You might also like
- Failure Analysis in Engineering ApplicationsFrom EverandFailure Analysis in Engineering ApplicationsRating: 1 out of 5 stars1/5 (1)
- B.E. NAME 2nd YearDocument22 pagesB.E. NAME 2nd YearShyamshesha GiriNo ratings yet
- Report On Vertical Load Test On 500Mm Dia, 7.30 Meters Deep Initial Pile Tp-2, BangaloreDocument15 pagesReport On Vertical Load Test On 500Mm Dia, 7.30 Meters Deep Initial Pile Tp-2, BangaloreRavi BojankiNo ratings yet
- Manufacturing Processes MSE315 Laboratory Manual: 2018 19 Sem IIDocument50 pagesManufacturing Processes MSE315 Laboratory Manual: 2018 19 Sem IIUtkarsh SagarNo ratings yet
- Experiment No.6 Finals Without Front PageDocument10 pagesExperiment No.6 Finals Without Front PageAndres TamayoNo ratings yet
- Testing Protocol for Steel Seamless PipesDocument7 pagesTesting Protocol for Steel Seamless Pipesqc deNo ratings yet
- Planned Maintenance Procedure AMENDEDDocument5 pagesPlanned Maintenance Procedure AMENDEDwebsterchikambaNo ratings yet
- Machine Shop PracticesDocument104 pagesMachine Shop Practicespverma02100% (1)
- UPRM Mechanical Engineering Lab ReportDocument4 pagesUPRM Mechanical Engineering Lab ReportKeyshlanKarinnéAybarNo ratings yet
- Testing Materials Lab ManualDocument84 pagesTesting Materials Lab Manualangel deanNo ratings yet
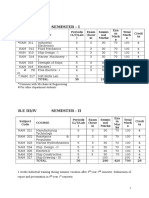
- Syllabus CurriculumDocument27 pagesSyllabus CurriculumChitraSKNo ratings yet
- Concrete Beam Lab ReportDocument12 pagesConcrete Beam Lab ReporthamzaNo ratings yet
- P-17004 - Final Report - Bearing LP Turbine 3&4Document18 pagesP-17004 - Final Report - Bearing LP Turbine 3&4Komang Khrisna Satya NarayanaNo ratings yet
- Jigs & Fixtures Practical Exam ResultsDocument8 pagesJigs & Fixtures Practical Exam Resultsசிவ ராம் கோவிந்த்No ratings yet
- Ferrite ReportDocument1 pageFerrite ReportrameshwarmaNo ratings yet
- Report-SAIDNAGAR MUNDIADocument9 pagesReport-SAIDNAGAR MUNDIAsam09132No ratings yet
- Material Testing User Manual PDFDocument41 pagesMaterial Testing User Manual PDFamol_aradwadNo ratings yet
- 5 6280779123619004524 PDFDocument143 pages5 6280779123619004524 PDFÀràvìñd CháñNo ratings yet
- COBEM 2019 Evaluation of The Mechanical Properties of Balsa Wood and Composite Materials PDFDocument10 pagesCOBEM 2019 Evaluation of The Mechanical Properties of Balsa Wood and Composite Materials PDFParmeshwar KotnurNo ratings yet
- Food Processing Centrifuge FP-35Document36 pagesFood Processing Centrifuge FP-35Edgar Josue C. CosNo ratings yet
- Baliton, Baya, Balog, Barredo - Lab Report 1Document18 pagesBaliton, Baya, Balog, Barredo - Lab Report 1Elizamy BayaNo ratings yet
- Index: 3351903 Manufacturing Engineering-IiiDocument14 pagesIndex: 3351903 Manufacturing Engineering-Iiimer sanjayNo ratings yet
- ADA167932Document87 pagesADA167932Heather HarrisNo ratings yet
- Updated GEO TECHNICAL LABORATORY FinalDocument177 pagesUpdated GEO TECHNICAL LABORATORY FinalUttam Raj SutraveNo ratings yet
- Dineshchand Aquatech JV JhunjhunuDocument21 pagesDineshchand Aquatech JV JhunjhunuMohit ChauhanNo ratings yet
- Anchorage TestDocument1 pageAnchorage TestShamih SikthyNo ratings yet
- Mine Portal Mine Surveying NotesDocument343 pagesMine Portal Mine Surveying Notessuresh.vermaNo ratings yet
