You might also like
- Fluid Mechanics 2 Experiment 1: Aerofoil Test in Wind Tunnel at Different Angles of Attack.Document8 pagesFluid Mechanics 2 Experiment 1: Aerofoil Test in Wind Tunnel at Different Angles of Attack.Hanif MuqsitNo ratings yet
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionFrom EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionRating: 4.5 out of 5 stars4.5/5 (16)
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsRating: 4.5 out of 5 stars4.5/5 (10)
- Contractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerFrom EverandContractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerRating: 5 out of 5 stars5/5 (1)
- Hot Wire Lab ReportDocument19 pagesHot Wire Lab ReportEddie BallNo ratings yet
- Flexible Hose DatasheetDocument7 pagesFlexible Hose DatasheetchintanNo ratings yet
- All-in-One Manual of Industrial Piping Practice and MaintenanceFrom EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceRating: 5 out of 5 stars5/5 (1)
- Drilling Fluids Processing HandbookFrom EverandDrilling Fluids Processing HandbookRating: 4.5 out of 5 stars4.5/5 (4)
- Working Guide to Drilling Equipment and OperationsFrom EverandWorking Guide to Drilling Equipment and OperationsRating: 5 out of 5 stars5/5 (9)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Schematic 12m3 Hydraulic SystemDocument2 pagesSchematic 12m3 Hydraulic SystemalcidesNo ratings yet
- Continuous Boiler Feed Pump Engineering DataDocument4 pagesContinuous Boiler Feed Pump Engineering DatagusbacNo ratings yet
- Department: Piping Document No: 00/L.02A/0011Document4 pagesDepartment: Piping Document No: 00/L.02A/0011Tiger HongNo ratings yet
- Iapmo 8217Document5 pagesIapmo 8217GERMANEDU2000No ratings yet
- PM IS - 12818 June2021Document10 pagesPM IS - 12818 June2021Mahendra AhirwarNo ratings yet
- Specifications for polyethylene pipesDocument33 pagesSpecifications for polyethylene pipesSurendra ElayathambyNo ratings yet
- Specifications For Polyethylene (Pe) Pipes, Fittings, Specials & Accessories For Water SupplyDocument33 pagesSpecifications For Polyethylene (Pe) Pipes, Fittings, Specials & Accessories For Water SupplyXTreme6ooNo ratings yet
- Stop Needle Valves,: Type SNV-ST and SNV-SSDocument8 pagesStop Needle Valves,: Type SNV-ST and SNV-SSLucioRimacNo ratings yet
- 72400726-DS-002 Rev 0Document8 pages72400726-DS-002 Rev 0prabakaran365No ratings yet
- ProporcionadorVNR VikingDocument6 pagesProporcionadorVNR VikingDanilo SaibroNo ratings yet
- 00102W C G0 G000 PE SPC 0013 Rev 1 Standard Pipe SupportsDocument119 pages00102W C G0 G000 PE SPC 0013 Rev 1 Standard Pipe SupportsMurtadda MohammedNo ratings yet
- 90-Tmss-10-R0-Firewater Spronklers PDFDocument15 pages90-Tmss-10-R0-Firewater Spronklers PDFUtkucan KILIÇNo ratings yet
- AshaDocument63 pagesAshaAshwani GuptaNo ratings yet
- Catalog 79027ENG HOKE 7C Series Valve English 101414Document12 pagesCatalog 79027ENG HOKE 7C Series Valve English 101414kaniappan sakthivelNo ratings yet
- W P Ss 004Document12 pagesW P Ss 004BETLAHORENo ratings yet
- (6j) PE Pipes & Fittings For WS 08.05.2019Document33 pages(6j) PE Pipes & Fittings For WS 08.05.2019Civil EngineerNo ratings yet
- 5 Subcontract Agreement - 5D Bend Pipe Trimming Wor - 240312 - 085349Document17 pages5 Subcontract Agreement - 5D Bend Pipe Trimming Wor - 240312 - 085349Muhammad ZakiNo ratings yet
- Technical OfferDocument10 pagesTechnical OfferNishantNo ratings yet
- SpearsDocument96 pagesSpearsatnkpr_vn9368No ratings yet
- PIPING PIPELINE Design BasisDocument25 pagesPIPING PIPELINE Design BasisAlitNo ratings yet
- 29.5in-500psi Diverter Operation ManualDocument16 pages29.5in-500psi Diverter Operation ManualIskander KasimovNo ratings yet
- Tyco Water SprayDocument6 pagesTyco Water SprayFadlul Akbar HerfiantoNo ratings yet
