You might also like
- Ophthalmic Dosage FormsDocument40 pagesOphthalmic Dosage Formsabdullah2020No ratings yet
- Sonatrach: BD0933H-TEC-0100-DS-T004 Mechanical DatasheetDocument6 pagesSonatrach: BD0933H-TEC-0100-DS-T004 Mechanical Datasheetanon_293243615No ratings yet
- AS-BUILT DRG. - 33KV VCB Panel PDFDocument54 pagesAS-BUILT DRG. - 33KV VCB Panel PDFrana abrar100% (1)
- Diagram - System, Sleeper HVAC P94-1478 A 01Document8 pagesDiagram - System, Sleeper HVAC P94-1478 A 01Gonzalo GalvezNo ratings yet
- DAIKIN Service Manual SkyAir B SeriesDocument397 pagesDAIKIN Service Manual SkyAir B SeriesAlex Vev100% (3)
- Clocks Problem SolutionsDocument16 pagesClocks Problem SolutionsAitazaz AhsanNo ratings yet
- MTC 8,10Document2 pagesMTC 8,10Vu NamNo ratings yet
- Certificado EsparragosDocument8 pagesCertificado EsparragosJesus CondoriNo ratings yet
- Feeder Protection and Control REF620: Application ManualDocument164 pagesFeeder Protection and Control REF620: Application Manualnabil160874No ratings yet
- Pnid ExamplesDocument1 pagePnid Examplessecret soldierNo ratings yet
- A325M - M24x70Document3 pagesA325M - M24x70nam nguyengiangNo ratings yet
- 002.0 - A - MX-Series Desiccant Dehumidifier Electric Steam ReactivationDocument205 pages002.0 - A - MX-Series Desiccant Dehumidifier Electric Steam ReactivationM Mahadhir M YusufNo ratings yet
- Hardware MaintenaceType PDFDocument9 pagesHardware MaintenaceType PDFDcs JohnNo ratings yet
- NIAC Standard Checklist Rev 10Document40 pagesNIAC Standard Checklist Rev 10Fernando RomeroNo ratings yet
- P45 To P45 PQR CertifiedDocument7 pagesP45 To P45 PQR CertifiedBala SingamNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- 1089 0574 00 Ed75 Temperature Sensor Technical Spacification ENDocument37 pages1089 0574 00 Ed75 Temperature Sensor Technical Spacification ENRoman AlarconNo ratings yet
- The Track System and Its MaintenanceDocument9 pagesThe Track System and Its MaintenanceJPJFNo ratings yet
- NDT Map Itp Pressure VesselDocument4 pagesNDT Map Itp Pressure VesselSYED FADZIL SYED MOHAMEDNo ratings yet
- WPS PQR CompressedDocument5 pagesWPS PQR CompressedBalaje MantravadiNo ratings yet
- Manual OptoDocument114 pagesManual OptoFrank FernandezNo ratings yet
- Final Insepection Reports and WPS PQRDocument14 pagesFinal Insepection Reports and WPS PQRVikas Verma100% (1)
- 03 The Ship Design ProcessDocument10 pages03 The Ship Design Processw12n_sbyNo ratings yet
- T T - Tubacex Ubos Inox Dables S A: Mill Test C T IcateDocument3 pagesT T - Tubacex Ubos Inox Dables S A: Mill Test C T IcatePRANAY OMTECHNo ratings yet
- A325M - M24x100Document3 pagesA325M - M24x100nam nguyengiangNo ratings yet
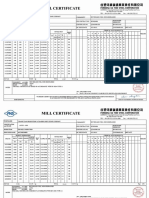
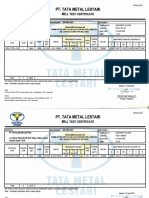
- Tata Metal: LestariDocument2 pagesTata Metal: Lestariyoanda adimas putraNo ratings yet
- SSPDocument2 pagesSSPLastest iphone AppzNo ratings yet
- Upn enDocument3 pagesUpn enMatija PintarićNo ratings yet
- Batch Record CardDocument12 pagesBatch Record CardlevanhuongNo ratings yet
- Equipment Process Data Sheet: 'GYPT "".SCDocument3 pagesEquipment Process Data Sheet: 'GYPT "".SCMo ZeroNo ratings yet
- DPF VT1222 TyV 4.2.0. REV3Document37 pagesDPF VT1222 TyV 4.2.0. REV3Pavlo Fabres SierraltaNo ratings yet
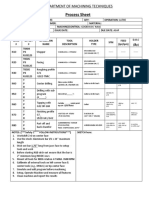
- MT1-A22 Blank CNC Lathe Process SheetDocument1 pageMT1-A22 Blank CNC Lathe Process SheetniroNo ratings yet