- Dom Lab Report-02-08-2022Document3 pagesDom Lab Report-02-08-2022VSBCETC EXAM CELLNo ratings yet
- API 579 Crack-Like Flaw Fitness AssessmentDocument48 pagesAPI 579 Crack-Like Flaw Fitness Assessment전상문100% (4)
- Production Technology (CD)Document7 pagesProduction Technology (CD)ParasNo ratings yet
- SR-468 - Rebar Locator Report PDFDocument7 pagesSR-468 - Rebar Locator Report PDFHorizon Infradesigns0% (1)
- Highway Engineering PDFDocument54 pagesHighway Engineering PDFKreesthu ReddyNo ratings yet
- Indorock LokhandeVenkateswarluDocument7 pagesIndorock LokhandeVenkateswarluAshish DasNo ratings yet
- Plantilla Apqp LlenoDocument4 pagesPlantilla Apqp LlenoANDRES GARCIA TLAPANo ratings yet
- Cubetestreport 190817143533Document25 pagesCubetestreport 190817143533BINAY KUMARNo ratings yet
- Som Lab Manual Nnce PDFDocument39 pagesSom Lab Manual Nnce PDFObakoma JosiahNo ratings yet
- Method of Test FOR Compressive Deformation of Laminated BearingsDocument6 pagesMethod of Test FOR Compressive Deformation of Laminated Bearingsming_zhu10No ratings yet
- Compression Test Report: Nwsteel Technologies, IncDocument5 pagesCompression Test Report: Nwsteel Technologies, IncbimboNo ratings yet
- Experimental Investigation of Microdrilling Operation of Printed Circuit BoardDocument37 pagesExperimental Investigation of Microdrilling Operation of Printed Circuit BoardSUMANTH n vNo ratings yet
- Testing and Commissioning Report of Olakha SubstationDocument130 pagesTesting and Commissioning Report of Olakha Substationsherubd50% (2)
- Wi - 08 Concrete Compression TestDocument11 pagesWi - 08 Concrete Compression TestZoro MonNo ratings yet
- Reinforced Concrete Beam Tests at University of IllinoisDocument44 pagesReinforced Concrete Beam Tests at University of IllinoisChristopher Wilson Amaro PicazoNo ratings yet
- Soil Bearing Capacity For Minor Bridge CH 11+790Document20 pagesSoil Bearing Capacity For Minor Bridge CH 11+790Manvendra NigamNo ratings yet
- Periyar Maniammai University Hydraulic Engineering Lab ExamDocument5 pagesPeriyar Maniammai University Hydraulic Engineering Lab ExamambipathiNo ratings yet
- Report NauwabadDocument9 pagesReport Nauwabadsam09132No ratings yet
- Method Statement For Sonic Tube GroutingDocument22 pagesMethod Statement For Sonic Tube GroutingKaushalye Mahanama DissanayakeNo ratings yet
- Ista 3A Package Performance Test: Saddle Seat Bar Stool"Document15 pagesIsta 3A Package Performance Test: Saddle Seat Bar Stool"Sundar NarayananNo ratings yet
- Activity No. 1 Familiarization of Material Testing Apparatuses and EquipmentDocument9 pagesActivity No. 1 Familiarization of Material Testing Apparatuses and EquipmentNero MonNo ratings yet
- MS - Pulling Out Pipe r02 - 1Document14 pagesMS - Pulling Out Pipe r02 - 1Mallikarjun DevarapalliNo ratings yet
- Laporan Soil Investigation Pertamina PanjangDocument60 pagesLaporan Soil Investigation Pertamina PanjangAlex SudrajatNo ratings yet
- MF F316 - Lab - 6 - AlignmentDocument14 pagesMF F316 - Lab - 6 - AlignmentAkash Jain100% (1)
- wtc19 FinalDocument11 pageswtc19 Finalchandan kumar singhNo ratings yet
- Report PT Mulia Mandiri MarineDocument9 pagesReport PT Mulia Mandiri MarineBudi Setia RahmanNo ratings yet
- Checklist Fire StopDocument9 pagesChecklist Fire StopAnonymous DMdGdsOENo ratings yet