- Material Submittal No. 0003 r.01 For Mdpe Pipes & Fittings, Sdr-11 (Naffco Flow Control, U.a.e.)Document136 pagesMaterial Submittal No. 0003 r.01 For Mdpe Pipes & Fittings, Sdr-11 (Naffco Flow Control, U.a.e.)rheynavarro24No ratings yet
- HDPE Pipes & Fittings For WSDocument34 pagesHDPE Pipes & Fittings For WSpn100% (1)
- List of Construction Material / CertificatesDocument4 pagesList of Construction Material / CertificatesHanuman RaoNo ratings yet
- Service Manual: PKA-M60KA - TH PKA-M71KA - TH PKA-M100KA - TH Pka-M60Kal - TH Pka-M71Kal - TH PKA-M100KAL - THDocument40 pagesService Manual: PKA-M60KA - TH PKA-M71KA - TH PKA-M100KA - TH Pka-M60Kal - TH Pka-M71Kal - TH PKA-M100KAL - THcryogen11No ratings yet
- VK3502 Quick Response Upright Sprinkler K8.0 (115) : 1. Product IdentificationDocument16 pagesVK3502 Quick Response Upright Sprinkler K8.0 (115) : 1. Product Identificationyjayasanka588No ratings yet
- 3000 Liter Undergorund LPG TankDocument4 pages3000 Liter Undergorund LPG TankHarshana AtapattuNo ratings yet
- DATASHEET FOR LEVEL GAUGE_IFBDocument51 pagesDATASHEET FOR LEVEL GAUGE_IFBfathan fathullahNo ratings yet
- PO # 025 N1091 Fire Fighting Materials - AL BILADDocument7 pagesPO # 025 N1091 Fire Fighting Materials - AL BILADAsad Maher100% (1)
- Gen PNG STD 001 - 02Document40 pagesGen PNG STD 001 - 02Jose C. MelendezNo ratings yet
- Avk Air & Vacuum Valve, PN 16 701/30: For Water, Ductile Iron, DN 100 and 200-300 020Document2 pagesAvk Air & Vacuum Valve, PN 16 701/30: For Water, Ductile Iron, DN 100 and 200-300 020lan bautistaNo ratings yet
- JTB RJJ 000 L0 Spe 900 10001 2 1 2Document788 pagesJTB RJJ 000 L0 Spe 900 10001 2 1 2Ro DiroNo ratings yet
- As-Built Drawings - Minera Escondida (Revised)Document8 pagesAs-Built Drawings - Minera Escondida (Revised)Marcelo Pedemonte BastíasNo ratings yet
- Piping Standard and SpecificationDocument22 pagesPiping Standard and SpecificationMuhamad Firdaus Bin Azizan100% (5)
- Piping Material SpecificationDocument6 pagesPiping Material SpecificationyutkaNo ratings yet
- Specification Casing Road & Rail CrossingDocument8 pagesSpecification Casing Road & Rail CrossingAlitNo ratings yet
- Teava Drenaj - Konti Hidroplast - Dematek Water ManagementDocument28 pagesTeava Drenaj - Konti Hidroplast - Dematek Water ManagementZamfiroiu BogdanNo ratings yet
- Specification of GasketDocument5 pagesSpecification of GasketRamana NatesanNo ratings yet
- New Blast Furnace (0.88 Mtpy) : BMM Ispat Hosapete, Karnataka, IndiaDocument13 pagesNew Blast Furnace (0.88 Mtpy) : BMM Ispat Hosapete, Karnataka, IndiaRajeswari MohantyNo ratings yet
- Berke PPR Technical BrochureDocument26 pagesBerke PPR Technical BrochureJoe VergheseNo ratings yet
- Bomba Toc Toc ManualDocument26 pagesBomba Toc Toc Manualperalta78No ratings yet
- Avk Supa Plus™ Flange Adaptor, PN 10/16 623/10: Tensile, For PE and PVC Pipes, Incl. Flange Gasket 004Document3 pagesAvk Supa Plus™ Flange Adaptor, PN 10/16 623/10: Tensile, For PE and PVC Pipes, Incl. Flange Gasket 004Ariane Joy LucasNo ratings yet
- Galvanised Malleable Iron Pipe FittingDocument19 pagesGalvanised Malleable Iron Pipe FittingMichael SommerNo ratings yet
- Process Industry Practices Piping: Pip Pnsmv023 Stainless Steel Gate Valve DescriptionsDocument48 pagesProcess Industry Practices Piping: Pip Pnsmv023 Stainless Steel Gate Valve DescriptionsabcNo ratings yet
- GRP and Buildings: A Design Guide for Architects and EngineersFrom EverandGRP and Buildings: A Design Guide for Architects and EngineersNo ratings yet
- High-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesFrom EverandHigh-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesNo ratings yet
- Electronic Connection Techniques and Equipment 1968-69: Pergamon Electronics Data SeriesFrom EverandElectronic Connection Techniques and Equipment 1968-69: Pergamon Electronics Data SeriesNo ratings yet