- Capacidad de 300 KG A 2000 KG: Células de CargaDocument2 pagesCapacidad de 300 KG A 2000 KG: Células de CargaMetano TanoNo ratings yet
- T12000 Series: MODEL NO. - Part NoDocument29 pagesT12000 Series: MODEL NO. - Part Nocesar100% (1)
- Sample IsometricDocument1 pageSample Isometricanil pkNo ratings yet
- Level No.: & Worksheet Uttrasonic TestingDocument5 pagesLevel No.: & Worksheet Uttrasonic TestingQuality Dept.No ratings yet
- DataSheet 105723Document2 pagesDataSheet 105723ThirukkumaranBalasubramanianNo ratings yet
- Et Fip-F, MG: HspetrtrdDocument9 pagesEt Fip-F, MG: HspetrtrdAnmol SandhuNo ratings yet
- (09-2) - L-ZL (26) 26RG01B.001 PDFDocument1 page(09-2) - L-ZL (26) 26RG01B.001 PDFRaznan RamliNo ratings yet
- Gi 150Kv Chiljedang/Jatigedong: 4 SS400 ProjectDocument3 pagesGi 150Kv Chiljedang/Jatigedong: 4 SS400 ProjectSinden AyuNo ratings yet
- PL-1005 - PART5 - Rev 00-ModelDocument1 pagePL-1005 - PART5 - Rev 00-Modelomar mahmoudNo ratings yet
- JI-2044-OC1-TRC-FAB-JC-ST-1758: Bill of Materials OC-1Document1 pageJI-2044-OC1-TRC-FAB-JC-ST-1758: Bill of Materials OC-1weerachai phosoongNo ratings yet
- Data Sheet PDFDocument2 pagesData Sheet PDFYasminNo ratings yet
- FTR#CHSFL/TRG: SPH (Efe (Ate#NDocument2 pagesFTR#CHSFL/TRG: SPH (Efe (Ate#NMaged Lotfy Abdel-aalNo ratings yet
- Laboratory W Nawm: Servicts 'Document3 pagesLaboratory W Nawm: Servicts 'Perminder SinghNo ratings yet
- THINK GAS WITNESS REPORT - Vishal PipesDocument10 pagesTHINK GAS WITNESS REPORT - Vishal PipesGururaj P KundapurNo ratings yet
- PT. Trakindo Utama: Service Parts Requisition 4.3Document1 pagePT. Trakindo Utama: Service Parts Requisition 4.3rahmat sanusiNo ratings yet
- Af 6atsp0h Iso PL 240019 01 001 C06Document1 pageAf 6atsp0h Iso PL 240019 01 001 C06Rashad AlasgarovNo ratings yet
- Lnternational: Mau Quan LTDDocument5 pagesLnternational: Mau Quan LTDJembatan Balang IINo ratings yet
- Ig-03 Redundancy Spare PartDocument9 pagesIg-03 Redundancy Spare Parthpdragon84No ratings yet
- LCM30 Calibration CertificateDocument1 pageLCM30 Calibration Certificatescribd5285No ratings yet
- Ba6592f PDFDocument15 pagesBa6592f PDFuriealNo ratings yet
- F10 03-H-MergedDocument6 pagesF10 03-H-MergedLokeshNo ratings yet
- GALA TEST CERTIFICATE Size 4Document1 pageGALA TEST CERTIFICATE Size 4dow cMNo ratings yet
- M16x35 40 45 55Document2 pagesM16x35 40 45 55nam nguyengiangNo ratings yet
- Cover Sheet (Extraction Temperature Curve)Document2 pagesCover Sheet (Extraction Temperature Curve)Syahrul FitriaNo ratings yet
- MOM & Reports 17.10.2023Document3 pagesMOM & Reports 17.10.2023sahusumi9090No ratings yet
- Duplex PQR and WPSDocument11 pagesDuplex PQR and WPSHussein AboulelaNo ratings yet
- Tuerca 1-1-1 2HDocument1 pageTuerca 1-1-1 2Hcomercial 3No ratings yet
- Img 20240403 0002Document2 pagesImg 20240403 0002hai LinNo ratings yet
- L001-04050-CX-4018-100239-1200 - SHT 354 of 400Document1 pageL001-04050-CX-4018-100239-1200 - SHT 354 of 400pawanNo ratings yet
- SI Engine CombustionDocument1 pageSI Engine CombustionPerumal GovindanNo ratings yet
- Adobe Scan 03 Dec 2021Document4 pagesAdobe Scan 03 Dec 2021RAJKUMAR CHATTERJEE. (RAJA.)No ratings yet
- Sstseffivltrcs: UrbaDocument1 pageSstseffivltrcs: UrbaNicolas DelgadoNo ratings yet
- Airport Information: Details For HANG NADIMDocument13 pagesAirport Information: Details For HANG NADIMPriambudi Adi PratamaNo ratings yet