- Laboratory Manual: Manufacturing Processes - 1Document32 pagesLaboratory Manual: Manufacturing Processes - 1Vivek BiswalNo ratings yet
- Ms Bosch Tensile Test (Non NABL)Document4 pagesMs Bosch Tensile Test (Non NABL)raghulramasamyNo ratings yet
- Headbands FlammabilityDocument2 pagesHeadbands FlammabilitymanitsiNo ratings yet
- (HITACHI 2023-06-13) XALBA STC HW End User FAT Schedule (Daily)Document1 page(HITACHI 2023-06-13) XALBA STC HW End User FAT Schedule (Daily)Taha SalmanNo ratings yet
- Ask - Wo-22.2672-Method-Swc-004 - Work Method Concrete Wall Rev.03Document14 pagesAsk - Wo-22.2672-Method-Swc-004 - Work Method Concrete Wall Rev.03air separation unit plant swadaya ciptaNo ratings yet
- Particle Technology Lab Syllabus and ScheduleDocument5 pagesParticle Technology Lab Syllabus and ScheduleahmadNo ratings yet
- Demonstration of CNC machinesDocument10 pagesDemonstration of CNC machinesAkash JainNo ratings yet
- MF F316 - Lab - 3 - Face - MillingDocument12 pagesMF F316 - Lab - 3 - Face - MillingAkash JainNo ratings yet
- MF F316 - Lab - 4 - GrindingDocument13 pagesMF F316 - Lab - 4 - GrindingAkash JainNo ratings yet
- MF F316 - Lab - 8 - Machine Tools and Gear BoxDocument12 pagesMF F316 - Lab - 8 - Machine Tools and Gear BoxAkash JainNo ratings yet
- MF F316 - Lab - 2 - Machining ForcesDocument14 pagesMF F316 - Lab - 2 - Machining ForcesAkash JainNo ratings yet
- MF F316 - Lab - 6 - AlignmentDocument14 pagesMF F316 - Lab - 6 - AlignmentAkash Jain100% (1)
- SM ch07Document79 pagesSM ch07Akash JainNo ratings yet
- Long-Lived Assets and Depreciation 371Document69 pagesLong-Lived Assets and Depreciation 371Akash JainNo ratings yet
- MF F316 - LAB - 5 - Tool WearDocument12 pagesMF F316 - LAB - 5 - Tool WearAkash JainNo ratings yet
- Electrical Science PDFDocument2 pagesElectrical Science PDFAbsolute ZeroNo ratings yet
- SM ch05Document41 pagesSM ch05Akash JainNo ratings yet
- Rights of Shareholders and Accounting for Treasury StockDocument66 pagesRights of Shareholders and Accounting for Treasury StockAkash JainNo ratings yet
- Workshop ManualDocument113 pagesWorkshop ManualAkash JainNo ratings yet
- SM ch06Document68 pagesSM ch06Akash JainNo ratings yet
- SM ch04Document53 pagesSM ch04Akash JainNo ratings yet
- BIOLOGY LAB MANUALDocument56 pagesBIOLOGY LAB MANUALAkash JainNo ratings yet
- Case Interviews CrackedDocument208 pagesCase Interviews CrackedSaurabhYadav100% (11)
- Manufacturing Processes Iiprof A B Chattopadhyay Prof A K Chattopadhyay PDFDocument618 pagesManufacturing Processes Iiprof A B Chattopadhyay Prof A K Chattopadhyay PDFp KumarNo ratings yet
- Manufacturing Processes Iiprof A B Chattopadhyay Prof A K Chattopadhyay PDFDocument618 pagesManufacturing Processes Iiprof A B Chattopadhyay Prof A K Chattopadhyay PDFp KumarNo ratings yet
- From The Conventional Total Station To The Prospective Image Assisted Photogrammetric Scanning Total Station: Comprehensive ReviewDocument7 pagesFrom The Conventional Total Station To The Prospective Image Assisted Photogrammetric Scanning Total Station: Comprehensive ReviewLeroy Lionel SonfackNo ratings yet
- Digital Signal Processing Exam QuestionsDocument8 pagesDigital Signal Processing Exam QuestionsecehodaietNo ratings yet
- IMP Workshop ManualDocument336 pagesIMP Workshop Manualsyllavethyjim67% (3)