- Concrete Materials: Properties, Specifications, and TestingFrom EverandConcrete Materials: Properties, Specifications, and TestingRating: 4.5 out of 5 stars4.5/5 (5)
- Section18 AccessoriesDocument30 pagesSection18 AccessoriesHENRY LLOFREL CORREA LOPEZNo ratings yet
- BernoulliDocument33 pagesBernoulliabderrahimn100% (1)
- Kep Dirjen Migas No-84-K 38 DJM 1998Document21 pagesKep Dirjen Migas No-84-K 38 DJM 1998krisnandar74100% (4)
- Edmonton, AB Vancouver, BC P: 780.414.6786 P: 604.468.0744 F: 780.414.6787 F: 604.944.2916Document2 pagesEdmonton, AB Vancouver, BC P: 780.414.6786 P: 604.468.0744 F: 780.414.6787 F: 604.944.2916Saleh EttehadiNo ratings yet
- Aerodynamics: ME-438 Spring'16 Me@DsuDocument17 pagesAerodynamics: ME-438 Spring'16 Me@DsuH R VALANo ratings yet
- Cat 320B Hydr.&.Electr - DiagramDocument12 pagesCat 320B Hydr.&.Electr - DiagramJorge SantosNo ratings yet
- Answer All The Questions (10 2 20)Document2 pagesAnswer All The Questions (10 2 20)Andrew CrawfordNo ratings yet
- Complex Engineering Problem: Group Members: Mudassar Javed BMEF17E027 Hamza Kunwar BMEF17E020Document10 pagesComplex Engineering Problem: Group Members: Mudassar Javed BMEF17E027 Hamza Kunwar BMEF17E020Mudassar JavedNo ratings yet
- NSFMW 1992 Technical PapersDocument379 pagesNSFMW 1992 Technical Papersachmadh_2010No ratings yet
- Introduction To Gate Valves and Gate Valve TypesDocument16 pagesIntroduction To Gate Valves and Gate Valve TypesVinay Sharma100% (1)
- Pipe Schedules PDFDocument2 pagesPipe Schedules PDFEngineering KaizenNo ratings yet
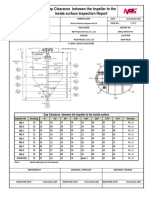
- Gap Clearance Between The Impeller To The Inside Surface Inspection ReportDocument1 pageGap Clearance Between The Impeller To The Inside Surface Inspection Reportคุณพ่อน้อง บิ๊กบอสNo ratings yet
- Mech 41-Fluid Mechanics SyllabusDocument2 pagesMech 41-Fluid Mechanics SyllabuspicefeatiNo ratings yet
- WRE-412 Design of Hydraulic Structure: Md. Raiful Islam Lecturer, DWRE, BUET Contact: Room 730, 6 Cell: +8801520103477Document34 pagesWRE-412 Design of Hydraulic Structure: Md. Raiful Islam Lecturer, DWRE, BUET Contact: Room 730, 6 Cell: +8801520103477Azwad AbeerNo ratings yet
- Pipes. Pressure and Temperature Ratings For Carbon Steel Flanges of Material Groups 1.1 and 1.2Document51 pagesPipes. Pressure and Temperature Ratings For Carbon Steel Flanges of Material Groups 1.1 and 1.2JMVNo ratings yet
- AlphaFlo® - Warman Slurry Pump Parts List InterchangeableDocument39 pagesAlphaFlo® - Warman Slurry Pump Parts List InterchangeableAlphaFlo0% (1)
- Avoiding Acoustic-Induced VibrationDocument4 pagesAvoiding Acoustic-Induced VibrationRajesh RagoobirNo ratings yet
- Merlin Zippump Operator Manual: Please Read This Manual Carefully Before Setting-Up and Using Your UnitDocument23 pagesMerlin Zippump Operator Manual: Please Read This Manual Carefully Before Setting-Up and Using Your UnitPhilippe AlmeidaNo ratings yet
- Vickers-RV1-10-S-0-30 Controles de PresionDocument83 pagesVickers-RV1-10-S-0-30 Controles de PresionDaniel GómezNo ratings yet
- Experiment 4 Head Losses in PipesDocument5 pagesExperiment 4 Head Losses in PipesChristine Anne LatayanNo ratings yet
- MEEN 20052 - Week 7 - Salamat, Andre Agassi D.Document2 pagesMEEN 20052 - Week 7 - Salamat, Andre Agassi D.andreagassiNo ratings yet
- Schedule 40 Steel Pipe Sizes & Dimensions ANSI - Engineers EdgeDocument2 pagesSchedule 40 Steel Pipe Sizes & Dimensions ANSI - Engineers EdgelouisalcarrazNo ratings yet
- Kalkulasi TeknisDocument7 pagesKalkulasi TeknisArsyil Dwinda PutraNo ratings yet
- Rising Main Calculation 03.08.2021Document7 pagesRising Main Calculation 03.08.2021AMOLNo ratings yet
- Mechanical Properties of Fluid Part1Document29 pagesMechanical Properties of Fluid Part1Mohit JainNo ratings yet