- Hgt1S14N37G3Vls, Hgtp14N37G3Vl: 14A, 370V N-Channel, Logic Level, Voltage Clamping Igbts FeaturesDocument8 pagesHgt1S14N37G3Vls, Hgtp14N37G3Vl: 14A, 370V N-Channel, Logic Level, Voltage Clamping Igbts FeaturesDeiry Katherine Marquez RamirezNo ratings yet
- 1e. APPENDIX Load Test Certficates - Tree 2 PDFDocument73 pages1e. APPENDIX Load Test Certficates - Tree 2 PDFvinsensius rasaNo ratings yet
- ZWTNDocument7 pagesZWTNBubaNo ratings yet
- Tech Data 835Document1 pageTech Data 835Tibor KeményNo ratings yet
- Gasoline EngineDocument75 pagesGasoline EngineCyrus Mutua MbwikaNo ratings yet
- FILCLAIR. SHELTER. Polydome - Shelter - BrochureDocument5 pagesFILCLAIR. SHELTER. Polydome - Shelter - BrochuretomasfebreroNo ratings yet
- Wirng Diagram Sanguanwonse Energy JT321Document223 pagesWirng Diagram Sanguanwonse Energy JT321สรรเพชร ทิมปาNo ratings yet
- XP Patches DetailDocument52 pagesXP Patches DetailPrashant MalhotraNo ratings yet
- What-Is-A-Watershed-Webquest StudentworksheetDocument5 pagesWhat-Is-A-Watershed-Webquest Studentworksheetapi-264283755No ratings yet
- United States Patent (19) : 75) Inventor: Nobutaka Ono, Ashiya, JapanDocument7 pagesUnited States Patent (19) : 75) Inventor: Nobutaka Ono, Ashiya, JapanMilaAstarinaWidiasariNo ratings yet
- Optimal Topology For Additive Manufacture A Method For Enabling Additive Manufacture of Support-Free Optimal StructuresDocument14 pagesOptimal Topology For Additive Manufacture A Method For Enabling Additive Manufacture of Support-Free Optimal StructuresIng Raul OrozcoNo ratings yet
- Diesel Injection System Naturally AspiratedDocument346 pagesDiesel Injection System Naturally AspiratedGreg Hanna100% (1)
- Chemical Kinetics - DPP 01 - Lakshya NEET 2024Document2 pagesChemical Kinetics - DPP 01 - Lakshya NEET 2024rs9354614154No ratings yet
- Residual Cabin Pressure PDFDocument10 pagesResidual Cabin Pressure PDFFebry MulyaNo ratings yet
- Mil-Globe Control ValveDocument8 pagesMil-Globe Control ValveGovarthanan GopalanNo ratings yet
- 10 Frequently Asked SQL Query Interview Questions - Java67Document26 pages10 Frequently Asked SQL Query Interview Questions - Java67renegade78No ratings yet
- Silcarb SiC Heating Elements Brochure PDFDocument20 pagesSilcarb SiC Heating Elements Brochure PDFsilcarbNo ratings yet
- Presentación Planos Lopilato Buble Municipalidad de BurnabyDocument8 pagesPresentación Planos Lopilato Buble Municipalidad de BurnabyManuelaNo ratings yet
- ZTE UMTS RAN Network Synchronization Feature GuideDocument35 pagesZTE UMTS RAN Network Synchronization Feature GuideWasim Iqbal100% (1)
- Reinforced Concrete Tanks 4 Year Civil: Rectangular Tanks By: Abdel Hamid ZaghwDocument30 pagesReinforced Concrete Tanks 4 Year Civil: Rectangular Tanks By: Abdel Hamid ZaghwJumma AbualgasemNo ratings yet
- Catering System: Owner/ Customer Owner/ CustomerDocument4 pagesCatering System: Owner/ Customer Owner/ CustomerMaHoe MadlaNo ratings yet
- It Lecture 1Document42 pagesIt Lecture 1Georges Abou HaydarNo ratings yet
- I2114-OPR-ITP-CHK-007A (01) Pour Inspection Checklist - RCCDocument3 pagesI2114-OPR-ITP-CHK-007A (01) Pour Inspection Checklist - RCCPrasant Kumar SahooNo ratings yet
- Rab Parking FeatureDocument37 pagesRab Parking FeatureAnonymous TTVlXoNo ratings yet
- BT139X800Document2 pagesBT139X800Emilio EscalanteNo ratings yet