- Data Types and Data AnalysisDocument52 pagesData Types and Data AnalysisParag Shah100% (2)
- De Bono 6 Action Shoesdoc - CompressDocument12 pagesDe Bono 6 Action Shoesdoc - CompressHazel RománNo ratings yet
- CB Certificate - CodeDocument668 pagesCB Certificate - CodeRosy SeafoodNo ratings yet
- ARTIKEL - Baby Talk Hinders LearningDocument2 pagesARTIKEL - Baby Talk Hinders LearningZ E V A N Y ANo ratings yet
- "Ff15Af" Series Fan Filters Description: Fan Filter 115/230 Va.cDocument1 page"Ff15Af" Series Fan Filters Description: Fan Filter 115/230 Va.cGoranNo ratings yet
- Acknowledgements: Godrej & Boyce MFG - Co.LtdDocument83 pagesAcknowledgements: Godrej & Boyce MFG - Co.LtdSamarth TuliNo ratings yet
- ABS Rules For Piping and FittingsDocument2 pagesABS Rules For Piping and Fittingsmaha100% (1)
- Igcse Chemistry Topic 13 Carbonates AnsDocument7 pagesIgcse Chemistry Topic 13 Carbonates AnsCClfourNo ratings yet
- Tailor Welded BlanksDocument52 pagesTailor Welded BlanksYuvaraj YuvarajNo ratings yet
- Time Table II Sem 14-15Document5 pagesTime Table II Sem 14-15Satyam GuptaNo ratings yet
- Chapter 1-3Document9 pagesChapter 1-3jhamaymaNo ratings yet
- 3-5 Support Document - Phase IDocument38 pages3-5 Support Document - Phase Iapi-290854496No ratings yet
- Lagnas CharacterDocument14 pagesLagnas CharactertechkasambaNo ratings yet
- Sd0001e0 2.0 Con Taratura 957Document37 pagesSd0001e0 2.0 Con Taratura 957JayRellvic Guy-ab0% (1)
- User Manual Servo Driver SZGH-302: (One Driver To Control Two Motors Simultaneously)Document23 pagesUser Manual Servo Driver SZGH-302: (One Driver To Control Two Motors Simultaneously)Zdeněk HromadaNo ratings yet
- Pellet PLNT ManualDocument19 pagesPellet PLNT ManualsubhankarprustyNo ratings yet
- Msci Acwi Index (Usd) : Cumulative Index Performance - Gross Returns (Usd) (JUN 2005 - JUN 2020) Annual Performance (%)Document3 pagesMsci Acwi Index (Usd) : Cumulative Index Performance - Gross Returns (Usd) (JUN 2005 - JUN 2020) Annual Performance (%)aba boloNo ratings yet
- 09 - Validation of Diagnostic Markers For Streak Virus Disease Resistance in MaizeDocument11 pages09 - Validation of Diagnostic Markers For Streak Virus Disease Resistance in MaizeNemanja NišavićNo ratings yet
- STS Assignment1Document3 pagesSTS Assignment1Cagabcab Canibel Melany0% (1)
- Graderroadmotori 019931 MBPDocument97 pagesGraderroadmotori 019931 MBPblarkins1No ratings yet
- 17fin8593 C Us NCR Selfserv 26 DsDocument2 pages17fin8593 C Us NCR Selfserv 26 DsJose MarcosNo ratings yet
- Cleaning Public Areas EfficientlyDocument231 pagesCleaning Public Areas EfficientlyDj-Ram Vicente Vida100% (6)
- Week 7 Cycling Materials in The Ecosystem and How Do Human Activities Affect The Ecosystem 1Document6 pagesWeek 7 Cycling Materials in The Ecosystem and How Do Human Activities Affect The Ecosystem 1lourdes SanchezNo ratings yet
- Linking Excel Data Into Navisworks - Part 5 Wrapping Up - RVITDocument2 pagesLinking Excel Data Into Navisworks - Part 5 Wrapping Up - RVITGreciaGuevaraNo ratings yet
- Grades - MMM132 - Management - CloudDeakinDocument2 pagesGrades - MMM132 - Management - CloudDeakinpsana99gmailcomNo ratings yet
- Ficha Tecnica SpikaDocument2 pagesFicha Tecnica SpikaJosé Luis RubioNo ratings yet
- Fly 10 Your Super FutureDocument3 pagesFly 10 Your Super FutureRichard Colón67% (3)