12 pagesREACH ArticlesChristian SugasttiNo ratings yet
- Tata Steel LTD.: Elements Unit Min Max RemarksDocument2 pagesTata Steel LTD.: Elements Unit Min Max RemarksPavan KumarNo ratings yet
- Kyt KtiDocument13 pagesKyt KtiIbunnaya100% (1)
- 78EZDM Product Specifications Conector para Cable de 7 OctavosDocument4 pages78EZDM Product Specifications Conector para Cable de 7 OctavosEdwin Santiago QuispeNo ratings yet
- Syeda Qirtas Zehra 14948 ObcDocument20 pagesSyeda Qirtas Zehra 14948 ObcSyeda ZehraNo ratings yet
- كتالوج وصفي للعملات الرومانية النادرة وغير المحررة من الفترة الأولى للعملات المعدنية الرومانية إلى انقراض الإمبراطورية تحت حكDocument570 pagesكتالوج وصفي للعملات الرومانية النادرة وغير المحررة من الفترة الأولى للعملات المعدنية الرومانية إلى انقراض الإمبراطورية تحت حكFayza MaghrabiNo ratings yet
- Department of Labor: BC Bond ListDocument67 pagesDepartment of Labor: BC Bond ListUSA_DepartmentOfLabor100% (1)
- Math 2 MakilingDocument28 pagesMath 2 MakilingAnnabelle Poniente HertezNo ratings yet
- Qatar OM PART C PDFDocument796 pagesQatar OM PART C PDFBobi Guau100% (3)
- Upfc PlacementDocument0 pagesUpfc PlacementVamsi KumarNo ratings yet
- Computational/Experimental Analysis of Hydrokinetic TurbineDocument18 pagesComputational/Experimental Analysis of Hydrokinetic TurbineFozanNo ratings yet
- Zishan Engineers (PVT.) LTD.: TransmittalDocument8 pagesZishan Engineers (PVT.) LTD.: TransmittalJamal BakhtNo ratings yet
- Cognitive Benefits of Language LearningDocument11 pagesCognitive Benefits of Language LearningIlhamdi HafizNo ratings yet
- eLearnMarkets OptionsBuying HindiDocument17 pageseLearnMarkets OptionsBuying Hindisrinivas20% (1)
- Mens and Actus ReusDocument3 pagesMens and Actus ReusBrian Okuku OwinohNo ratings yet
- Za Deloitte Intelligent Mining InfographicDocument4 pagesZa Deloitte Intelligent Mining InfographicAgung SupriyantoNo ratings yet
- Portal 2 PresDocument15 pagesPortal 2 Presapi-666608332No ratings yet
- Visibility of NursesDocument17 pagesVisibility of NursesLuke ShantiNo ratings yet
- IBEF Cement-February-2023Document26 pagesIBEF Cement-February-2023Gurnam SinghNo ratings yet
- Review Problems Chapter 6Document8 pagesReview Problems Chapter 6Yue FeiNo ratings yet
- Deutz D 2011 W, TD 2011 W, TCD 2011 W Workshop Manual - Competence Level 2Document266 pagesDeutz D 2011 W, TD 2011 W, TCD 2011 W Workshop Manual - Competence Level 2Marcin EldorNo ratings yet
- AspenTech Awareness & Workshop Ebook - 2020 PDFDocument20 pagesAspenTech Awareness & Workshop Ebook - 2020 PDFĐậu BắpNo ratings yet
- Initial 2Document6 pagesInitial 2Asad HoseinyNo ratings yet
- BC Caribou Recovery Program Stakeholders Teleconference MinutesDocument5 pagesBC Caribou Recovery Program Stakeholders Teleconference MinutesRevelstoke MountaineerNo ratings yet
- English Grammar Class 2 Sentences and Phrases - Learn and Practice - Download Free PDFDocument8 pagesEnglish Grammar Class 2 Sentences and Phrases - Learn and Practice - Download Free PDFSlesha SinhaNo ratings yet
- Case Presentation On Management of Depressive Disorders-1Document40 pagesCase Presentation On Management of Depressive Disorders-1Fatima MuhammadNo ratings yet